
一种高韧性高速钢及其制备方法.pdf

一只****iu


1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高韧性高速钢及其制备方法.pdf
本发明公开了一种高韧性高速钢及其制备方法,本发明涉及高速钢技术领域,其技术方案是:所述原料(按重量计)包括:碳10g~12g、硅14g~16g、锰8g~10g、铬9g~10g、镍7g~9g、钒4g~6g、氮6g~8g、铼4g~8g、磷10g~12g、硫5g~7g、锑4g~8g、铋6g~8g、钼12g~16g、钨1g~2g、钴12g~14g、稀土8g~12g、铁30g~40g,所述辅料(按重量计)包括:碳化铬4g~8g、高锰钢2g~4g、碳化钨4g~6g,一种高韧性高速钢及其制备方法有益效果是:通过选用碳、
高韧性含硼高速钢及其制备方法.pdf
本发明公开了一种高韧性含硼高速钢及其制备方法,质量百分比:0.30~0.6%?C,3.5~5.0%?Cr,0.4~1.15%?Si,3.4~5.2%?Mn,0.8~2.5%?B,0.9~2.8%?Mo,1.0~3.2%?W,0.5~1.5%?V,0.6~1.8%?Cu,0.5~1.2%?Ti,0.05~0.20%?Ca,0.05~0.25%?Ce,0.05~0.2%?Y,0.02~0.18%?N,0.05~0.3%Nb,0.12~0.25%Mg,0.06~0.15Ba,0.04~0.13%K,S<0.03
一种高韧性混凝土及其制备方法.pdf
