
光整机过程控制系统介绍.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
光整机过程控制系统介绍.ppt
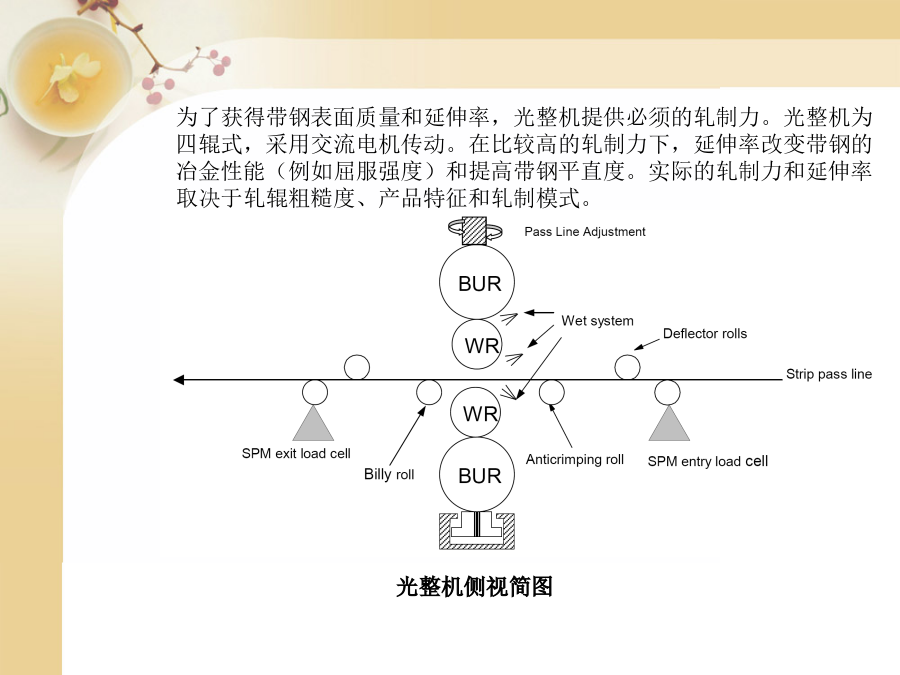
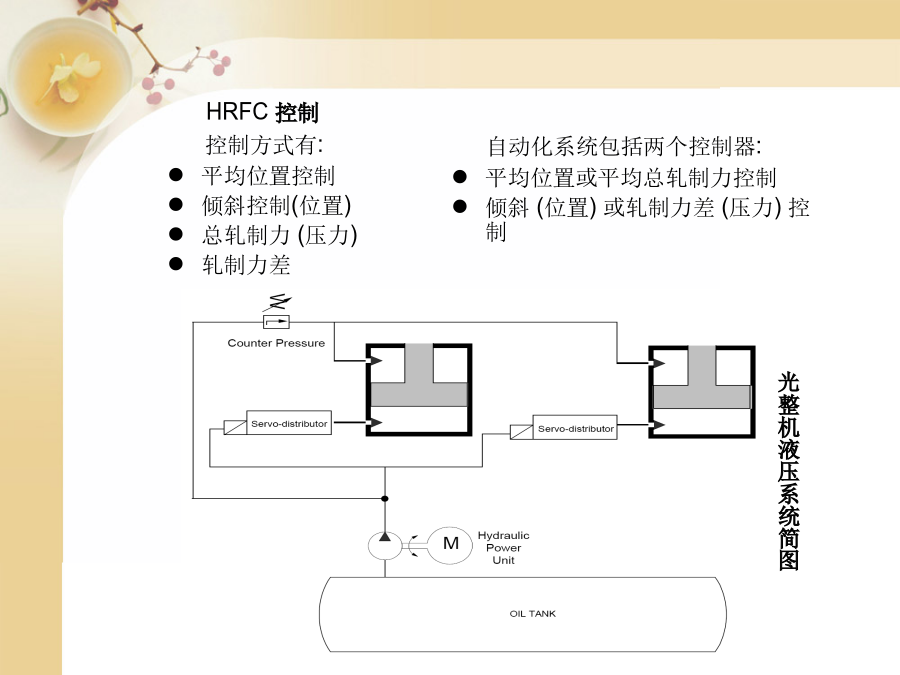
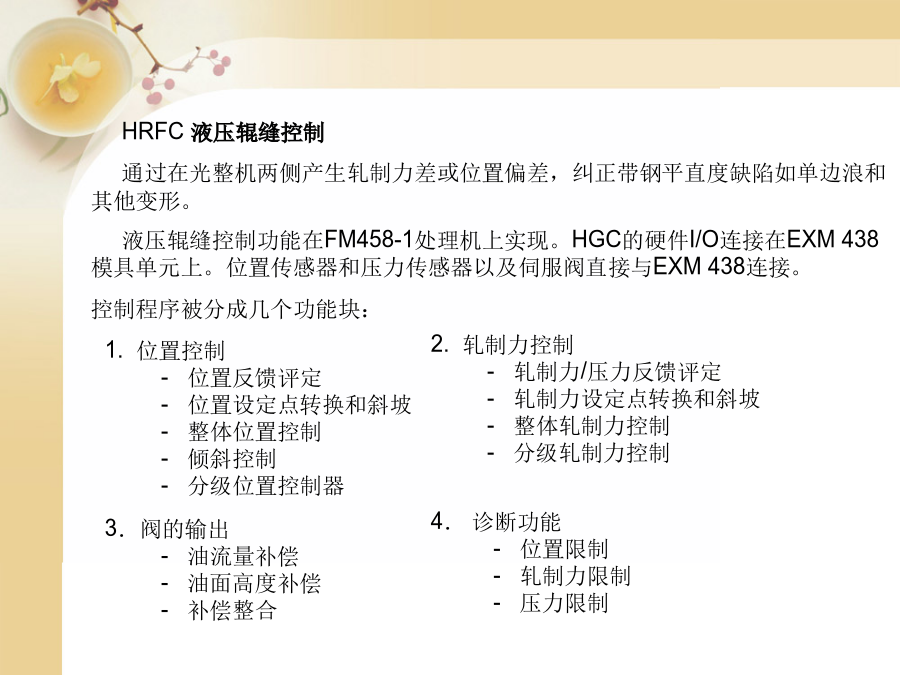
光整机过程控制系统介绍光整机简介光整机拉矫机平面布置为了获得带钢表面质量和延伸率,光整机提供必须的轧制力。光整机为四辊式,采用交流电机传动。在比较高的轧制力下,延伸率改变带钢的冶金性能(例如屈服强度)和提高带钢平直度。实际的轧制力和延伸率取决于轧辊粗糙度、产品特征和轧制模式。光整机控制的PLC柜组成及功能划分PLC的硬件组成包括s7控制柜机架带有两个CPU、(分别负责LCO和MRG),CPU458和CPU443S7CPU部分带有(包括工艺段S7CPU):机架控制(SC):机架协调由双重联动装置形成,操作模

