
多工位机床概述 2.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多工位机床概述 2.doc
多工位机床概述多工位机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。多工位机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。因此,多工位机床兼有低成本和高效率的优点。多工位机床的发展最早的组合机床是1911年在美国制成的,用于加工汽车零件。初期,各机床制造厂都有各自的通用部件标准。为了提高不同制造厂的通用部件的互换性,便于用户使用和维修

多工位机床概述 2 (2).doc
多工位机床概述多工位机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。多工位机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。因此,多工位机床兼有低成本和高效率的优点。多工位机床的发展最早的组合机床是1911年在美国制成的,用于加工汽车零件。初期,各机床制造厂都有各自的通用部件标准。为了提高不同制造厂的通用部件的互换性,便于用户使用和维修
多工位专用机床机械手.pdf
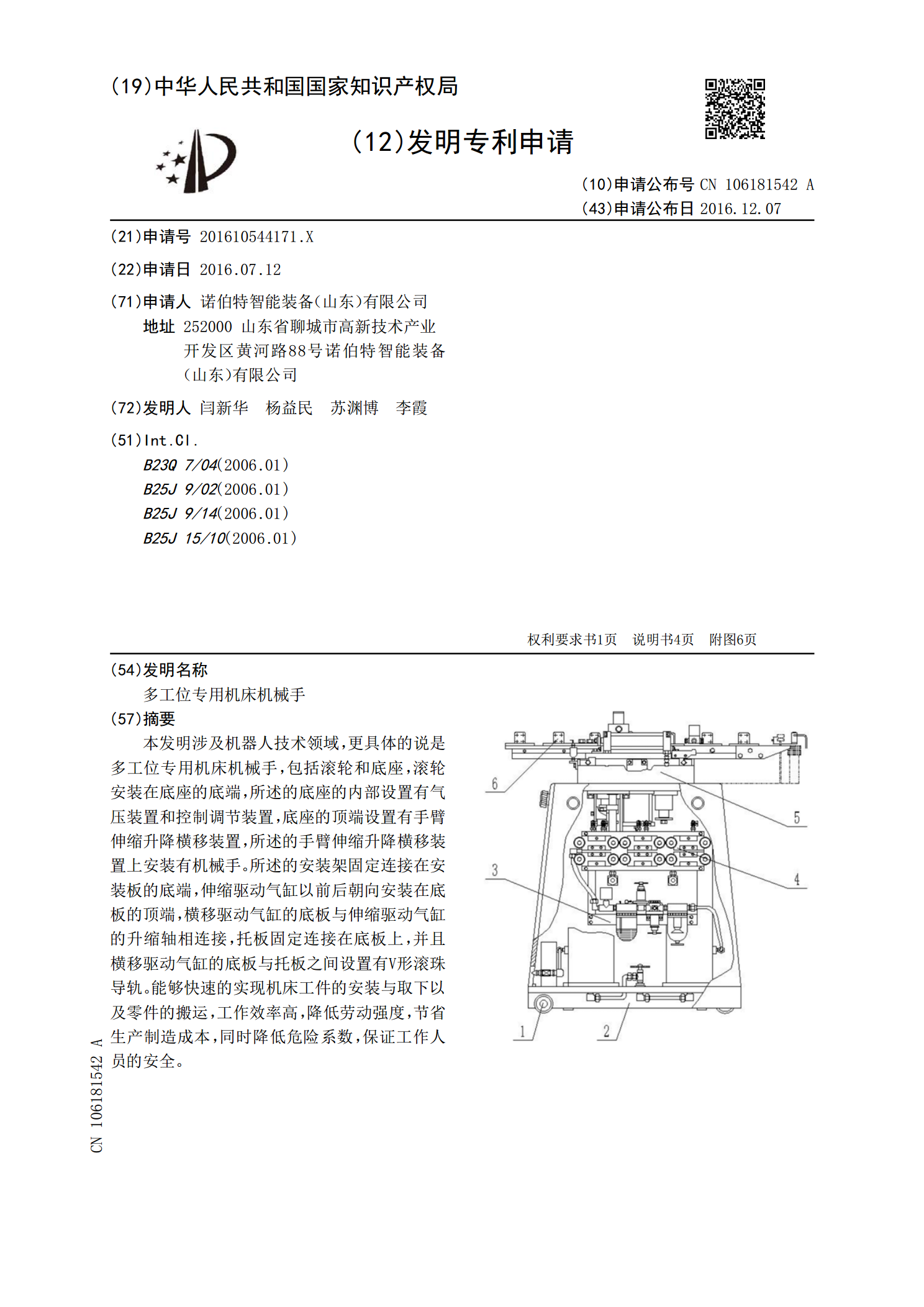
本发明涉及机器人技术领域,更具体的说是多工位专用机床机械手,包括滚轮和底座,滚轮安装在底座的底端,所述的底座的内部设置有气压装置和控制调节装置,底座的顶端设置有手臂伸缩升降横移装置,所述的手臂伸缩升降横移装置上安装有机械手。所述的安装架固定连接在安装板的底端,伸缩驱动气缸以前后朝向安装在底板的顶端,横移驱动气缸的底板与伸缩驱动气缸的升缩轴相连接,托板固定连接在底板上,并且横移驱动气缸的底板与托板之间设置有V形滚珠导轨。能够快速的实现机床工件的安装与取下以及零件的搬运,工作效率高,降低劳动强度,节省生产制造
一种卧式多工位机床.pdf
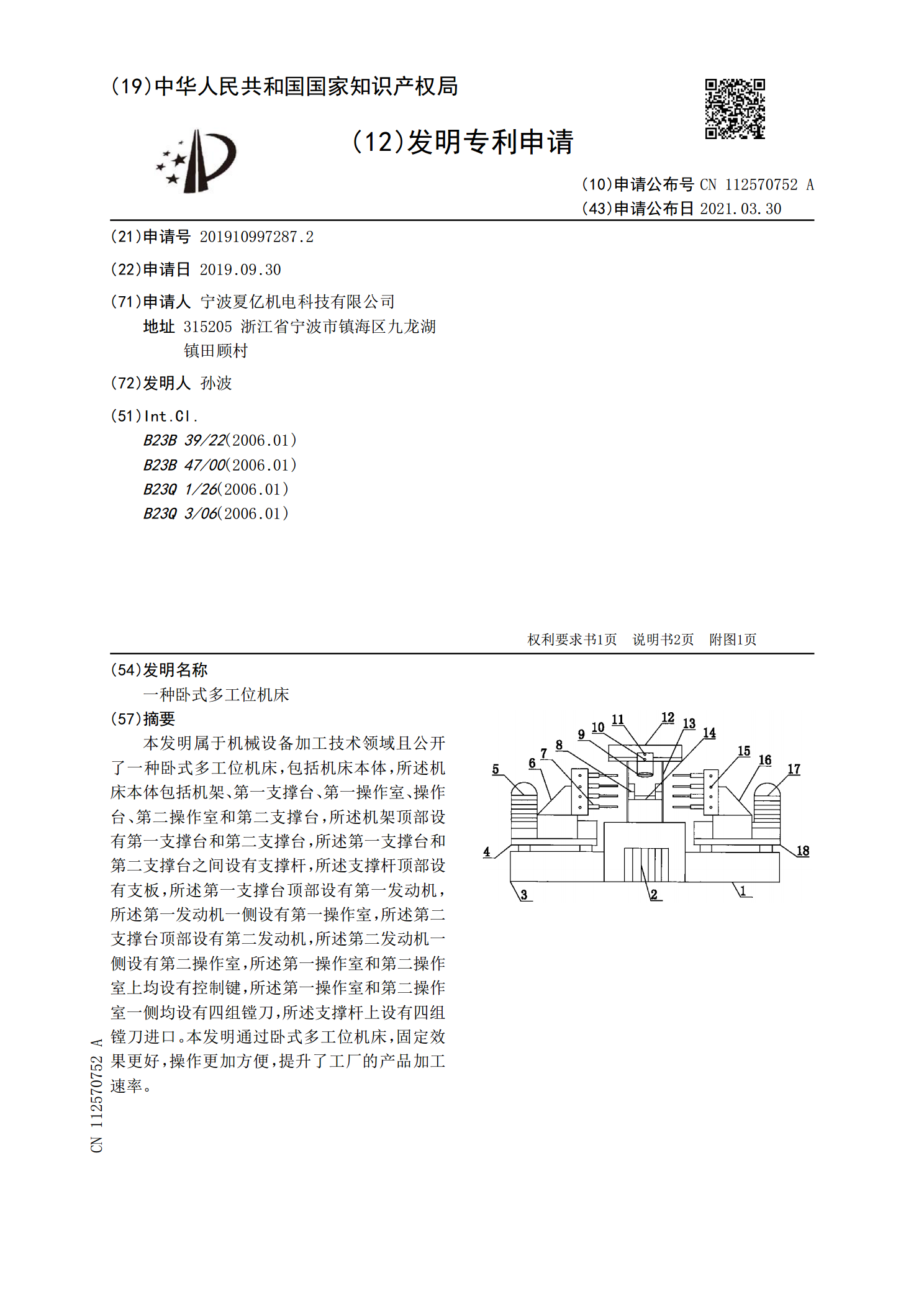
