
成型磨削砂轮修整中的数控加工预处理方法.pptx

kp****93

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

成型磨削砂轮修整中的数控加工预处理方法.pptx
在金属罐封口模具的设计生产过程中,卷封沟槽的设计与加工是个必须解决的关键问。这类具有曲线回转面沟槽零件的沟槽磨削采用成型磨削是比较有效的工艺方法,要解决成型砂轮曲而轴功能的数控砂轮修整器米修整成型砂轮时,使修整,1始终处于砂轮曲1的法线方向,以保证成型砂轮的形状精度。但以,现有的数控编秤软件般不具备处理两移动轴加转动轴的轴联动数控程,的处埋功能,因此必须研究曲线数据处埋方法以设计专用数控加工预处理程序。线各数据点坐标值,将相应曲线分解为若干直线段和圆弧段,对曲线进行了光顺处理同时针对圆弧力口工过程中,必须

成型磨削砂轮修整器.pdf
本发明涉及一种成型磨削砂轮修整器,其特征是:包括安装在磨床工作台上的修整器固定座,修整器固定座的上端设有夹槽,夹槽内设置砂轮修整器;所述砂轮修整器包括柱状硬质合金基体,硬质合金基体的上表面设置片状人造金刚石磨头,人造金刚石磨头的表面为磨削轮廓。本发明具有以下优点:制造工艺简单,可以快速制取,制造周期大幅缩短到约10天;费用低廉,约为传统金刚滚轮造价的十分之一;安装方便,无需额外的高精度滚轮回转装置;可以达到2微米的形状精度;生产转换快,可以让成型磨削机床实现多品种、小批量生产;寿命与传统的金刚滚轮相当;可

