
轨道球阀密封面的激光熔覆层及其制备方法.pdf

努力****晓骞


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轨道球阀密封面的激光熔覆层及其制备方法.pdf
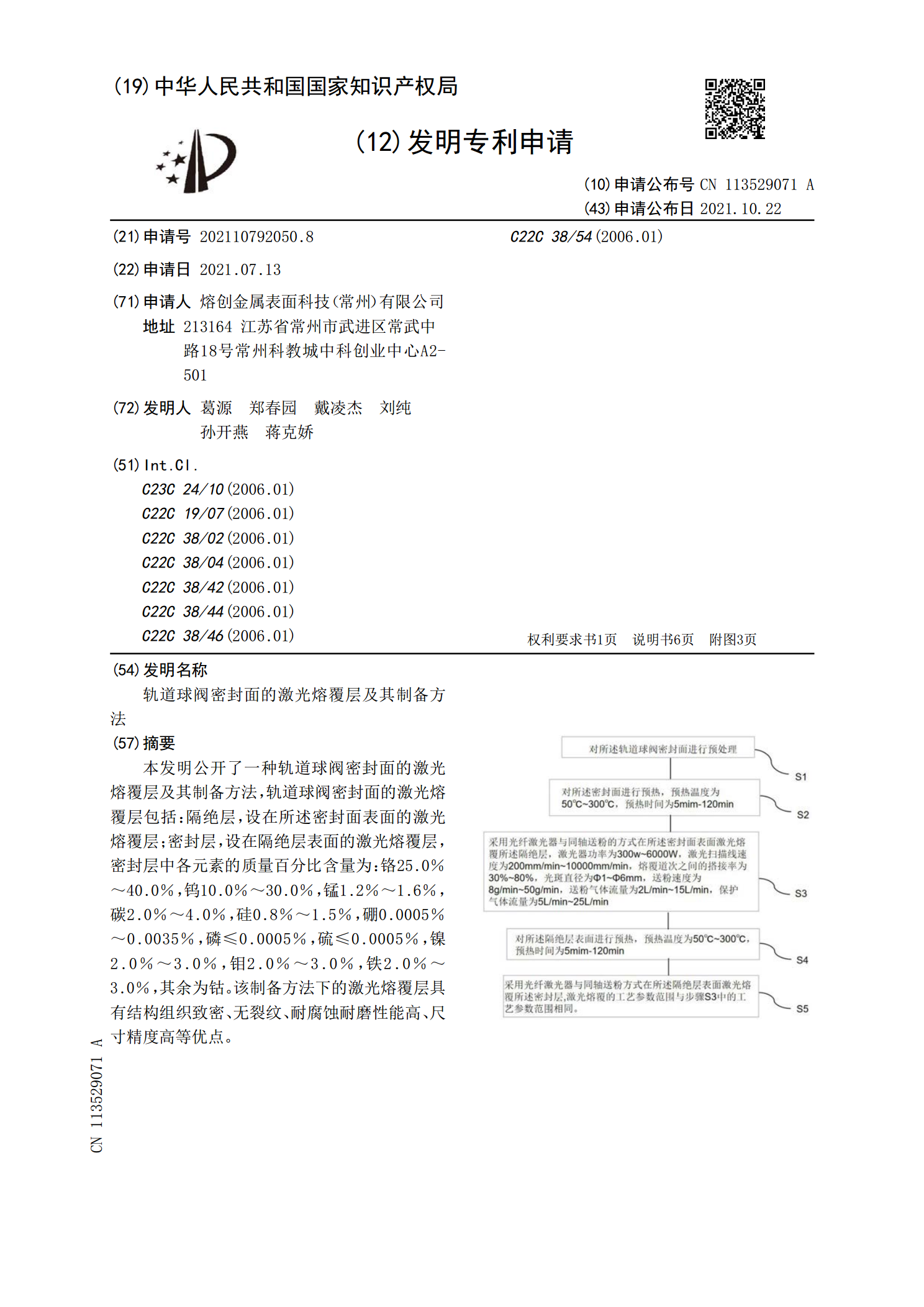
本发明公开了一种轨道球阀密封面的激光熔覆层及其制备方法,轨道球阀密封面的激光熔覆层包括:隔绝层,设在所述密封面表面的激光熔覆层;密封层,设在隔绝层表面的激光熔覆层,密封层中各元素的质量百分比含量为:铬25.0%~40.0%,钨10.0%~30.0%,锰1.2%~1.6%,碳2.0%~4.0%,硅0.8%~1.5%,硼0.0005%~0.0035%,磷≤0.0005%,硫≤0.0005%,镍2.0%~3.0%,钼2.0%~3.0%,铁2.0%~3.0%,其余为钴。该制备方法下的激光熔覆层具有结构组织致密、无
