
新结构高效双切齿轮滚刀.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

新结构高效双切齿轮滚刀.doc
新结构高效双切齿轮滚刀新结构高效双切滚刀业适用于对齿轮根部有较高加工要求的领域,由于该滚刀齿顶部齿数多(通常为20齿),所以在齿轮加工中,齿轮根部的加工次数多,因此,用新结构高效双切滚刀加工齿轮可以获得很好的齿轮齿底圆弧。大模数滚齿加工的特点滚齿在齿轮加工方面占据了大量份额。随着齿轮加工技术的迅猛发展,特别是大模数、多齿数齿轮对高速高效加工技术的要求,迫切要求在滚齿加工方面实现高速高效。实现高速滚齿,滚齿机必须提高刚性及驱动功率,要实现数控、温度补偿。更重要的一点,就是要采用高速高效滚刀,使切削更加合理化

刀具涂层技术在新结构高效双切滚刀制造中的应用.docx
刀具涂层技术在新结构高效双切滚刀制造中的应用随着工业技术的不断发展,刀具涂层技术已成为高效切削加工的一个重要手段。它不仅可以提高切削效率和加工精度,还可以延长刀具的使用寿命,降低生产成本。在新结构高效双切滚刀制造中,刀具涂层技术的应用可以发挥多重优势,本文将从多个角度对此进行探讨。一、刀具涂层技术的概述刀具涂层技术是一种将不同的化学元素或化合物沉积在刀具表面的薄膜技术。刀具表面的涂层可以抵抗切削温度、化学腐蚀和机械磨损等因素,同时还能改善刀具的热导率、润滑性和起刃性。刀具表面的涂层一般分为金属涂层、陶瓷涂

淬硬齿轮滚切技术及其滚刀设计.docx
淬硬齿轮滚切技术及其滚刀设计淬硬齿轮滚切技术及其滚刀设计一、引言淬硬齿轮是一种应用广泛的传动元件,具有优异的性能和可靠性。滚切是制造淬硬齿轮的重要工艺之一,它通过金属切削加工,使齿轮齿廓得到精密的成形。本文将重点介绍淬硬齿轮滚切技术及其滚刀设计。二、淬硬齿轮滚切技术淬硬齿轮滚切技术是利用专用滚切机床进行的一种切削工艺。其原理是通过滚刀的辅助切削作用,将刀具和齿轮间的相对运动转化为齿轮齿廓形状的切削运动。相比其他加工方法,滚切具有以下优点:1.高精度:滚切可以保证齿轮齿廓的高精度,提高传动效率。2.表面质量