本发明属于机械设备加工技术领域且公开了一种卧式多工位机床,包括机床本体,所述机床本体包括机架、第一支撑台、第一操作室、操作台、第二操作室和第二支撑台,所述机架顶部设有第一支撑台和第二支撑台,所述第一支撑台和第二支撑台之间设有支撑杆,所述支撑杆顶部设有支板,所述第一支撑台顶部设有第一发动机,所述第一发动机一侧设有第一操作室,所述第二支撑台顶部设有第二发动机,所述第二发动机一侧设有第二操作室,所述第一操作室和第二操作室上均设有控制键,所述第一操作室和第二操作室一侧均设有四组镗刀,所述支撑杆上设有四组镗刀进口。
一种卧式多工位机床.pdf
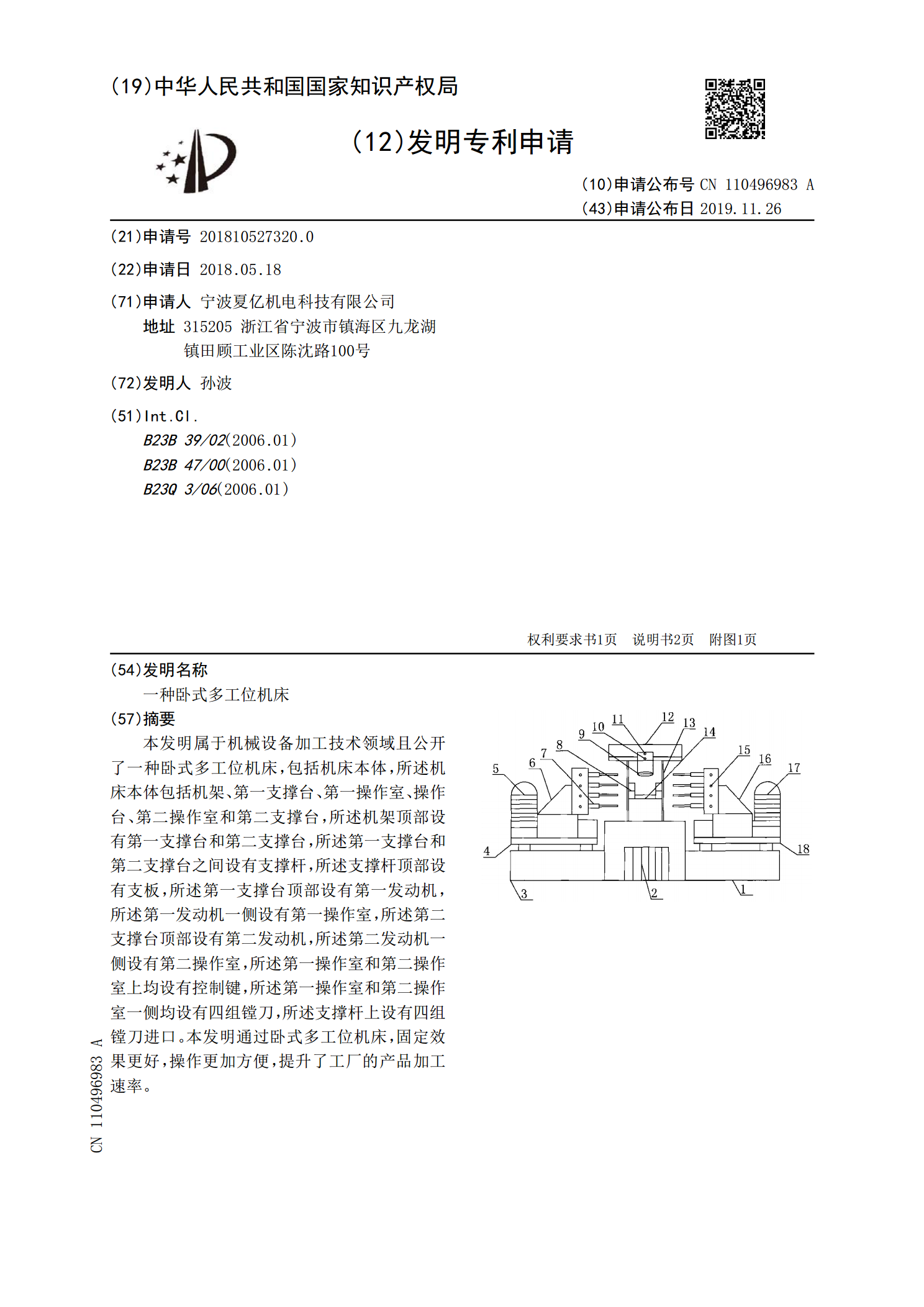
本发明属于机械设备加工技术领域且公开了一种卧式多工位机床,包括机床本体,所述机床本体包括机架、第一支撑台、第一操作室、操作台、第二操作室和第二支撑台,所述机架顶部设有第一支撑台和第二支撑台,所述第一支撑台和第二支撑台之间设有支撑杆,所述支撑杆顶部设有支板,所述第一支撑台顶部设有第一发动机,所述第一发动机一侧设有第一操作室,所述第二支撑台顶部设有第二发动机,所述第二发动机一侧设有第二操作室,所述第一操作室和第二操作室上均设有控制键,所述第一操作室和第二操作室一侧均设有四组镗刀,所述支撑杆上设有四组镗刀进口。