高锰钢辙叉的激光熔覆层及其制备方法和高锰钢辙叉.pdf
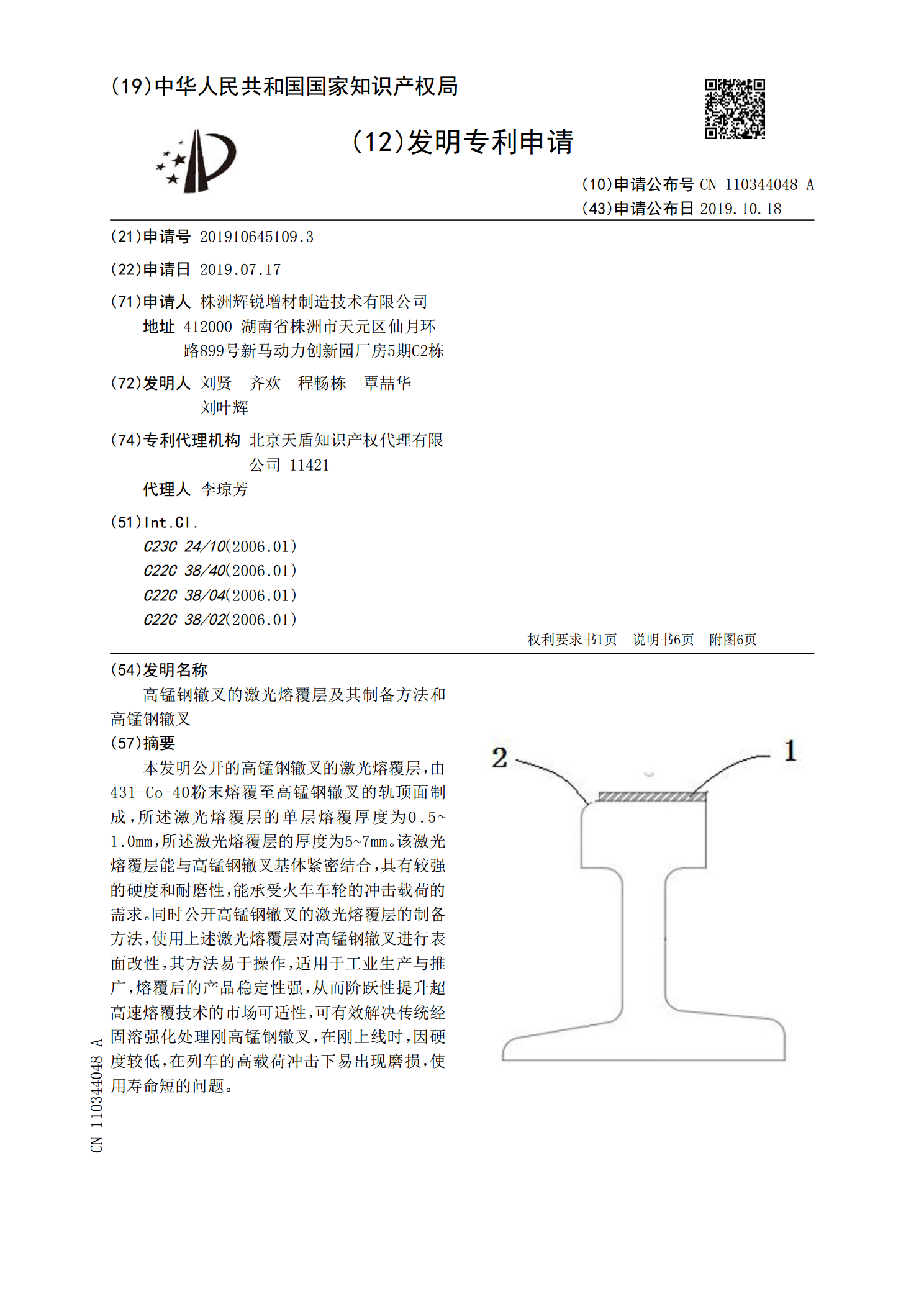
本发明公开的高锰钢辙叉的激光熔覆层,由431‑Co‑40粉末熔覆至高锰钢辙叉的轨顶面制成,所述激光熔覆层的单层熔覆厚度为0.5~1.0mm,所述激光熔覆层的厚度为5~7mm。该激光熔覆层能与高锰钢辙叉基体紧密结合,具有较强的硬度和耐磨性,能承受火车车轮的冲击载荷的需求。同时公开高锰钢辙叉的激光熔覆层的制备方法,使用上述激光熔覆层对高锰钢辙叉进行表面改性,其方法易于操作,适用于工业生产与推广,熔覆后的产品稳定性强,从而阶跃性提升超高速熔覆技术的市场可适性,可有效解决传统经固溶强化处理刚高锰钢辙叉,在刚上线时
含有纳米碳化钽的多层高熵合金激光熔覆层及其制备方法.pdf
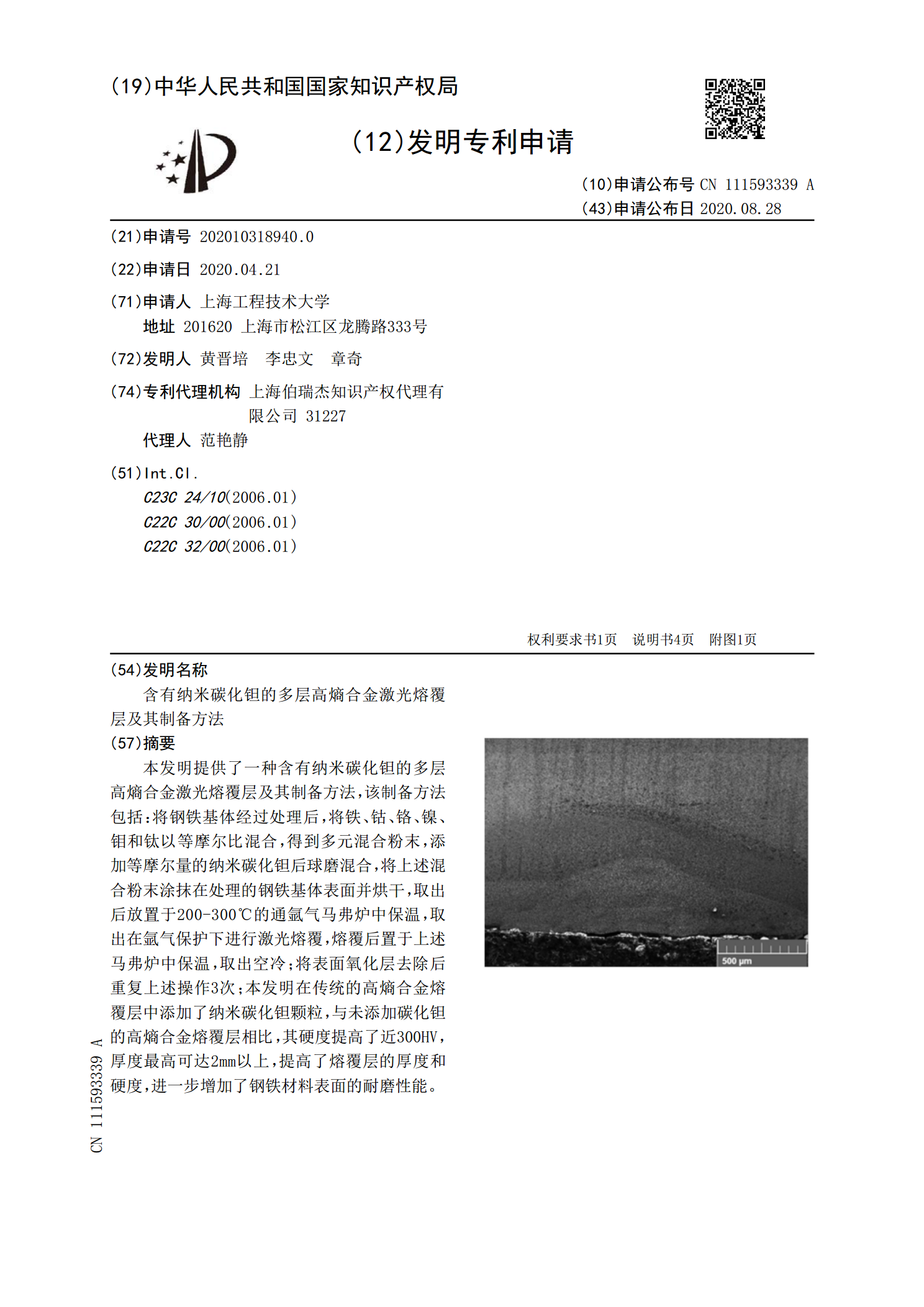
