
一种低硬度、低粘性的胎面橡胶组合物及其混炼方法和轮胎.pdf

一只****写意

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低硬度、低粘性的胎面橡胶组合物及其混炼方法和轮胎.pdf
本发明属于橡胶轮胎制造新材料技术领域,尤其涉及一种低硬度、低粘性的胎面橡胶组合物及其混炼方法和轮胎。本发明为了减少生胶体系对终炼胶门尼粘度的影响,应用了门尼较高的低Tg溶聚丁苯橡胶。辅以吸附型强的新型硅化合物,以此材料在保证低模量的同时,吸附一定的小分子物质,减少小分子的迁出。外加的防粘润滑助剂可以减少胎胚与金属模具的亲和力,降低粘模风险。从而使得胎面橡胶组合的门尼粘度较高、与金属的亲和力较低,不会发生终炼胶粘结成坨、硫化过程胎胚粘模具等问题。

一种低生热高导热的胎面橡胶组合物及其混炼方法和轮胎.pdf
本发明涉及橡胶轮胎技术领域,具体涉及一种低生热高导热的胎面橡胶组合物及其混炼方法和轮胎。一种低生热高导热的胎面橡胶组合物按重量分数计由如下重量份的材料组成:天然橡胶70~100份,顺丁橡胶0~30份,碳纳米管0.5~5份,炭黑8~45份,白炭黑15~60份,硅烷偶联剂0.5~6份,氧化锌3~7份,硬脂酸1~4份,微晶蜡0.85~3份,防老剂RD0.5~3份,40200.5~3份,充油硫磺0.88~1.67份,促进剂0.8~3.6份。本发明采用了大量的低生热硅材料和高导热的碳纳米管材料,所制备的胎面橡胶
低生热轮胎胎面橡胶组合物及其制备方法.pdf
