
激光焊接中多焦点技术.pdf

qw****27


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
激光焊接中多焦点技术.pdf
万方数据Multi—f;眦鹏‰iq眦inwd如ts眦.d㈣璐tmted多焦点技术多焦点技术的优点Study蚰the①提高激光功率。对Nd:Ⅵ吣激光焊而言,激光焊接中多焦点技术郑华义巩水利WeldiIlgtecmquep附吲.Fbcus吨charact商Stic苏北京航空航天大学La鼬rk心be锄areama11al河sMulti—kus1激光束经过聚焦后,激光焦点直径非常小,要有精密的夹紧装置,保持焊缝间隙在很小的范围内,不然可能会出现直接透过焊缝或者激光偏离焊缝的现象,影响焊接质量。另外,热影响区的温度

激光焊接技术.docx
基本信息激发电子或分子使其在转换成能量的过程中产生集中且相位相同的光束,Laser来自LightAmplificationbyStimulatedEmissionRadiation的第一个字母所组成。由光学震荡器及放在震荡器空穴两端镜间的介质所组成。介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光的电磁辐射束的一种设备。转换形

激光焊接技术.doc
激光焊接技术--汽车制造工艺的新飞跃当然,激光焊接的实际使用意义并不仅于此。一般来说,车辆在道路上行进时来自地面的颠簸会转换成每分钟上千次的扭曲运动考验车身,如果车身结合精度、强度不够,轻则车内异响频频、噪音大,严重的可能导致安装在车辆上的零部件如变速箱、前后桥的损坏或者车身断裂。事实上,无论多好的路况,我们的座驾都在不断进行高强度扭曲运动,而且随着速度提升、路程增加,这种考验会越来越严峻并直接关乎驾乘者的安全。究竟什么是激光焊接呢?激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光

激光焊接技术在汽车制造中的应用.pdf
激光焊接技术在汽车制造中的应用1、引言激光焊接从上世纪60年代激光器诞生不久就开始了研究,从开始的薄小零件或器件的焊接到目前大功率激光焊接在工业生产中的大量的应用,经历了近40年的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、国防工业、造船、海洋工程、核电设备等领域,所涉及的材料涵盖了几乎所有的金属材料。虽然与传统的焊接方法相比,激光焊接尚存在设备昂贵,一次性投资大,技术要求高
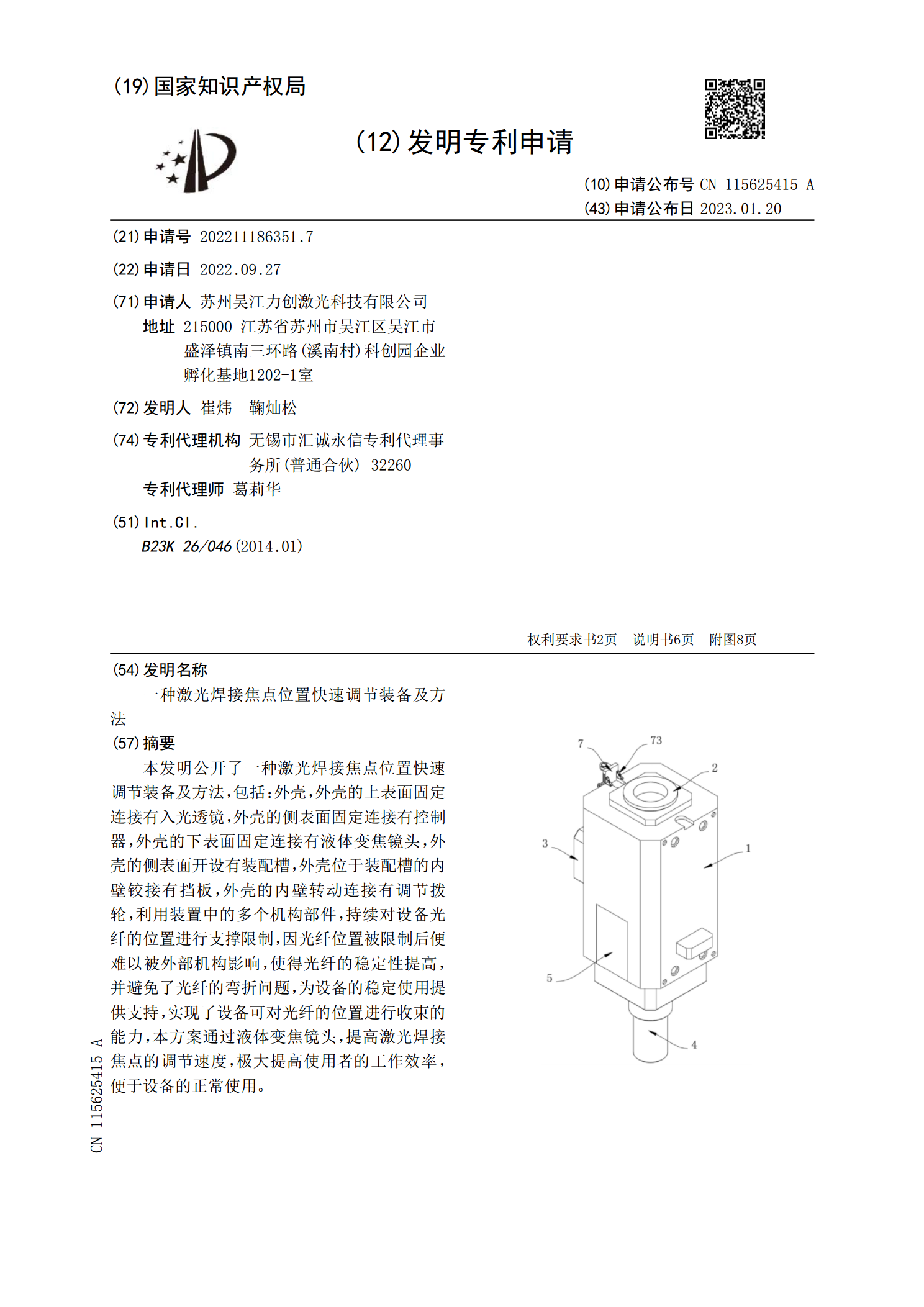
一种激光焊接焦点位置快速调节装备及方法.pdf
本发明公开了一种激光焊接焦点位置快速调节装备及方法,包括:外壳,外壳的上表面固定连接有入光透镜,外壳的侧表面固定连接有控制器,外壳的下表面固定连接有液体变焦镜头,外壳的侧表面开设有装配槽,外壳位于装配槽的内壁铰接有挡板,外壳的内壁转动连接有调节拨轮,利用装置中的多个机构部件,持续对设备光纤的位置进行支撑限制,因光纤位置被限制后便难以被外部机构影响,使得光纤的稳定性提高,并避免了光纤的弯折问题,为设备的稳定使用提供支持,实现了设备可对光纤的位置进行收束的能力,本方案通过液体变焦镜头,提高激光焊接焦点的调节速