
电极使用修磨通用技术规范.doc

kp****93


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电极使用修磨通用技术规范.doc
QB长安凌云汽车零部件有限公司企业标准Q/LQ电极的使用、修整、更换技术规范2006-03-29发布2006-03-29实施长安凌云汽车零部件有限公司发布长安凌云汽车零部件有限公司企业标准Q/LQ电极的使用、修整、更换技术规范1范围本标准规定了我公司点焊电极的使用、修整、更换技术规范。本标准适用于我公司所有点焊电极的使用、修整、更换技术规范。定义电极:在电阻焊中,是指用来传导电流、传递压力,由铜(或铜合金)制成的棒状、块状或圆盘状金属零件。电极修整:电极尖端形状与焊接质量有密切的关系,电极端

电极使用修磨通用技术规范.docx
QB长安凌云汽车零部件有限公司企业标准Q/LQ电极的使用、修整、更换技术规范2006-03-29发布2006-03-29实施长安凌云汽车零部件有限公司发布长安凌云汽车零部件有限公司企业标准Q/LQ电极的使用、修整、更换技术规范1范围本标准规定了我公司点焊电极的使用、修整、更换技术规范。本标准适用于我公司所有点焊电极的使用、修整、更换技术规范。定义电极:在电阻焊中,是指用来传导电流、传递压力,由铜(或铜合金)制成的棒状、块状或圆盘状金属零件。电极修整:电极尖端形状与焊接质量有密切的关系,电极端面直径增大,电
《电极修磨》.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt

电极修磨_.ppt
电极集中修磨项目启动会项目成果展示一、电极集中修磨项目背景和必要性下班前班组专人根据该工位的产量确定更换电极帽的数量,汇总收集起来。下班前班组会拿电极帽到车间专修电极帽处进行更换已经修复的电极帽,电极帽的使用寿命由修电极帽的人员进行控制,由于电极的修磨设备的锥度相同,观察电极帽进行刻划生命线即可以确定电极帽的是否可以继续使用。广本在05年一次性购买了50台,自动修磨机安装在重点的工位,也许目前公司是行业最后一个由人工修磨电极帽的汽车了,员工全员自主修磨电极帽,很难做到100%按照要求修磨和更换,新员工一般
一种用于电极帽修磨的修磨机.pdf
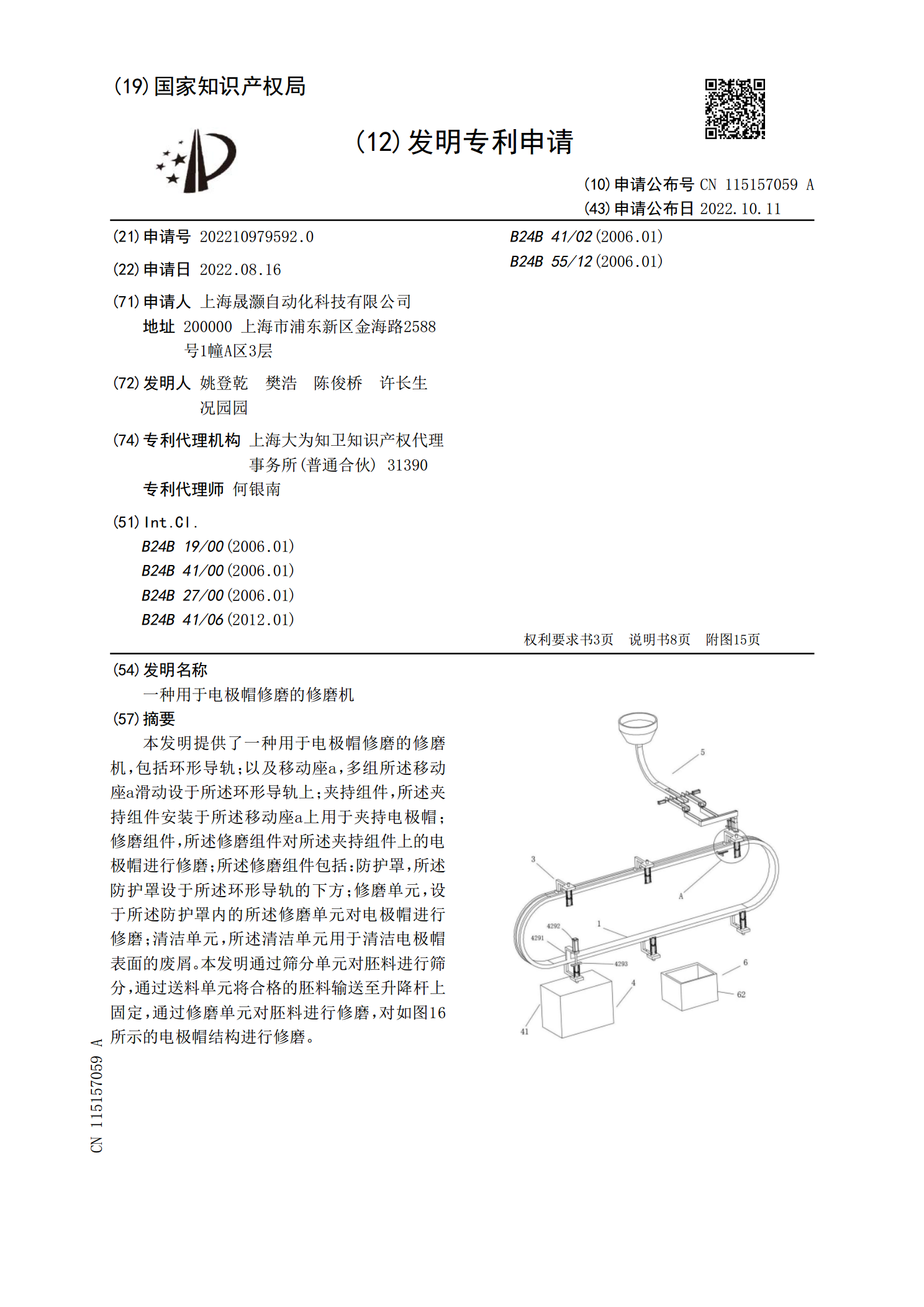
本发明提供了一种用于电极帽修磨的修磨机,包括环形导轨;以及移动座a,多组所述移动座a滑动设于所述环形导轨上;夹持组件,所述夹持组件安装于所述移动座a上用于夹持电极帽;修磨组件,所述修磨组件对所述夹持组件上的电极帽进行修磨;所述修磨组件包括:防护罩,所述防护罩设于所述环形导轨的下方;修磨单元,设于所述防护罩内的所述修磨单元对电极帽进行修磨;清洁单元,所述清洁单元用于清洁电极帽表面的废屑。本发明通过筛分单元对胚料进行筛分,通过送料单元将合格的胚料输送至升降杆上固定,通过修磨单元对胚料进行修磨,对如图16所示的