
磨削烧伤的检测方法.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削烧伤的检测方法.doc
磨削烧伤的检测方法可能形成网状裂纹,它会导致齿面剥落.这当然是绝对不允许的。用硬度测试法鉴别磨削烧伤的方法,并用超声波硬度计进行了实验,证明该方法简单易行,可以广泛应用于磨削加工中。磨削烧伤及其常用检查方法在机械类产品中,很多重要零部件如轴承、齿轮、曲轴、凸轮轴、活塞销和万向节等,在热处理之后均需经过磨削加工。相比之下,磨削时单位切削面积上的功率消耗远远超过其它加工方法,所转化热量的大部分会进入工件表面,因此容易引起加工面金相组织的变化。在工艺参数、冷却方法和磨料状态选择不当的情况下,工件在磨削过程中极易
一种轴承套圈表面磨削烧伤的检测方法.pdf
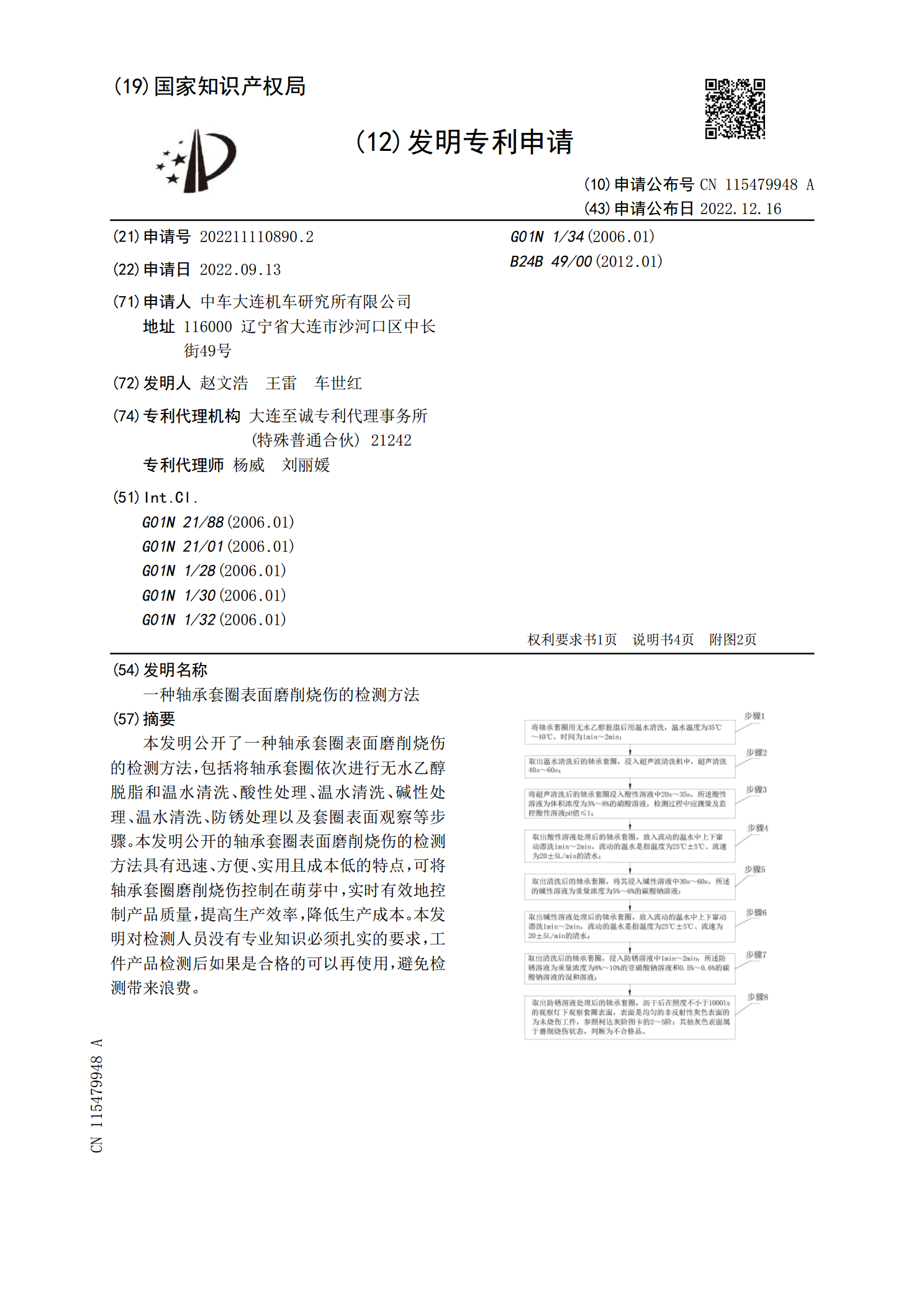
本发明公开了一种轴承套圈表面磨削烧伤的检测方法,包括将轴承套圈依次进行无水乙醇脱脂和温水清洗、酸性处理、温水清洗、碱性处理、温水清洗、防锈处理以及套圈表面观察等步骤。