本发明提供了一种含有纳米碳化钽的多层高熵合金激光熔覆层及其制备方法,该制备方法包括:将钢铁基体经过处理后,将铁、钴、铬、镍、钼和钛以等摩尔比混合,得到多元混合粉末,添加等摩尔量的纳米碳化钽后球磨混合,将上述混合粉末涂抹在处理的钢铁基体表面并烘干,取出后放置于200‑300℃的通氩气马弗炉中保温,取出在氩气保护下进行激光熔覆,熔覆后置于上述马弗炉中保温,取出空冷;将表面氧化层去除后重复上述操作3次;本发明在传统的高熵合金熔覆层中添加了纳米碳化钽颗粒,与未添加碳化钽的高熵合金熔覆层相比,其硬度提高了近300H

超高速激光熔覆制备耐腐蚀耐磨熔覆层的方法及机床.pdf
本发明提供了超高速激光熔覆制备耐腐蚀耐磨熔覆层的方法及机床,(1)对工件待熔覆面进行预处理;(2)将合金粉末筛分后置于烘箱烘烤,保温设定时间后加入内壁熔覆设备送粉器内备用;(3)将工件装夹在内孔超高速熔覆机床上;(4)调整光斑大小及送粉头高度,确定熔覆起始点与终点位置坐标;(5)设定加工参数,开启加工程序,对工件内壁熔覆一层具有一定厚度的合金熔覆层。所得合金熔覆层内部组织致密,无气孔、开裂问题,与基材呈现良好的冶金结合,具有优异的耐磨损耐腐蚀性能。解决了部分管件、缸体等工件内壁使用过程中易出现的锈蚀、磨损

含固体润滑剂的激光熔覆层的制备及其组织结构研究.ppt
含固体润滑剂的激光熔覆层的制备及其组织结构研究目录项目背景优化抗摩性质的途径之一就是增大表面的硬度。问题:摩擦副的磨损问题,摩擦系数过大使得摩擦副迅速被磨损。解决:硬质润滑涂层。即:硬质相与软质相相配合,从而达到抗磨减摩效果。激光表面熔覆技术固体润滑剂MoS2的使用目的是使熔覆层具有一定的润滑性,起到初始的减摩作用。特殊润滑剂纳米金刚石粉末在熔覆层摩擦服役过程中将转变为石墨从而达到使熔覆层越磨损越润滑的效果。项目进展情况不同粘结剂的使用效果对熔覆层进行了X射线衍射分析,发现基本不存在多硫化相,更没有MoS