
塑性成型原理3.ppt

kp****93


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
塑性成型原理3.ppt
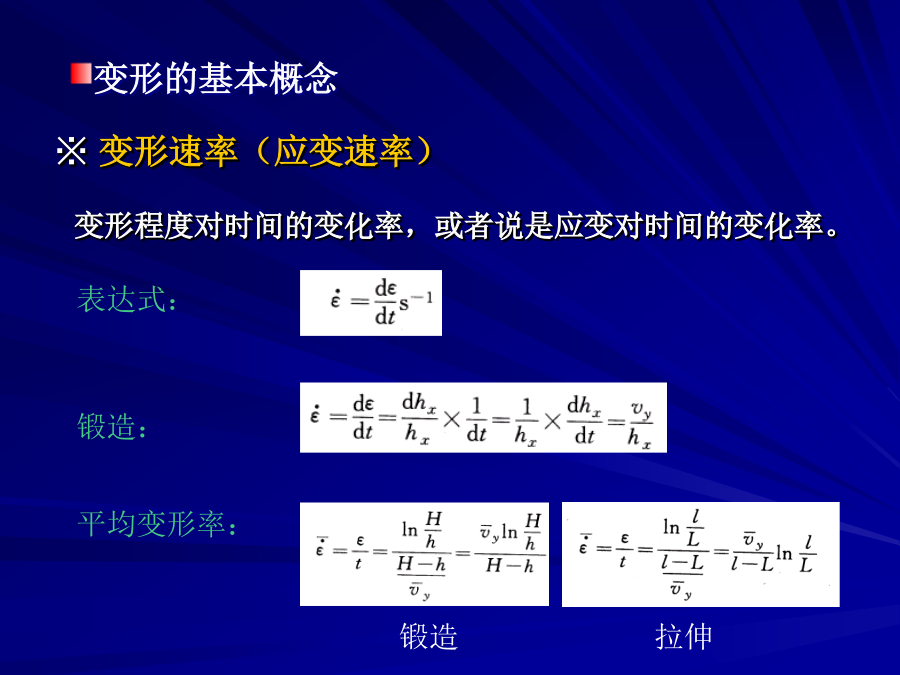
(1)热加工对金属组织、性能影响?(2)冷、热加工的区别?(3)冷加工流线与热加工流线区别?(4)板材经热加工后均为各向同性?(5)叙述晶粒随着温度的升高而长大是一种必然现象。第二章金属塑性变形的物理基础※弹性变形实质:所加的外力和能量还不足以使原子越过半个原子间距的距离。※塑性变形实质:外力或能量,足以使原子越过半个原子间距,金属内的一部分原子相对于另一部分产生相对移动。※综上所述:弹-塑性共存定律。※变形表示方法:1、绝对变形量;2、相对变形量;3、真实变形量。※变形速率(应变速率)变形程度对时间的变
《材料塑性成型原理》.ppt
材料塑性成形原理PrincipleofPlasticDeformationinMaterialProcessing绪论塑性加工的用途塑性加工的用途金属塑性加工的方式金属塑性加工的方式金属压力加工金属压力加工金属压力加工金属压力加工汽车制造汽车制造波音777组装塑性加工的定义金属塑性成形的分类体积成形①锻造通过金属体积的转移和分配来进行塑性成形自由锻:锻件精度低,生产率不高,适于单件、小批量生产或大型锻件生产模锻(开式模锻、闭式模锻):锻件外形和尺寸精度高,生产率高,适于大批量生产体积成形②轧制:使金属锭料

塑性成型3.ppt
三、模锻工艺过程分析2.锻模结构2.1模锻模膛模锻模膛包括终锻模膛和预锻模膛。终锻模膛是锻件最终成形的模膛。模膛尺寸应为模锻件图的相应尺寸加上收缩量(钢制锻件的收缩量约为1.5%)。模膛分模面周围有飞边槽,起阻流、缓冲和调节金属量以保证终锻成形、尺寸精度等作用。预锻模膛是当锻件形状较复杂时,需经过预锻,以保证终锻成形饱满,延长模膛使用寿命。预锻模膛的形状、尺寸与终锻模膛相近,但具有较大的斜度和圆角,没有飞边槽。2.2制坯模膛图2-1-73连杆锻模(下模膛)与模锻工序四.模锻工艺(4)模锻斜度为使锻件易于从

金属塑性成型原理 绪论.ppt
绪论§0.1材料加工在国民经济中的地位特点1、航空航天2、武器装备3、交通运输4、建筑金属塑性加工原理5、家用电器§0.2材料加工的内涵2.材料的可加工性3.材料加工需考虑的基本原则4.金属材料加工所涉及的内容5.小结金属坯料在外力作用下产生塑性变形,从而获得具有一定几何形状,尺寸和精度,以及服役性能的材料、毛坯或零件的加工方法。3.主要加工方法3.主要加工方法3.主要加工方法3.主要加工方法3.主要加工方法3.主要加工方法4.特点金属塑性加工力学:连续介质力学+晶体力学CMTP(ContinuumMec
塑性成型原理 第七章.ppt
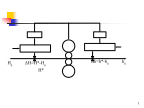
12第七章轧制时的弹塑性曲线第七章轧制时的弹塑性曲线分析:轧机在轧制过程中的情况如图7-1所示。由图可知,由于整个机座产生了弹性变形,使轧辊原来的辊缝S0增大。轧制时轧机的实际辊缝S实际>轧机的预设辊缝S(原始辊缝)S实际=S+△S△S:轧钢机弹性变形(轧机的辊缝弹跳值)轧后轧件厚度h=S实际+Δ=S+△S+Δ但Δ相对△S很小,忽略则h=S+△S必须对轧机的弹跳值进行精确估计,才能保证合格的成品尺寸。描述(轧辊承受的)轧制压力P与轧件出口厚度h(辊跳值)之间关系的曲线1)轧制法:固定轧机和轧机的原始辊缝s