
插补和刀补计算原理.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

插补和刀补计算原理.ppt
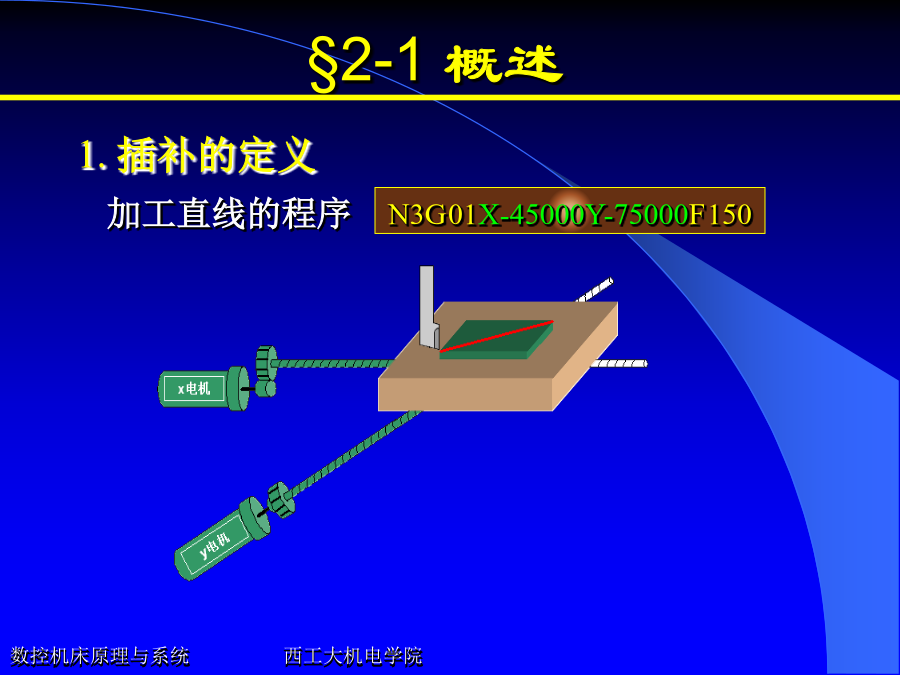
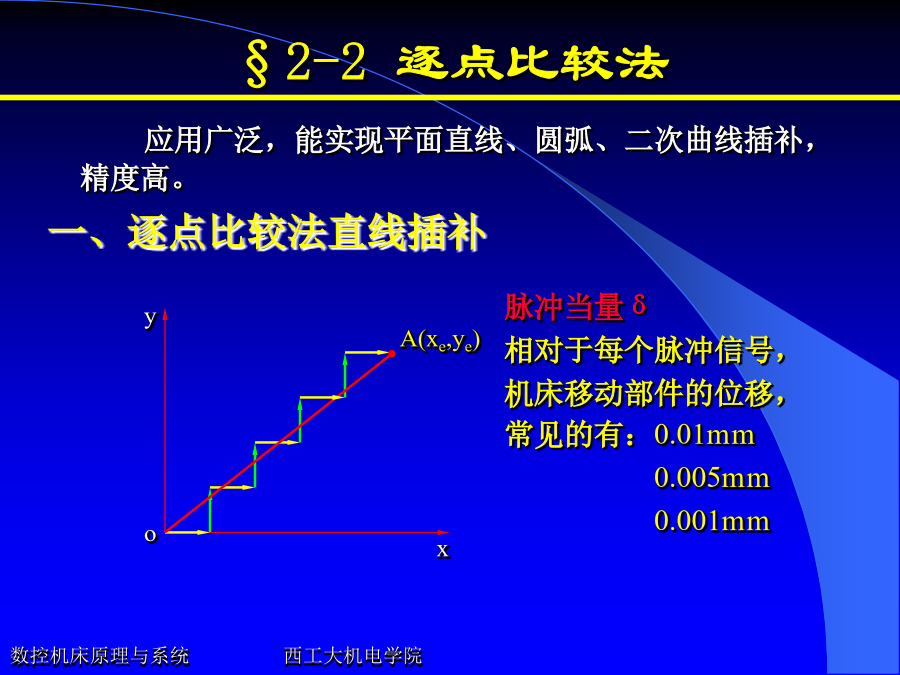
第二章插补和刀补计算原理§2-1概述§2-1概述§2-1概述§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法§2-2逐点比较法思考问题:1.不同象限的直线、圆弧插补算法相同吗?2.同一象线的逆时针圆弧和顺时针圆弧插补算法一样吗?

