
数控机床插补计算.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控机床插补计算.ppt
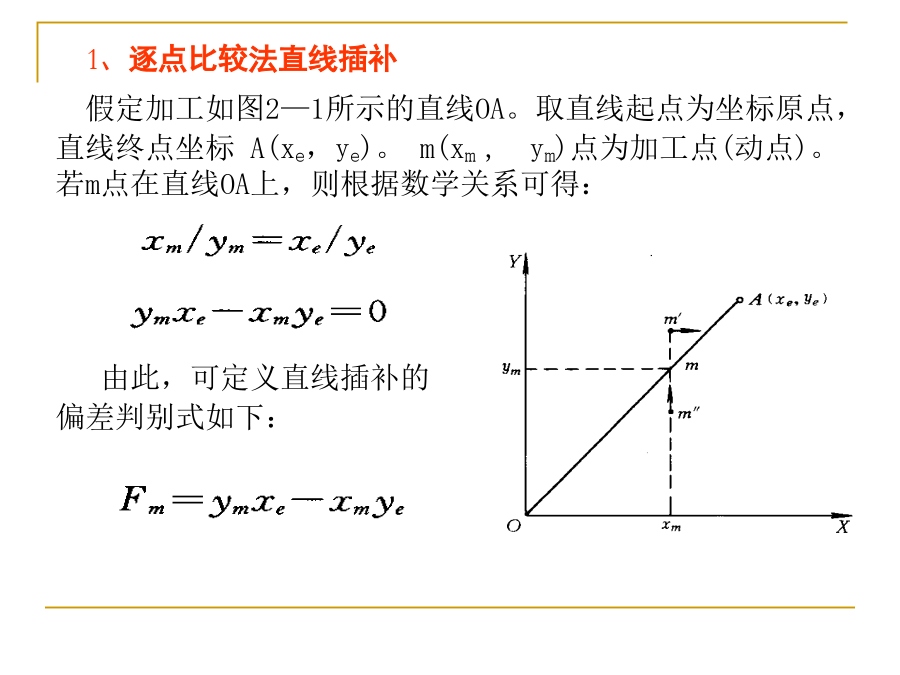
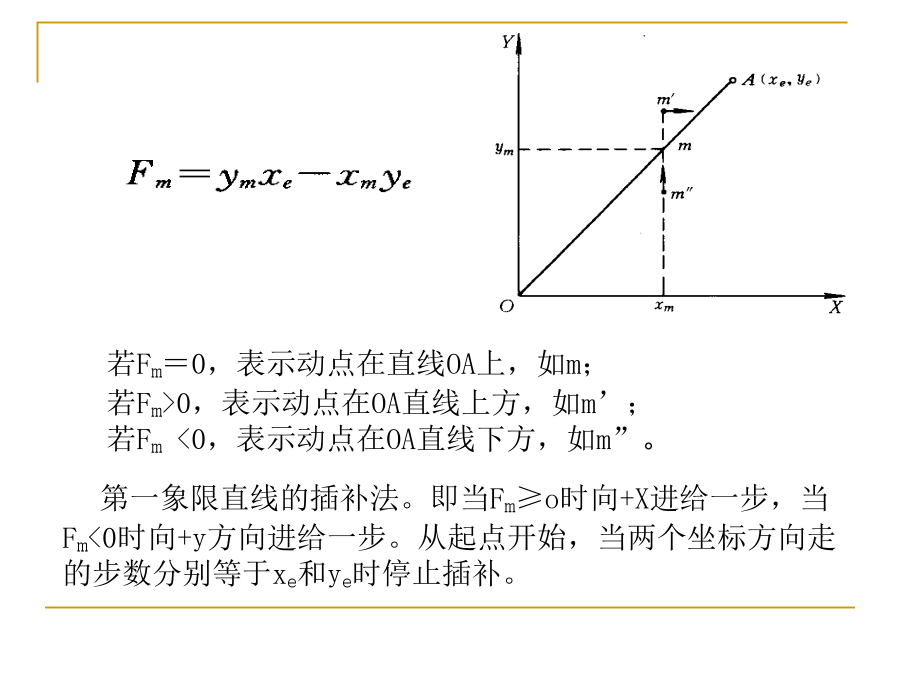
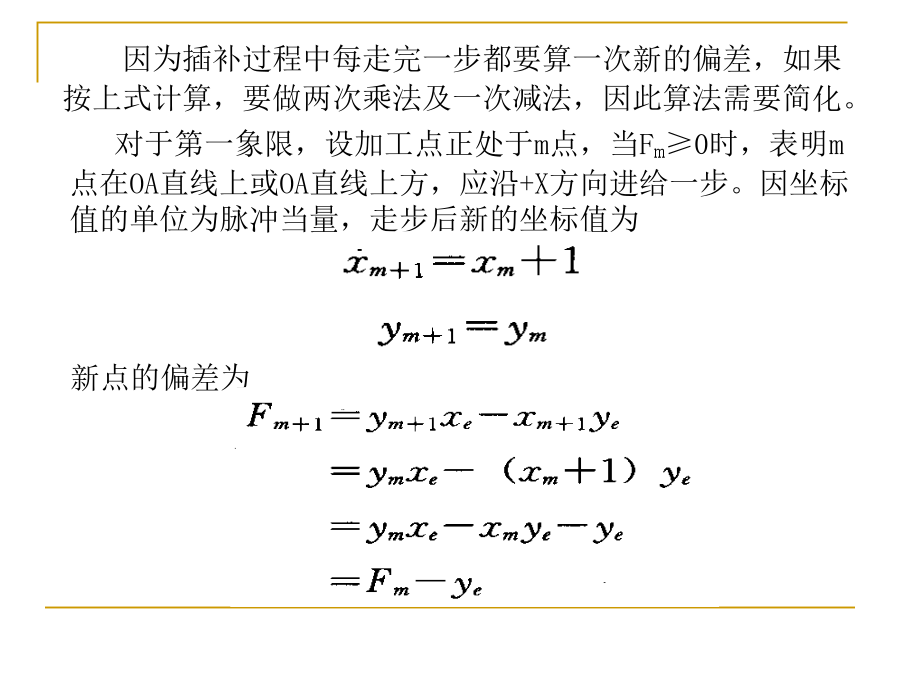
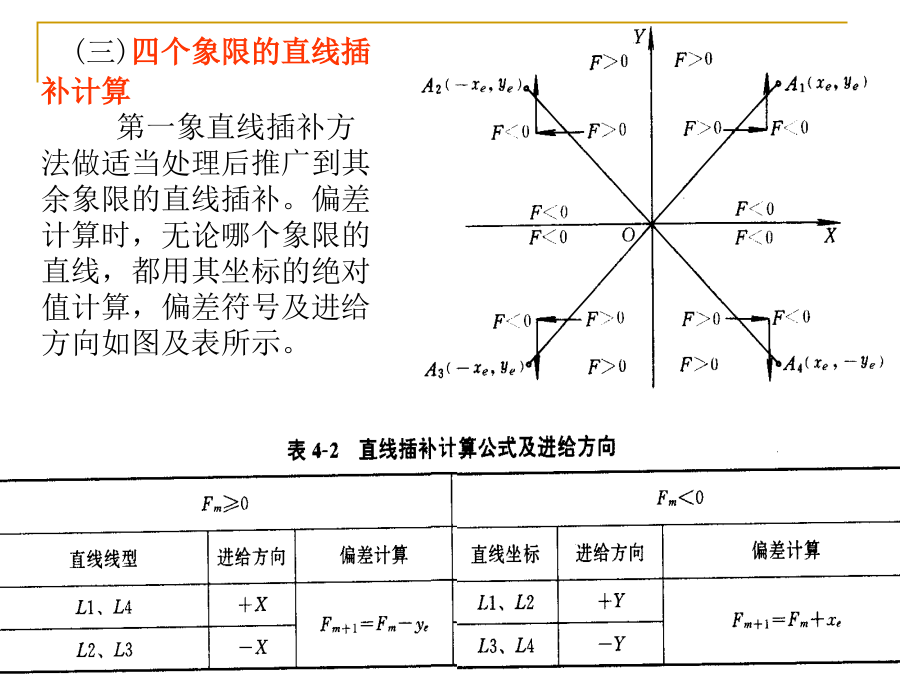
2.1插补原理基准脉冲插补方法是把每次插补运算产生的指令脉冲输出到伺服系统,以驱动工作台运动。每发出一个脉冲,工作台移动一个脉冲当量。该方法插补程序比较简单,但进给速率受到一定的限制,用在进给速度不很高的数控系统或开环数控系统中。基准脉冲插补有多种方法,最常用的是逐点比较插补法,数字积分插补法等。2.1.1逐点比较插补法1、逐点比较法直线插补第一象限直线的插补法。即当Fm≥o时向+X进给一步,当Fm<0时向+y方向进给一步。从起点开始,当两个坐标方向走的步数分别等于xe和ye时停止插补。因为插补过程中每走