一种光整机位置与压力闭环控制系统及方法.pdf
一种光整机位置与压力闭环控制系统机方法,包括传动侧液压缸、传动侧压力传感器、传动侧磁尺、传动侧比例阀、传动侧闭环控制器、传动侧位置、压力给定和反馈减法器、操作侧压力、位置给定和反馈减法器、操作侧压力传感器、操作侧闭环控制器、操作侧比例阀、操作侧磁尺及操作侧液压缸,增设PID闭环控制器、位置反馈减法器、压力反馈减法器、压力给定减法器、位置给定减法器。在操作侧与传动侧液压缸按照各自给定位置或压力伸缩过程中,如两侧液压缸伸缩的速度相差较大,PID闭环控制器负责将两侧之间的位置或压力偏差控制在要求的范围内。本发明

光路调整机构.pdf
本发明提供一种光路调整机构,包含框架,承载座,光学元件及多个致动器。承载座设于框架并以第一弹性件及第二弹性件与框架连接,承载座的外周缘连接第一弹性件而形成第一连接区域及第二连接区域,且承载座的外周缘连接第二弹性件而形成第三连接区域及第四连接区域。第一、第二、第三及第四连接区域分别界定出位于彼此间的第一、第二、第三及第四三中间区域。多个致动器设于第一、第二、第三及第四中间区域中的至少二个且至多三个中间区域。

计算机过程控制系统在平整机组中的研究与应用的中期报告.docx
计算机过程控制系统在平整机组中的研究与应用的中期报告本中期报告的主要内容是关于计算机过程控制系统在平整机组中的研究和应用的探讨。本报告将从以下几个方面进行阐述。一、研究背景随着工业自动化水平的不断提高,计算机在工业控制领域的应用越来越广泛。在生产加工行业中,平整机组是一种重要的工业设备,其主要作用是通过涂覆和去除表面不平整的面层,使得材料表面更加平滑。传统的平整机组控制方法存在很多问题,如人工控制缺乏稳定性和准确性,不能满足生产需求等。因此,开发一种基于计算机过程控制系统的平整机组控制方法成为了一个研究的

一种湿光整机.pdf
本发明提供一种湿光整机,该湿光整机入口设置有湿光整喷射系统,通过向轧辊和带钢喷射脱盐水,实现清洁、改善轧辊工况和提高产品质量等目的;在光整机出口设置有空气吹扫系统,用于除去带钢表面残留的脱盐水。该湿光整机包括弯辊平衡装置、上置式的轧制线调整装置、推上装置、轧辊装配、辅助辊装配、机架装配、轧辊清洗装置、湿光整喷射系统和空气吹扫装置等。本发明与上置式压下装置相比,结构形式先进、控制精度高、工作稳定;相比较于干光整机,此光整机具备轧辊寿命长,产品质量高等优点,可广泛应用到冷轧后处理生产线。