
一种大尺寸碳化硅衬底加工用复合结合剂砂轮及其制备方法.pdf

景福****90


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺寸碳化硅衬底加工用复合结合剂砂轮及其制备方法.pdf
本发明公开一种大尺寸碳化硅衬底加工用复合结合剂砂轮及其制备方法,尤其涉及碳化硅半导体材料加工用复合结合剂超硬材料砂轮配方及制备方法。配方主要有以下组成,金刚石磨料25‑45%、预合金粉25‑40%、聚苯硫醚8~20%、氧化锌晶须10~18%、SG磨料8‑22%。本发明制备采用聚苯硫醚和锌铜合金粉作为复合结合剂体系,该结合剂体系对磨料把持力强,抵抗大尺寸碳化硅的高磨削阻力,磨削力强。铁铝等细化了合金体系的晶粒组织,并且增加脆性,提高砂轮磨削锋利性。同时晶须等的利用可以增加砂轮层微观组织的各项同性,获得较好的

一种复合碳化硅衬底及其制备方法.pdf
本发明提供一种复合碳化硅衬底及其制备方法,所述制备方法包括如下步骤:(1)碳化硅单晶衬底的第一表面与石墨板粘接,激光照射碳化硅单晶衬底的第二表面,在碳化硅单晶衬底内部形成改质面;施加外力,将碳化硅单晶衬底沿着改质面断开,得到碳化硅单晶衬底与石墨板组成的复合晶体层结构;(2)在所述复合晶体层结构中的碳化硅单晶衬底的改质面上生长晶体层后,分离石墨板,得到碳化硅单晶衬底与晶体层组成的复合碳化硅衬底。本发明所述制备方法先以石墨板为支撑层,通过激光切割得到较薄的高质量碳化硅单晶衬底,之后在该碳化硅单晶衬底上生长一层