数控机床插补原理.ppt
轮廓插补原理引子1.插补概述1.2插补的分类1.2插补的分类1.2插补的分类1.2插补的分类2.逐点比较法2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.3逐点比较法第一象限圆弧插补2.3逐点比较法第一象限圆弧插补2.3逐点比较法第一象限圆弧插补2.4逐点比较法的速度分析2.4逐点比较法的速度分析2.5逐点比较法插补象限处理谢谢各位领导、老师!

数控机床插补技术的研究.docx
数控机床插补技术的研究一、概述随着科技的不断发展,数控机床在现代制造业中扮演着越来越重要的角色。数控机床插补技术作为数控加工的核心技术之一,对于提高数控机床的加工精度和效率具有重要意义。本文旨在对数控机床插补技术的研究现状、发展趋势以及在实际生产中的应用进行分析和探讨,以期为相关领域的研究者和工程师提供一定的参考价值。数控机床插补技术是一种通过计算机程序控制,实现工件表面连续轨迹的技术。它主要包括直线插补、圆弧插补和螺旋插补等多种形式。插补技术在数控机床加工过程中的应用,可以实现复杂曲面的精确加工,提高零

数控机床的插补软件设计.doc
中北大学分校毕业设计(论文)数控机床插补软件设计摘要:插补是整个数控系统软件中一个极其重要的功能模块之一,其算法的选择将直接影响到系统的精度、速度及加工能力等。数控机床大多只能进行直线插补和圆弧插补,无抛物线插补功能。现有文献对直线、圆弧的逐点比较插补法、积分插补方法均有介绍,而其用于抛物线插补尚不多见。本文首先介绍了抛物线的两种插补算法,然后基于vb语言设计了一个抛物线的插补软件,可用于教学仿真实验。关键词:插补,抛物线,逐点比较法,数字积分法,仿真,插补软件TheD

插补和刀补计算原理.ppt
第二章插补和刀补计算原理§2-1概述§2-1概述§2-1概述§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法思考问题:1.不同象限的直线、圆弧插补算法相同吗?2.同一象线的逆时针圆弧和顺时针圆弧插补算法一样吗?