磨削砂轮的修整方法.pdf
本发明公开一种磨削砂轮的修整方法,现有的砂轮进行磨削过程中,需要用金刚石修整器来对砂轮进行修整,被磨削表面的轮廓算术平均偏差可以达到Ra0.5。本发明采用的方法:将待修整砂轮先用金刚石修整器进行常规的修整,然后拆下金刚石修整器,换上碳化硼油石进行修整,修整条件为:砂轮转速:30~35米/秒,工作台速度:6~8毫米/分钟,修整油石进给量:0.005~0.01毫米,在碳化硼油石的进给完成后,再进行无进给的往复修整3~5次,修整过程中用冷却液冲洗碳化硼油石与砂轮接触部分。本发明的方法修整的砂轮磨削时,被磨削零件
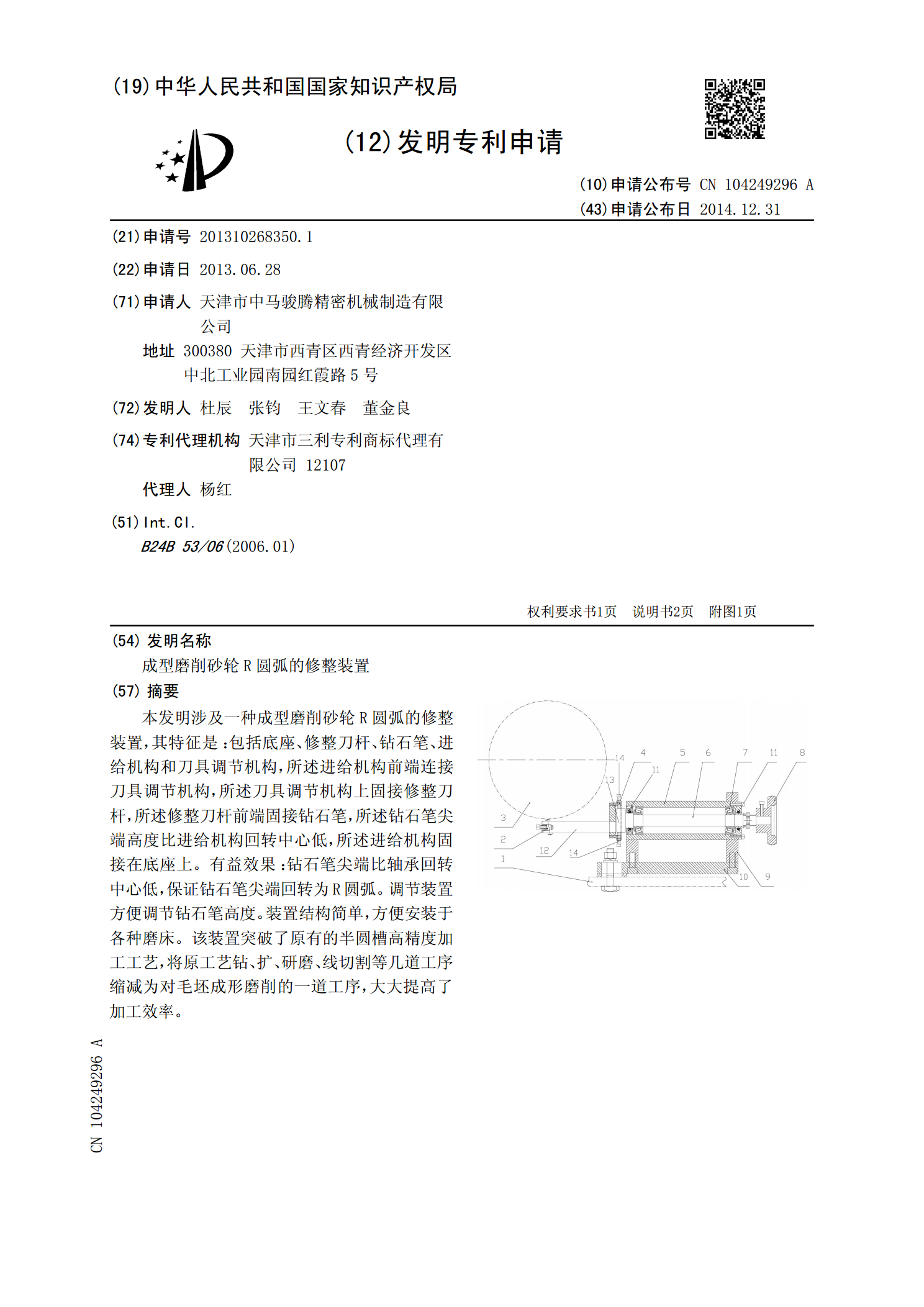
成型磨削砂轮R圆弧的修整装置.pdf
本发明涉及一种成型磨削砂轮R圆弧的修整装置,其特征是:包括底座、修整刀杆、钻石笔、进给机构和刀具调节机构,所述进给机构前端连接刀具调节机构,所述刀具调节机构上固接修整刀杆,所述修整刀杆前端固接钻石笔,所述钻石笔尖端高度比进给机构回转中心低,所述进给机构固接在底座上。有益效果:钻石笔尖端比轴承回转中心低,保证钻石笔尖端回转为R圆弧。调节装置方便调节钻石笔高度。装置结构简单,方便安装于各种磨床。该装置突破了原有的半圆槽高精度加工工艺,将原工艺钻、扩、研磨、线切割等几道工序缩减为对毛坯成形磨削的一道工序,大大提

轴承外套圈滚道磨削加工使用的砂轮修整方法.pdf
本发明是一种轴承外套圈滚道磨削加工使用的砂轮修整方法,利用双工作台与连杆之间的二维合成运动将砂轮的工作面修整成曲率半径R相同的大圆弧面,具有该曲率半径R大圆弧面的修整砂轮对应于轴承外套圈滚道的曲率半径并可用来对轴承外套圈滚道进行磨削加工。双工作台是指大滑块和小滑块,当油缸推动大滑块沿X方向往复移动时,小滑块在旋转螺母给定调节间距L1下相对大滑块作Y方向往复移动,但小滑块B点处的运动轨迹是以连杆A点处为圆心、以A点处至B点处的间距L为半径的圆弧运动,实现双工作台与连杆之间的二维合成运动。金刚笔笔尖至连杆A点