齿轮滚刀.pdf
本发明涉及一种齿轮滚刀,包括刀轴,在所述刀轴上沿周向分布有多个切削齿,每一个所述切削齿由一主刀齿和至少一个所述附刀齿组成,所述主刀齿与所述附刀齿之间开设有附容屑槽,在相邻的所述切削齿之间开设有主容屑槽。所述附容屑槽的深度为所述主容屑槽深度的三分之一。本发明适合于粗(磨前、刮前)滚切加工齿轮且便于加工与检测、高效、耐磨、使用寿命长。
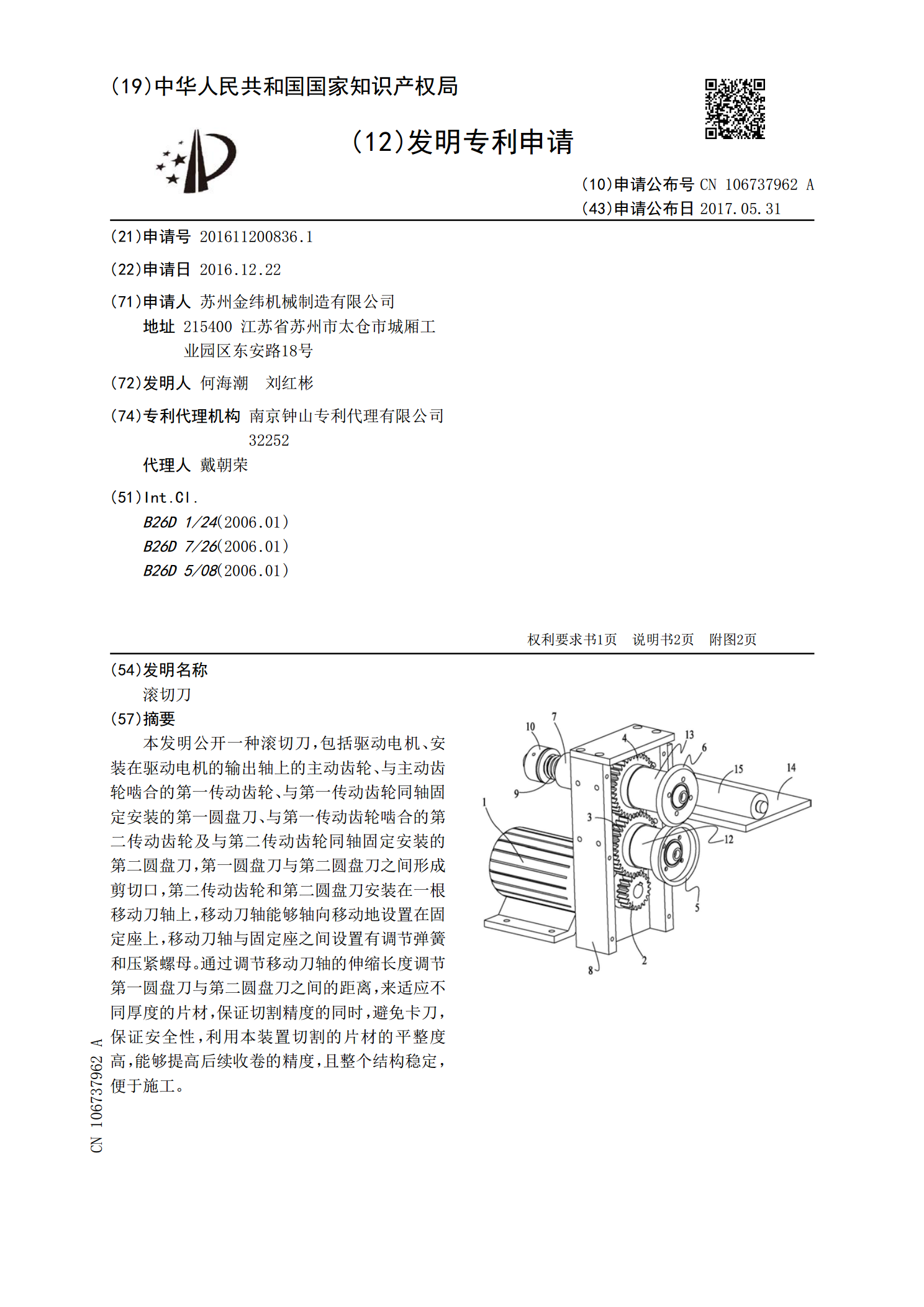
滚切刀.pdf
本发明公开一种滚切刀,包括驱动电机、安装在驱动电机的输出轴上的主动齿轮、与主动齿轮啮合的第一传动齿轮、与第一传动齿轮同轴固定安装的第一圆盘刀、与第一传动齿轮啮合的第二传动齿轮及与第二传动齿轮同轴固定安装的第二圆盘刀,第一圆盘刀与第二圆盘刀之间形成剪切口,第二传动齿轮和第二圆盘刀安装在一根移动刀轴上,移动刀轴能够轴向移动地设置在固定座上,移动刀轴与固定座之间设置有调节弹簧和压紧螺母。通过调节移动刀轴的伸缩长度调节第一圆盘刀与第二圆盘刀之间的距离,来适应不同厚度的片材,保证切割精度的同时,避免卡刀,保证安全性