
STT根焊技术在管道焊接中的应用.pdf

as****16

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
STT根焊技术在管道焊接中的应用.pdf
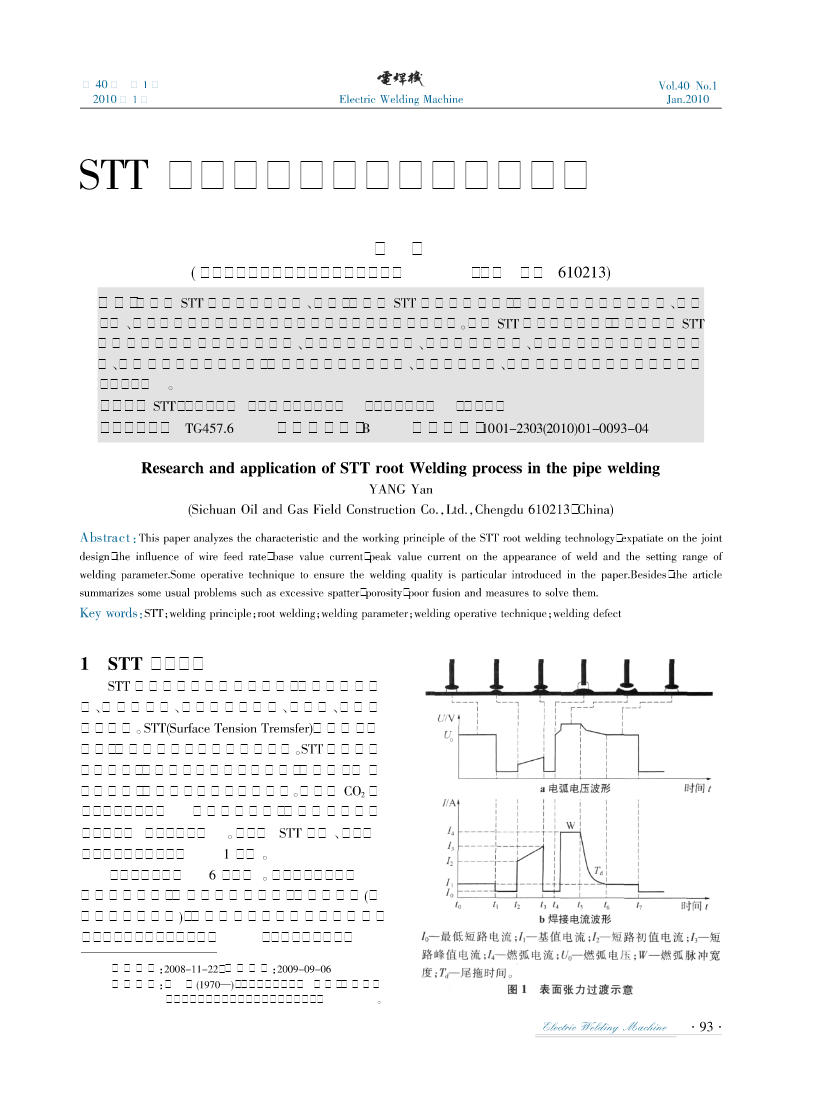
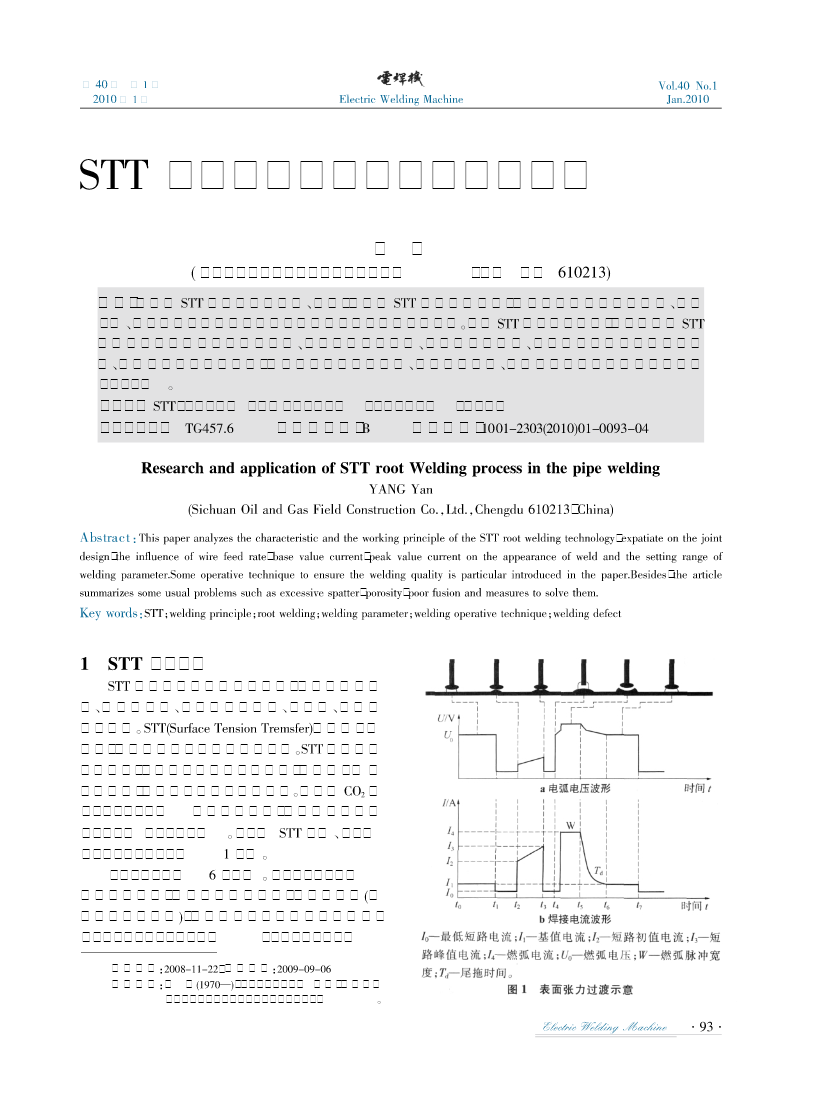
第40卷第1期Vol.40No.12010年1月ElectricWeldingMachineJan.2010STT根焊技术在管道焊接中的应用杨燕(四川石油天然气建设工程有限责任公司,四川成都610213)摘要:分析了STT根焊技术的特点、原理,阐述了STT焊接坡口形式,焊接工艺参数中送丝速度、基值电流、峰值电流等对焊道成形的影响以及焊接工艺参数的设置。针对STT焊接操作技术,详细介绍了STT根焊在不同焊接位置时的后拖角、焊接干伸长的控制、熔合性能的保证、焊接熔池的控制以及焊接运弧、错口技术的处理技巧等,并