一种碳化硅衬底倒角用砂轮及其制备方法.pdf
本发明属于碳化硅衬底加工技术领域,具体涉及一种用于2英寸及以上规格碳化硅衬底的倒角用砂轮及其制备方法。所述碳化硅衬底倒角用砂轮,包括基体和磨料层,所述磨料层包括以下重量份的原料:磨料20‑30份,金属结合剂56‑95份,添加剂1‑7份;所述添加剂是氯化钠、氯化钾、碳酸钠、碳酸钾中的一种或几种任意比例混合物。本发明的砂轮配方、加工工艺简单,操作简便;可对2英寸及以上尺寸的碳化硅衬底进行倒角加工,加工效果好,工件在高亮白光下目测无锯齿和崩口现象。
一种重负荷砂轮用复合结合剂、重负荷砂轮及其制备方法.pdf
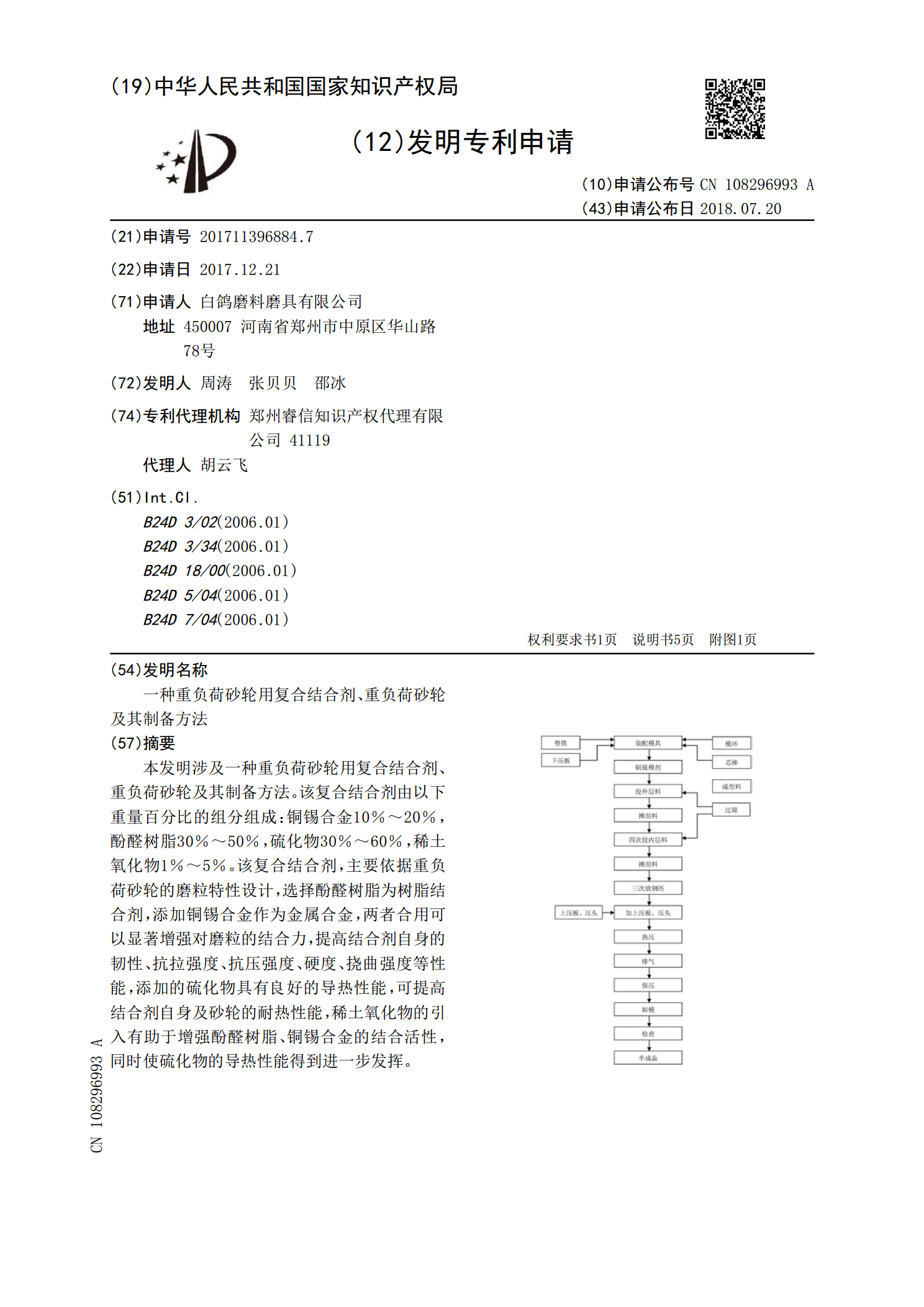
本发明涉及一种重负荷砂轮用复合结合剂、重负荷砂轮及其制备方法。该复合结合剂由以下重量百分比的组分组成:铜锡合金10%~20%,酚醛树脂30%~50%,硫化物30%~60%,稀土氧化物1%~5%。该复合结合剂,主要依据重负荷砂轮的磨粒特性设计,选择酚醛树脂为树脂结合剂,添加铜锡合金作为金属合金,两者合用可以显著增强对磨粒的结合力,提高结合剂自身的韧性、抗拉强度、抗压强度、硬度、挠曲强度等性能,添加的硫化物具有良好的导热性能,可提高结合剂自身及砂轮的耐热性能,稀土氧化物的引入有助于增强酚醛树脂、铜锡合金的结合

一种结合剂、半导体封装加工用超薄砂轮及其制备方法.pdf
本发明涉及一种结合剂、半导体封装加工用超薄砂轮及其制备方法,属于磨具技术领域。本发明的结合剂为金属结合剂,包括如下重量份数的组分:30~40份铜铈合金、15~20份铜镧合金以及5~16份锡粉、2‑4重量份的氢化钛、3‑5重量份的氯化钾。本发明的砂轮包括芯层及设置在芯层表面的表层;芯层包括上述金属结合剂和金刚石。本发明的金属结合剂能提高对砂轮中金刚石的把持力,提高砂轮的自锐性和切割精度。本发明的砂轮兼具树脂结合剂和金属结合剂的优点,具有切割质量优异、刚性好、适宜高速切割、自锐性佳、使用寿命长的特点,能够满足