插补原理与刀具补偿原理.ppt
数控原理与系统第一节概述插补分类:一、脉冲增量插补:每输出一个脉冲,坐标移动一个距离脉冲增量插补用于步进电机控制系统。脉冲增量插补的实现方法较简单,通常仅用加法和移位运算方法就可完成插补。因此它比较容易用硬件来实现,而且,用硬件实现这类运算的速度很快的。但是也有用软件来完成这类算法的。这类插补算法有:逐点比较法;最小偏差法;数字积分法;目标点跟踪法;单步追综法等它们主要用早期的采用步进电机驱动的数控系统。由于此算法的速度指标和精度指标都难以满足现在零件加工的要求,现在的数控系统已很少采用这类算法了。插补分

插补原理与速度控制.ppt
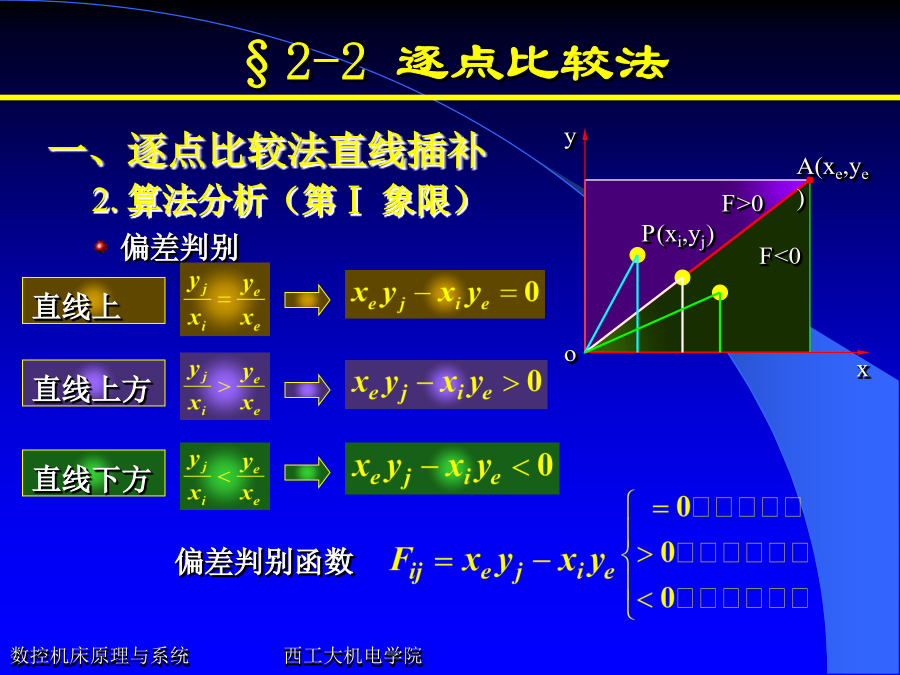
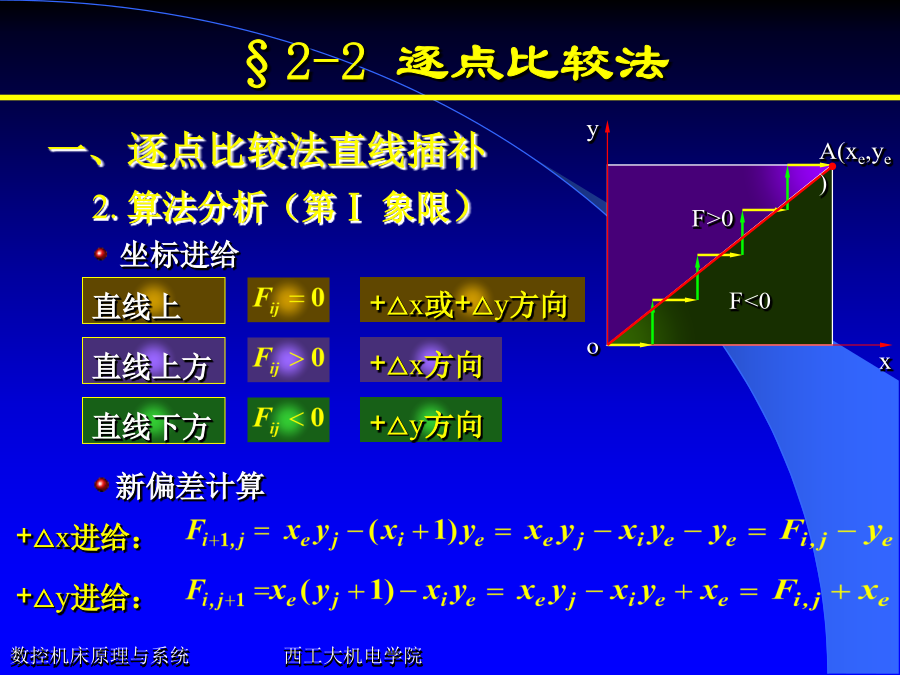
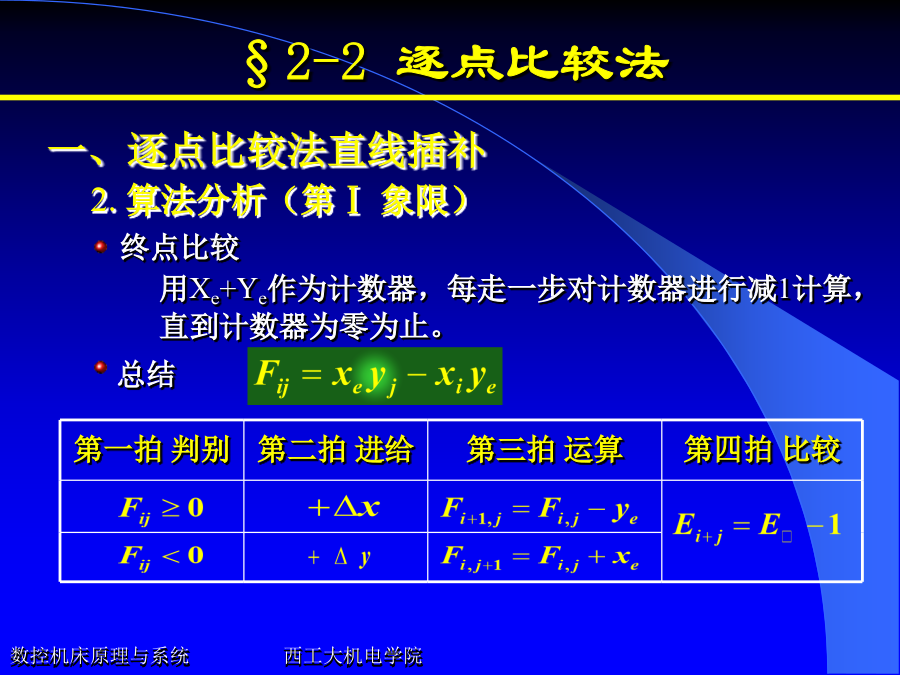
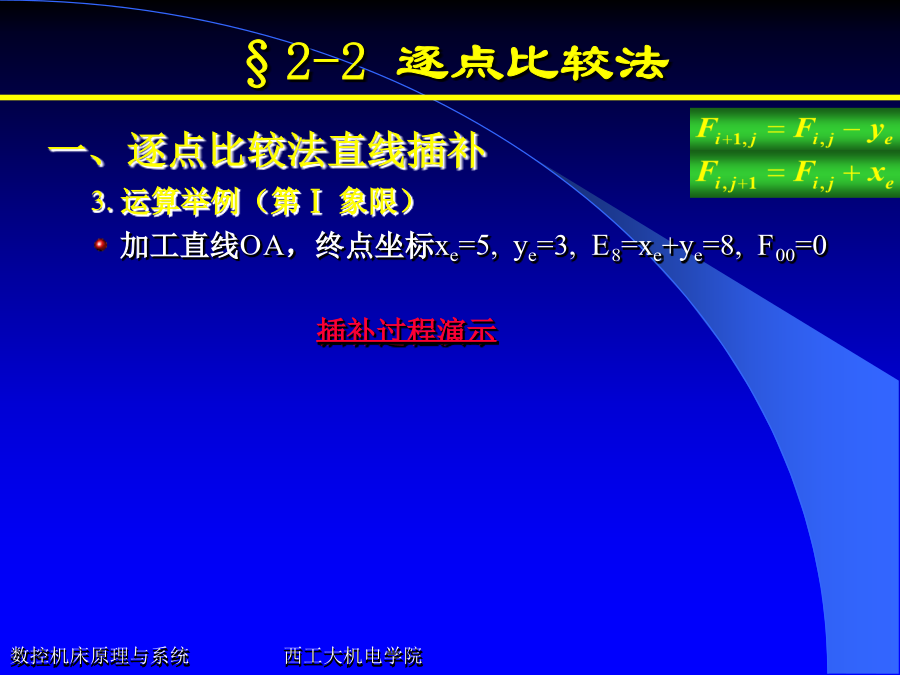
第四章插补原理与速度控制第一节插补原理(一)脉冲增量插补算法(二)数字增量(数据采样)插补算法⑵精插补二、脉冲增量插补1.