本发明公开的轴承套圈表面磨削烧伤的检测方法具有迅速、方便、实用且成本低的特点,可将轴承套圈磨削烧伤控制在萌芽中,实时有效地控制产品质量,提高生产效率,降低生产成本。本发明对检测人员没有专业知识必须扎实的要求,工件产品检测后如果是合格的可以再使用,避免检测带来浪费。
一种工件端面磨削烧伤实时检测装置及其检测方法.pdf
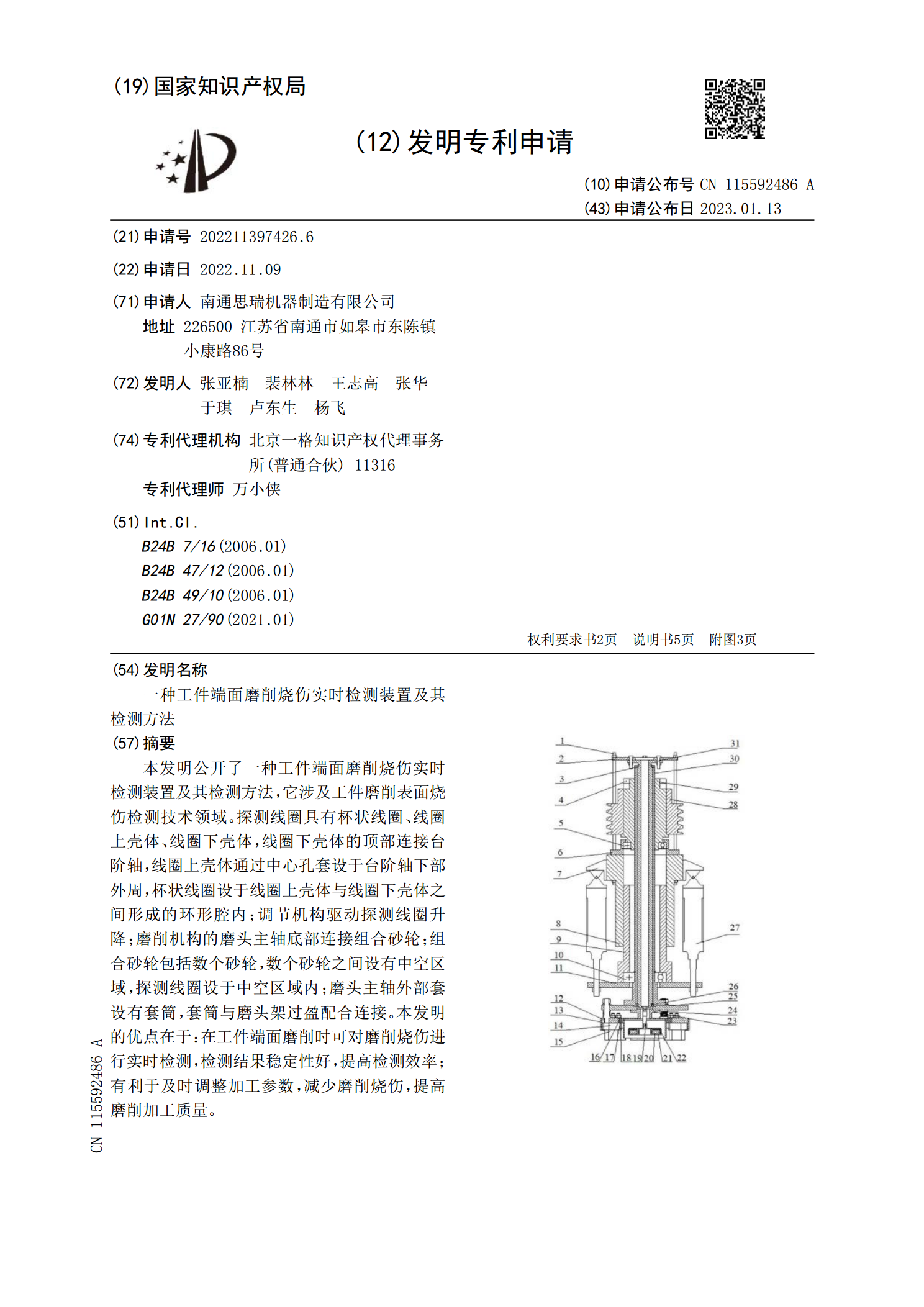
本发明公开了一种工件端面磨削烧伤实时检测装置及其检测方法,它涉及工件磨削表面烧伤检测技术领域。探测线圈具有杯状线圈、线圈上壳体、线圈下壳体,线圈下壳体的顶部连接台阶轴,线圈上壳体通过中心孔套设于台阶轴下部外周,杯状线圈设于线圈上壳体与线圈下壳体之间形成的环形腔内;调节机构驱动探测线圈升降;磨削机构的磨头主轴底部连接组合砂轮;组合砂轮包括数个砂轮,数个砂轮之间设有中空区域,探测线圈设于中空区域内;磨头主轴外部套设有套筒,套筒与磨头架过盈配合连接。本发明的优点在于:在工件端面磨削时可对磨削烧伤进行实时检测,检

磨削件烧伤检验方法的比较.docx