STT及RMD根焊技术在长输管道中的应用.docx
STT及RMD根焊技术在长输管道中的应用STT及RMD根焊技术在长输管道中的应用摘要:随着全球能源需求的持续增长,长输管道作为重要的能源供应通道,扮演着至关重要的角色。在长输管道建设中,根焊工艺是关键步骤之一。近年来,随着STT(SurfaceTensionTransfer,表面张力传送)和RMD(RegulatedMetalDeposition,受控金属沉积)根焊技术的出现和发展,其在长输管道中的应用也逐渐受到关注和采用。本论文将从STT和RMD根焊技术的原理、优点以及在长输管道建设中的应用等方面展开探

STT与RMD根焊焊接技术.pdf
第39卷第5期雹晖梭Vo1.39No.520o9年5月ElectricW龇ngMacIlineMav2009STT与MO根焊焊接技术朱洪亮旧川油气田建设工程有限责任公司,四川成都61O2l3)摘要为更好地区分sTT根焊与RMD根焊各自的优点和适用范围从采用的设备工作原理、参数调节方式、焊缝成形、焊接质量和现场应用情况等方面对比分析了两种根焊方法。从中可知'sIT与-fD的送丝机构不同一个是开放式一个是密封式,s1TI1在厚壁材料上易出现冷熔缺陷但能很好地控制薄壁材料的变形,s1_=r适合于在固定地点薄板和

激光焊技术在管道焊接中的应用.docx
激光焊技术在管道焊接中的应用激光焊技术在管道焊接中的应用摘要:管道焊接是现代工业生产中一项重要的工艺,其质量对于工程项目的安全和整体性能起着至关重要的作用。然而,传统的焊接方法在管道焊接过程中存在一些困难和缺陷,如焊缝质量不稳定、焊接速度慢等。激光焊技术作为一种新兴的焊接方法,具有焊接速度快、焊缝质量高和对材料影响小等优点,正在被广泛应用于管道焊接中。本文将介绍激光焊技术的基本原理、特点以及在管道焊接中的应用,以及对其未来发展的展望。1.引言管道焊接是一项日益重要的工艺,用于连接管道的两端,以确保其安全、

适于长输管道焊接施工的STT半自动焊技术.docx
适于长输管道焊接施工的STT半自动焊技术STT半自动焊接技术是现代焊接技术领域中的一项重要成果,它是为了适应长输管道焊接的需要而开发的一种高效、高质量的半自动焊接技术。本文将从STT半自动焊接技术的原理、特点、优缺点及应用等方面来探讨这一焊接技术。一、STT半自动焊接技术的原理STT半自动焊接技术是一种基于电弧的半自动焊接技术。其原理主要是利用高速旋转的焊丝钨电极造成电弧震荡,并以此来控制电弧的稳定性和焊接过程的热输入。在STT半自动焊接技术中,焊丝由一个旋转的交直流发生器提供。焊接电流通过焊渣填充到焊缝