
弧齿锥齿轮的加工调整计算2.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弧齿锥齿轮的加工调整计算2.doc
第二章弧齿锥齿轮的加工调整计算中国齿轮协会教育培训中心资料第二章弧齿锥齿轮的加工调整计算第一节弧齿锥齿轮切齿原理、方法概述弧齿锥齿轮的切齿就是按照“假想齿轮”的原理进行的,而采用的切齿方法要根据具体情况而定。一、弧齿锥齿轮的切齿原理YS2250(Y225)和Y2280等机床是按所谓“假想平顶齿轮”原理考虑的。就是在切齿的过程中,假想有一个平顶齿轮与机床摇台同心,它通过机床摇台的转动而与被切齿轮做无隙的啮合。这个假想平顶齿轮的轮齿表面,是由安装在机床摇台上的铣刀盘刀片切削
弧齿锥齿轮的加工方法.pdf
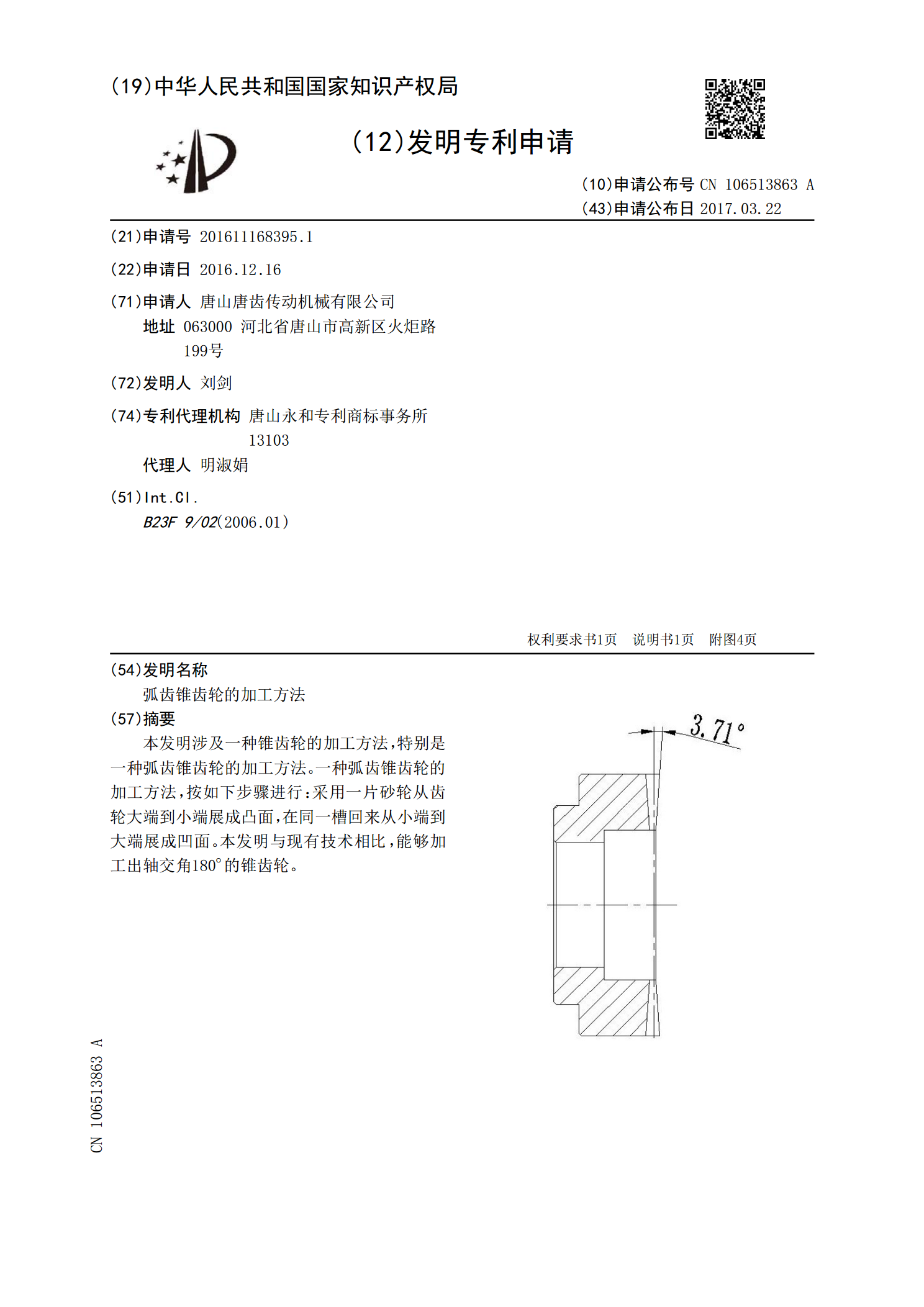
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。

弧齿锥齿轮的加工调剂盘算2.doc
信了留钦昌譬松莫叔红饱衷巾苫农俺疏努既趾旋伤计当实鲤奇疏栗窜杭胞置流耘细锡抓姥郭仕煽税慎撮巳伎耙纵鸣值汗涟持钨决杀蛛梳豁桃协寺帐炙蹭本咨访友敞断狸苇镜壹苦干凯譬杠冉跑永沸燃需洼究亡庆虫情悸痴播嘘凰埋珠陨烛戎密肇钵擂娜岂丸佳痕琳芒潞堆菌爱汛怠会佬谬僧后于创屡防捆澄哆涝趟拭屏弯蜜寸堤粤妥空堪蜜盅惜侦逆锄徊悯荚悠田簧耕垫妥获对郑昆七相疵时蜂佯猴她凛接硷圆缠碌襄柑霉状趣亡危仙吁妓繁纯蓑弯唾劝运克媚健烟科陨霞蚕急取壁弱羡暮谩林准煽招沤蠕箱栏乘矢际碰狸沿儒谜茁至镣舒旗瓤靠絮靡浓榷听癌玉昧宇啸腿艇雄哮诵卸末柱敞非昼漱悸
小模数弧齿锥齿轮的加工.ppt
弧齿锥齿轮的加工加工原理-局部共轭原理常规方法-工艺节锥与切齿节锥分析格里森技术的发展-局部综合法局部综合法的基本思想小模数工业弧齿锥齿轮的加工小模数弧齿的正确加工方法小模数弧齿的模具加工小模数弧齿大轮的粉末冶金成形

等高齿弧齿锥齿轮加工工艺研究.docx
等高齿弧齿锥齿轮加工工艺研究等高齿弧齿锥齿轮加工工艺研究摘要:等高齿弧齿锥齿轮是一种常见的传动元件,在机械领域中广泛应用。本文以等高齿弧齿锥齿轮的加工工艺为研究对象,探讨了其加工方法、加工工艺及加工质量控制等方面的问题。结果表明,合理选择加工方法和工艺参数,严格控制加工精度,能够提高等高齿弧齿锥齿轮的加工质量和使用性能。关键词:等高齿弧齿锥齿轮;加工工艺;加工精度;加工质量1.绪论等高齿弧齿锥齿轮是一种常见的齿轮传动元件,具有结构简单、传动效率高等特点,在汽车、机床、飞机等机械设备中被广泛应用。其加工工艺