磨削件烧伤检验方法的比较磨削件烧伤检验方法的比较摘要:磨削件是一种常见的工件,其性能对于工业生产具有重要的影响。然而,由于磨削过程中产生的高温,极易导致磨削件的烧伤,从而降低其使用寿命和性能。因此,磨削件烧伤的检验方法显得尤为重要。本文主要对传统的烧伤检验方法进行了比较,并探讨了近年来新兴的非损伤检测方法在磨削件烧伤检验中的应用。通过对比各种方法的优缺点,旨在为磨削件烧伤检验提供参考。关键词:磨削件、烧伤、检验方法、传统方法、非损伤检测1.磨削件烧伤及其影响磨削件的烧伤是指在磨削过程中,由于磨削轮与工件接

磨削件烧伤检验方法的比较.docx
磨削件烧伤检验方法的比较磨削件烧伤是一种常见的表面缺陷,在磨削过程中由于材料的高温和摩擦力导致表面局部区域变热,超过了材料的热稳定性极限,从而形成烧伤缺陷。磨削件烧伤会导致工件表面硬度降低、寿命缩短,甚至引发裂纹等严重后果。因此,对磨削件进行烧伤检验具有重要的意义。目前,常用的磨削件烧伤检验方法主要有金相显微镜、扫描电子显微镜和热释光检测等。下面将分别对这些方法进行比较。首先是金相显微镜方法。金相显微镜是一种常用的金属材料显微观察和分析仪器。它可以通过对磨削件进行金相薄片制备和显微观察,判断出磨削件表面的