本发明公开了一种低生热胎面橡胶组合物,其包含:天然橡胶,超耐磨炉黑和白碳黑的混合物,半有效平衡硫化(SEV)体系,其由硫化剂与选自次磺酰胺类化合物的促进剂构成,选自锌皂盐类化合物的低生热助剂,优选烷基硬脂酸锌;和抗硫化返原助剂。相比于常规胎面橡胶组合物,本发明的低生热胎面橡胶组合物具有高得多的伸长率和拉伸强度,以及低得多的永久变形和TAN值。因此,本发明的低生热胎面橡胶组合物尤其适用于工程机械的非路面(OTR)应用。本发明还涉及制备所述胎面橡胶组合物的方法。
一种低滚动阻力轮胎胎面橡胶组合物及其制造的轮胎.pdf
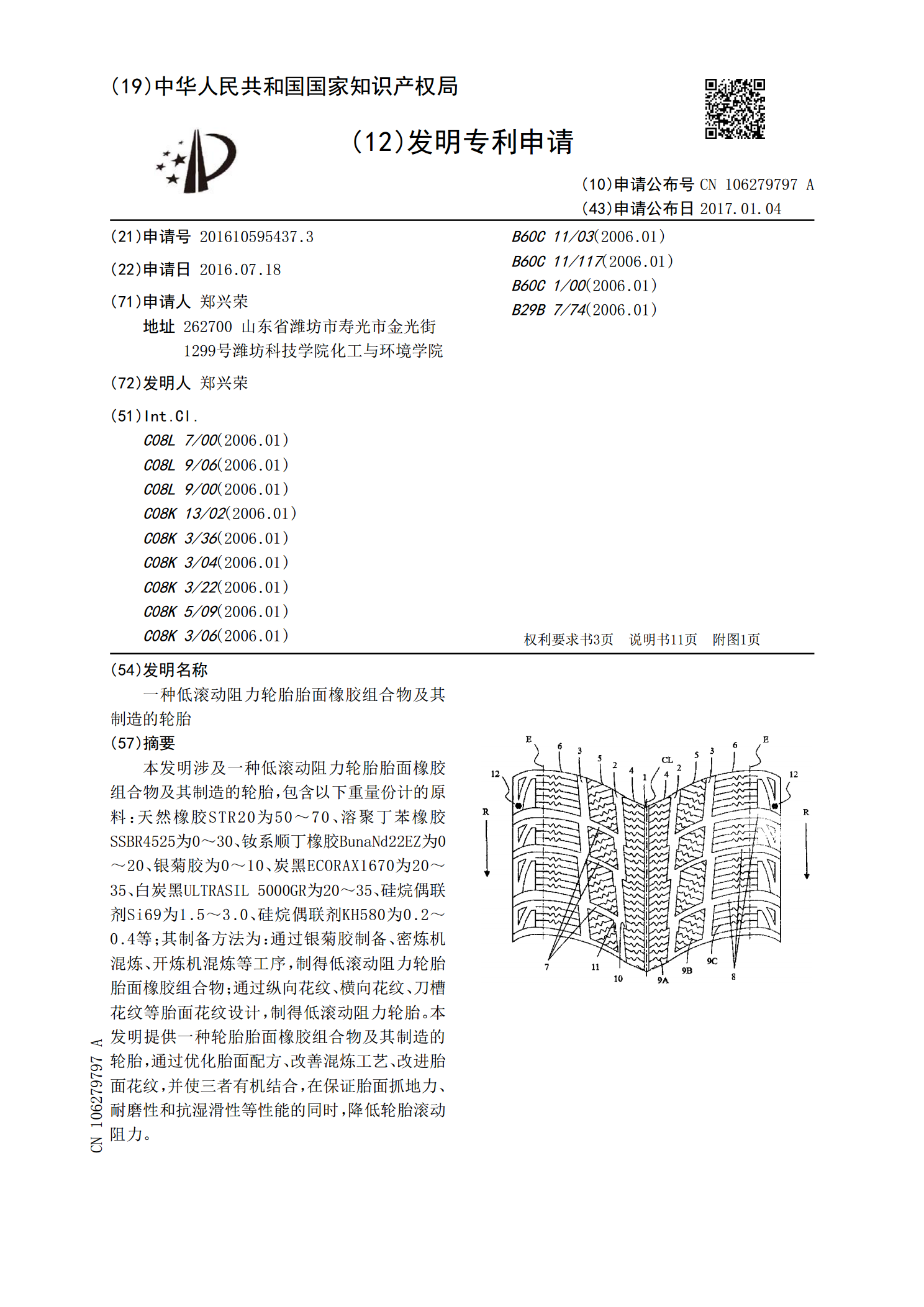
本发明涉及一种低滚动阻力轮胎胎面橡胶组合物及其制造的轮胎,包含以下重量份计的原料:天然橡胶STR20为50~70、溶聚丁苯橡胶SSBR4525为0~30、钕系顺丁橡胶BunaNd22EZ为0~20、银菊胶为0~10、炭黑ECORAX1670为20~35、白炭黑ULTRASIL5000GR为20~35、硅烷偶联剂Si69为1.5~3.0、硅烷偶联剂KH580为0.2~0.4等;其制备方法为:通过银菊胶制备、密炼机混炼、开炼机混炼等工序,制得低滚动阻力轮胎胎面橡胶组合物;通过纵向花纹、横向花纹、刀槽花纹等胎

低滚动阻力轮胎胎面橡胶组合物.pdf
本发明涉及橡胶技术领域,具体地说是一种低滚动阻力轮胎胎面橡胶组合物,以重量份计包含:天然橡胶60~100、顺丁橡胶0~40、炭黑15~35、白炭黑0~20、硅烷偶联剂0~4.0、氧化锌2.0~5.0、硬脂酸1.0~3.0防老剂40201.0~3.0、防老剂RD0.5~2.0、防护蜡1.0~2.0、多功能加工助剂1.0~15.0、硫磺1.0~2.0、橡胶促进剂0.8~1.6、防焦剂0.2;其中所述的多功能加工助剂是一种由氨基酸类物质合成的具有1~20个重复单元的带有巯基的低聚物,其基本化学结构式为:,其中R