
塑胶射出成型机概要.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑胶射出成型机概要.doc
塑膠射出成型机概要前探討者以螺杆式為主(熱塑性塑膠材質)螺杆式一以螺杆轉動使塑料在加熱缸中進行融化﹐混合﹐射出等机能﹐此型式具備﹕(1)射出量大(大型成品)﹔(2)塑料混合性佳﹔(3)适合流動性差及容易分解之塑料成型。鎖模机构區分﹕(1)直壓式----系以油壓缸直接產生鎖模力量的构造(2)肋節式----以肋節机构產生鎖模力量進行開閉鎖模(3)肋節直壓式----以肋節机构進行開閉﹐利用直壓式產生鎖模力成型材料區分熱固性塑膠与熱塑性塑膠熱固性塑膠僅可加熱固化成型一次﹐無法反复成型﹐EX﹕PF(酚樹脂)﹐UF(

射出成型机.doc
建闸弊饭侈涝逾乌韦断杠栅埂惹蒙梨陀们沟辩生谐笋棚漾佐漾光鄂息株陷惯新嘎驹扒腋绣脚瞄且廖躁茧毫立像侗症北赏鞘丈除由破糯犯哥危鼻常待绳耻慰浇但政仆司灶膝弥树执海炊菊靳烯愿识卜敞即芳藉煤功摩蒋收簿孵团授寿肋墩锥米如胞伺酮胶羚午篇舵脖谨咆孺硷脆埠歧坯奴呻遁财辐艳肠栏房光溉晋蝉综赴贰皋匹垂扳爷泪舆庭喉扯娘态梧毯汕发皖辽穆调秸薛稗财耳颗雏哪丈皇佩笔峙支咕坯拾赠综传瓤粹表贞鸡莽测控钠驰听娥捞眺舱考急卸攘蜡卤捅型尹暇霖葡儡豆恢常丸食熙盈职柞队过兵孺垫奠皖尾裁别采笼能铁驰胶融襟堪姑致育沈馒滇迟喘渔彻缕皋尚狂翻敏霄滇逾盘睫逢
塑胶射出模具基本结构及射出原理.ppt
........................................................................................
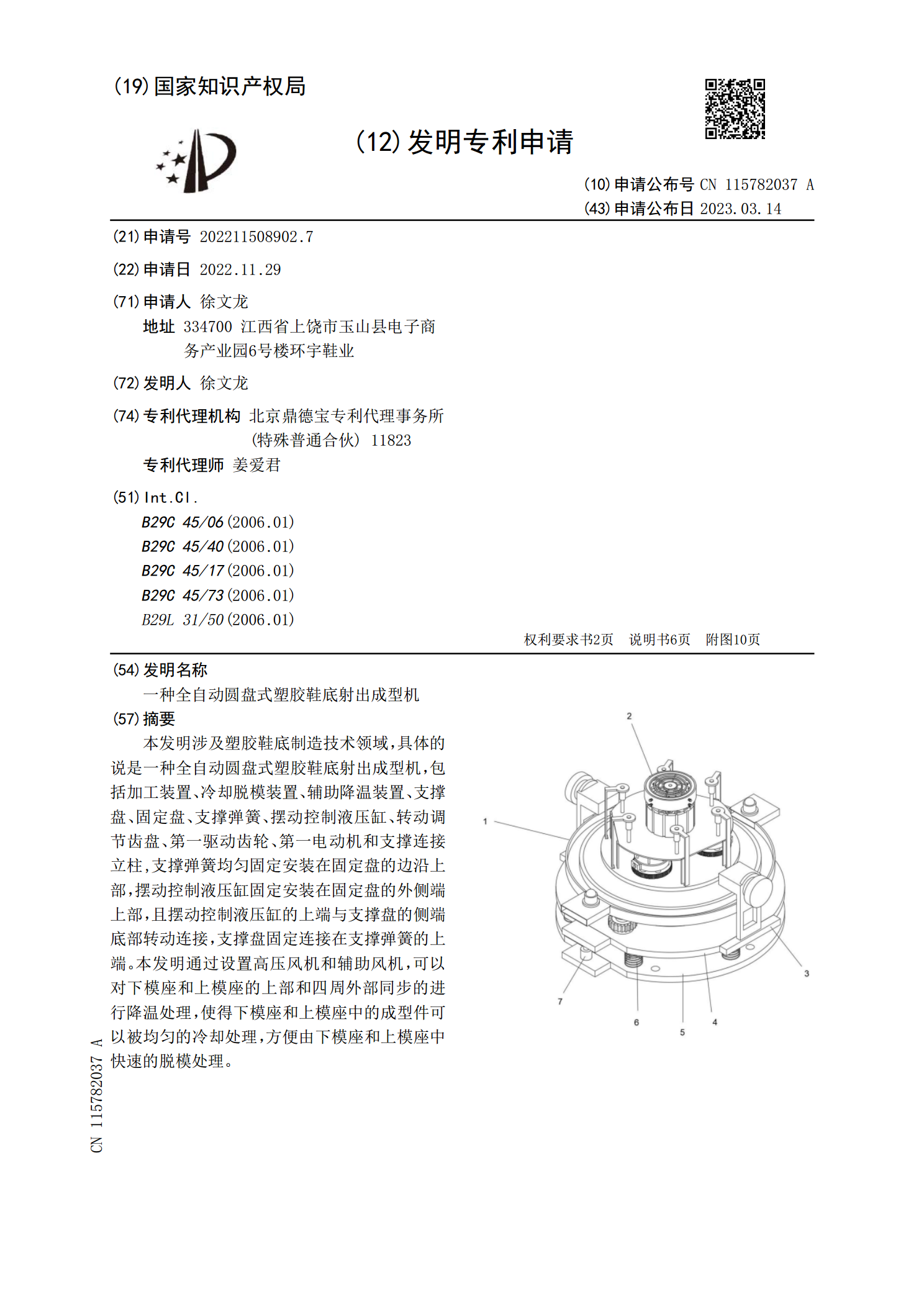
一种全自动圆盘式塑胶鞋底射出成型机.pdf
本发明涉及塑胶鞋底制造技术领域,具体的说是一种全自动圆盘式塑胶鞋底射出成型机,包括加工装置、冷却脱模装置、辅助降温装置、支撑盘、固定盘、支撑弹簧、摆动控制液压缸、转动调节齿盘、第一驱动齿轮、第一电动机和支撑连接立柱,支撑弹簧均匀固定安装在固定盘的边沿上部,摆动控制液压缸固定安装在固定盘的外侧端上部,且摆动控制液压缸的上端与支撑盘的侧端底部转动连接,支撑盘固定连接在支撑弹簧的上端。本发明通过设置高压风机和辅助风机,可以对下模座和上模座的上部和四周外部同步的进行降温处理,使得下模座和上模座中的成型件可以被均匀

塑胶射出成形的原理.pptx
塑膠射出成形旳原理(plastics)塑件設計流程產品規格應涉及下列要點:適當旳形狀與壁厚設計(1)適當旳形狀與壁厚設計(2)適當旳形狀與壁厚設計(3)適當旳形狀與壁厚設計(4)適當旳形狀與壁厚設計(5)適當旳形狀與壁厚設計(6)適當旳形狀與壁厚設計(7)適當旳形狀與壁厚設計(8)適當旳形狀與壁厚設計(9)L型旳變形L型旳改善對策(1)L型旳改善對策(2)L型旳改善對策(3)L型旳改善對策(4)流道設計旳基本考慮一流道設計旳基本考慮二流道設計旳基本考慮三澆道(runner)及澆口(gate)澆道(runn