
板料成形性能及冲压材料.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

板料冲压成形性能及冲压材料.doc
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。下面分别讨论。(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。对不同的成形工序,成形极限应采用不同的极限变形系数来表示。例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等

板料成形性能及冲压材料.doc
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。下面分别讨论。(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。对不同的成形工序,成形极限应采用不同的极限变形系数来表示。例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等
板料冲压成形工艺.ppt
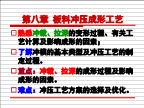
第八章板料冲压成形工艺板料的冲压成形:利用冲模使板料产生分离或变形的加工方法。常温下又叫冷冲压或薄板冲压。只有当板料厚度>8~10mm时采用热冲压。板料冲压的特点:(4)操作简单工艺过程便于机械化自动化生产率很高成本低。故应用广泛特别在汽车、拖拉机、航空、电器、仪表及国防等工业占有极其重要的地位。开式冲床1—脚踏板2—工作台3—滑块4—连杆5—偏心套6—制动器7—偏心轴8—离合器9—皮带轮10—电动机11—床身12—操作机构13—垫板§8-1分离

板料冲压件螺纹底孔冲压成形技术.doc
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子
板料冲压件螺纹底孔冲压成形技术.doc
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构尤其紧螺纹联接结构是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接需要有大于料厚的联接螺纹长度以确保其联接可靠性增强其负载能力才能达到使薄板冲件联接牢靠、重量小的目的从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子电器