
STT与RMD根焊焊接技术.pdf

qw****27


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

STT与RMD根焊焊接技术.pdf
第39卷第5期雹晖梭Vo1.39No.520o9年5月ElectricW龇ngMacIlineMav2009STT与MO根焊焊接技术朱洪亮旧川油气田建设工程有限责任公司,四川成都61O2l3)摘要为更好地区分sTT根焊与RMD根焊各自的优点和适用范围从采用的设备工作原理、参数调节方式、焊缝成形、焊接质量和现场应用情况等方面对比分析了两种根焊方法。从中可知'sIT与-fD的送丝机构不同一个是开放式一个是密封式,s1TI1在厚壁材料上易出现冷熔缺陷但能很好地控制薄壁材料的变形,s1_=r适合于在固定地点薄板和

STT及RMD根焊技术在长输管道中的应用.docx
STT及RMD根焊技术在长输管道中的应用STT及RMD根焊技术在长输管道中的应用摘要:随着全球能源需求的持续增长,长输管道作为重要的能源供应通道,扮演着至关重要的角色。在长输管道建设中,根焊工艺是关键步骤之一。近年来,随着STT(SurfaceTensionTransfer,表面张力传送)和RMD(RegulatedMetalDeposition,受控金属沉积)根焊技术的出现和发展,其在长输管道中的应用也逐渐受到关注和采用。本论文将从STT和RMD根焊技术的原理、优点以及在长输管道建设中的应用等方面展开探
STT根焊技术在管道焊接中的应用.pdf
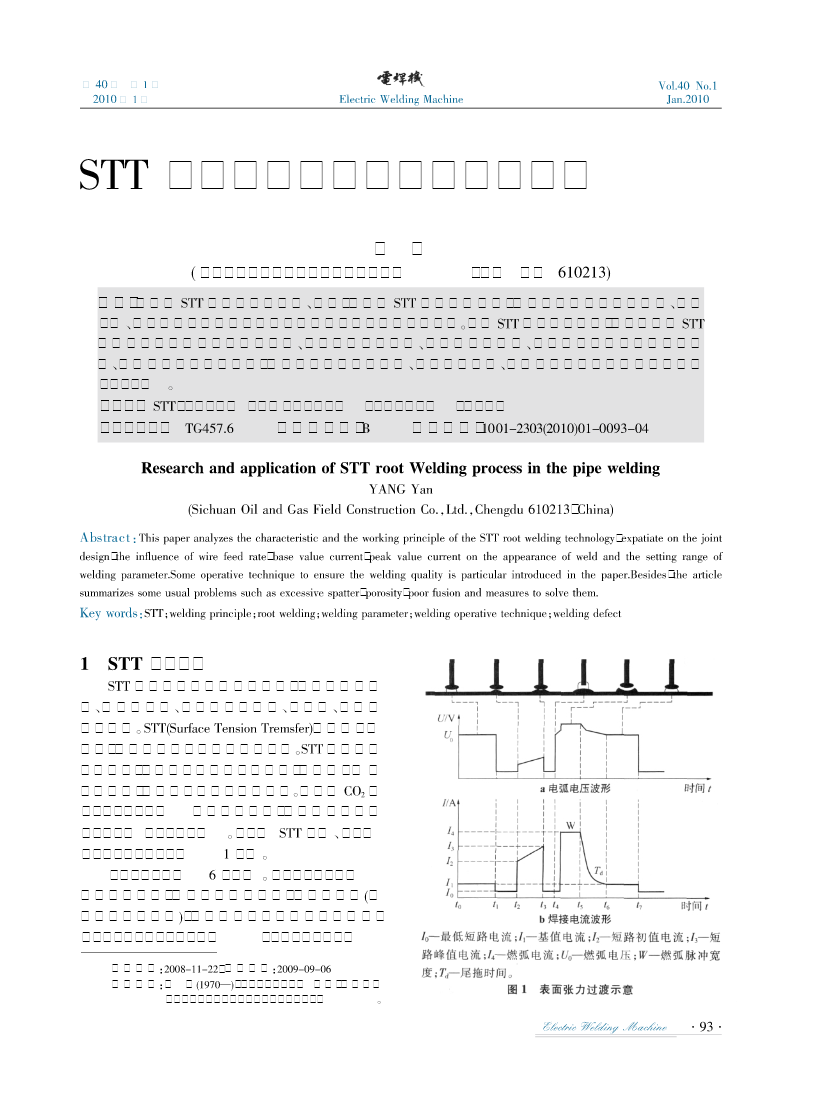
第40卷第1期Vol.40No.12010年1月ElectricWeldingMachineJan.2010STT根焊技术在管道焊接中的应用杨燕(四川石油天然气建设工程有限责任公司,四川成都610213)摘要:分析了STT根焊技术的特点、原理,阐述了STT焊接坡口形式,焊接工艺参数中送丝速度、基值电流、峰值电流等对焊道成形的影响以及焊接工艺参数的设置。针对STT焊接操作技术,详细介绍了STT根焊在不同焊接位置时的后拖角、焊接干伸长的控制、熔合性能的保证、焊接熔池的控制以及焊接运弧、错口技术的处理技巧等,并

RMD根焊技术中气孔的产生与预防.docx
RMD根焊技术中气孔的产生与预防RMD根焊技术中气孔的产生与预防随着科技的不断发展,焊接技术也越来越先进。RMD根焊技术是一种新型的焊接技术,在焊接过程中可以有效地避免热裂缝、变形和焊接变形,提高焊接质量。然而,在RMD根焊技术中,气孔是一个非常常见的问题,需要引起注意和解决。本文将重点介绍RMD根焊技术中气孔的产生与预防。一、气孔在RMD根焊技术中的产生原因气孔是指在焊接过程中,气体被包裹在焊缝内,形成小孔的缺陷。在RMD根焊技术中,气孔主要有以下几个原因:1.水分和油脂:水分和油脂是RMD根焊技术中气

RMD根焊与药芯自保护焊丝半自动焊接技术在X80管道焊接中的应用.docx
RMD根焊与药芯自保护焊丝半自动焊接技术在X80管道焊接中的应用RMD根焊与药芯自保护焊丝半自动焊接技术在X80管道焊接中的应用摘要:X80管道焊接作为大口径管道焊接的重要部分,在能源和石油行业中得到广泛应用。为了提高X80管道焊接的质量和效率,需要采用先进的焊接技术。本文将介绍RMD根焊与药芯自保护焊丝半自动焊接技术在X80管道焊接中的应用。RMD根焊是一种适用于大口径管道焊接的先进焊接技术,可以提供较高的焊接速度和高质量的焊缝。药芯自保护焊丝是一种特殊的焊丝,可以提供稳定的气体保护,在焊接过程中无需外