本发明公开了一种高韧性混凝土,按重量份计包括如下组分:柠檬酸钠3‑5份、葡萄糖酸钠3‑5份、硫酸铝2‑4份、水泥150‑180份、细沙300‑360份、石子450‑480份、复合增韧材料25‑30份、聚丙烯酸酯20‑25份、减水剂3‑4份、水100‑120份、粉煤灰份、20‑40份、超细微珠20‑30份和胶黏剂10‑20份。以氮化硼纳米管为基础材料,通过多步表面改性反应,分别将氮化硼纳米管与具有良好水溶性和界面相容性的聚氧化乙烯共价键合、与具有优异界面相容性和水溶性的超支化聚合物链制成不同的改性氮化硼纳米
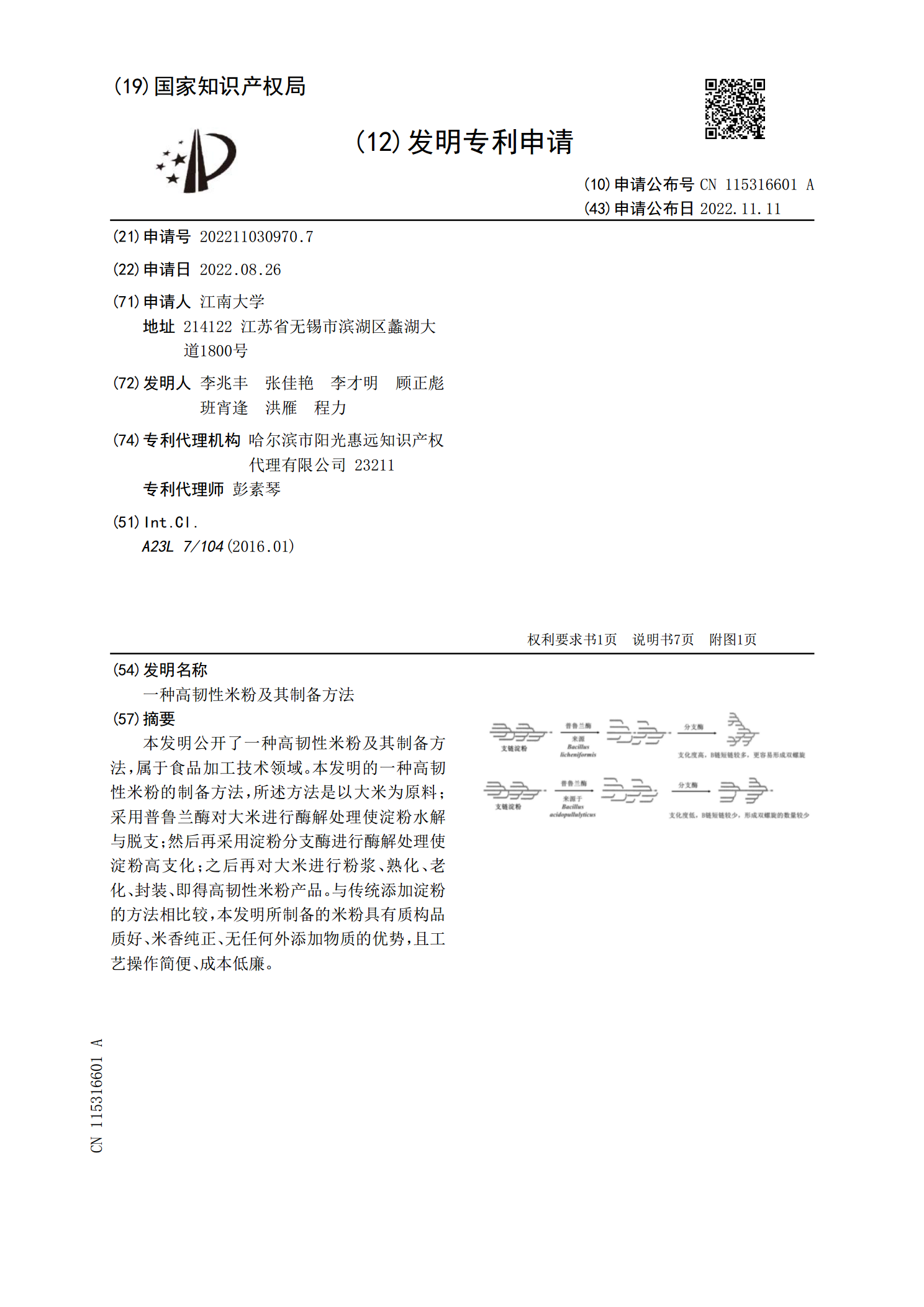
一种高韧性米粉及其制备方法.pdf
本发明公开了一种高韧性米粉及其制备方法,属于食品加工技术领域。本发明的一种高韧性米粉的制备方法,所述方法是以大米为原料;采用普鲁兰酶对大米进行酶解处理使淀粉水解与脱支;然后再采用淀粉分支酶进行酶解处理使淀粉高支化;之后再对大米进行粉浆、熟化、老化、封装、即得高韧性米粉产品。与传统添加淀粉的方法相比较,本发明所制备的米粉具有质构品质好、米香纯正、无任何外添加物质的优势,且工艺操作简便、成本低廉。
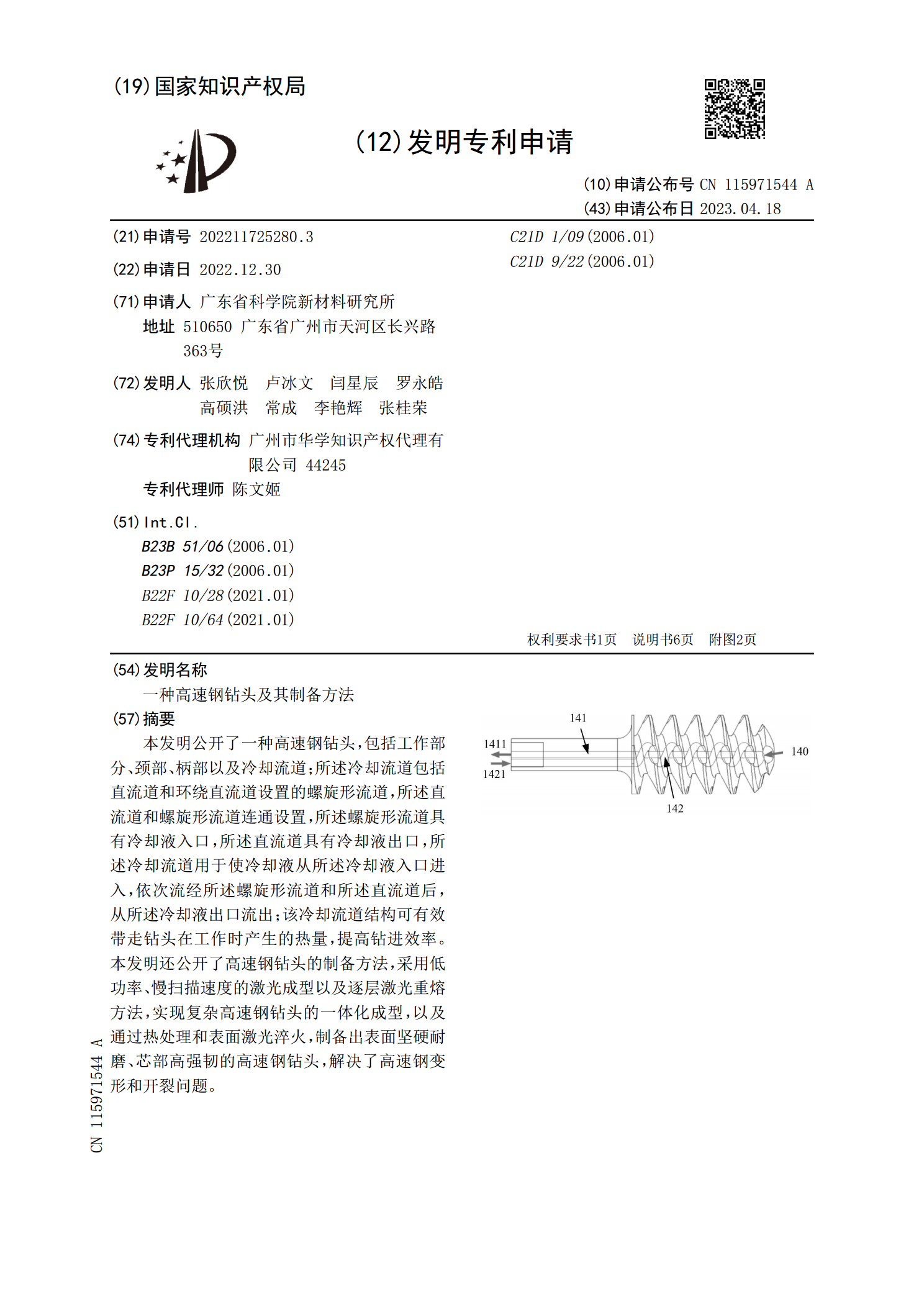
一种高速钢钻头及其制备方法.pdf
本发明公开了一种高速钢钻头,包括工作部分、颈部、柄部以及冷却流道;所述冷却流道包括直流道和环绕直流道设置的螺旋形流道,所述直流道和螺旋形流道连通设置,所述螺旋形流道具有冷却液入口,所述直流道具有冷却液出口,所述冷却流道用于使冷却液从所述冷却液入口进入,依次流经所述螺旋形流道和所述直流道后,从所述冷却液出口流出;该冷却流道结构可有效带走钻头在工作时产生的热量,提高钻进效率。本发明还公开了高速钢钻头的制备方法,采用低功率、慢扫描速度的激光成型以及逐层激光重熔方法,实现复杂高速钢钻头的一体化成型,以及通过热处理