逐点比较法直线插补算法定义F=XeYi–XiYe偏差函数,则可得到如下结论:当F=0时,加工点P落在直线上;当F>0时,加工点P落在直线上方;当F<0时,加工点P落在直线下方;⑵进给方向判别①当F>0时,应该向+X方向发一脉冲,使刀具向+X方向前进一步,以接近该直线。②当F<0时,应该向+Y方向发一脉冲,使刀具向+Y方向前进一步,以接近该直线。③当F=0时,既可以向+X方向发一脉冲,也

插补原理及控制方法.ppt
数控技术第三章插补原理及控制方法3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-1逐点比较法插补3-2数字积分法插补函数的积分运算变成了变量的累加运算,如果δ足够小时,则累加求和运算代替积分运算所引入的误差可以不超过所允许的误差。二、数字积分法直线插补3-2数字积分法插补3-2数字积分法插补3-2数字积分法插补数
试讲稿插补原理.ppt
轮廓插补原理引子1.插补概述1.2插补的分类1.2插补的分类1.2插补的分类1.2插补的分类2.逐点比较法2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.2逐点比较法第一象限直线插补2.3逐点比较法第一象限圆弧插补2.3逐点比较法第一象限圆弧插补2.3逐点比较法第一象限圆弧插补2.4逐点比较法的速度分析2.4逐点比较法的速度分析2.5逐点比较法插补象限处理谢谢各位领导、老师!