
PBT电源模块外壳成型工艺的研究.pdf

as****16

1/2
2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
PBT电源模块外壳成型工艺的研究.pdf
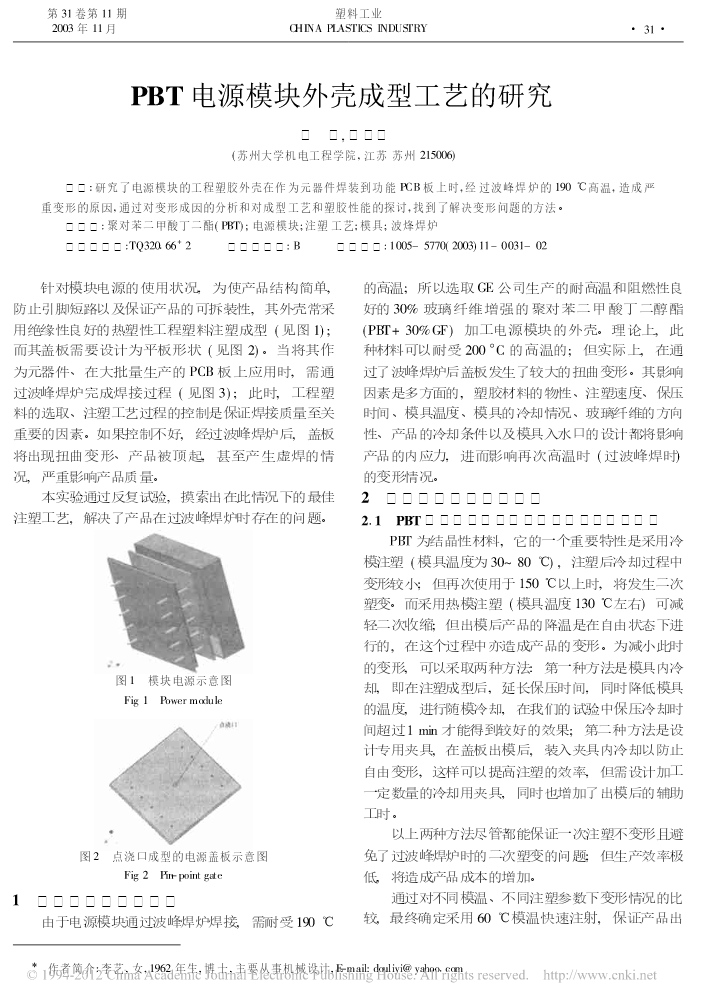
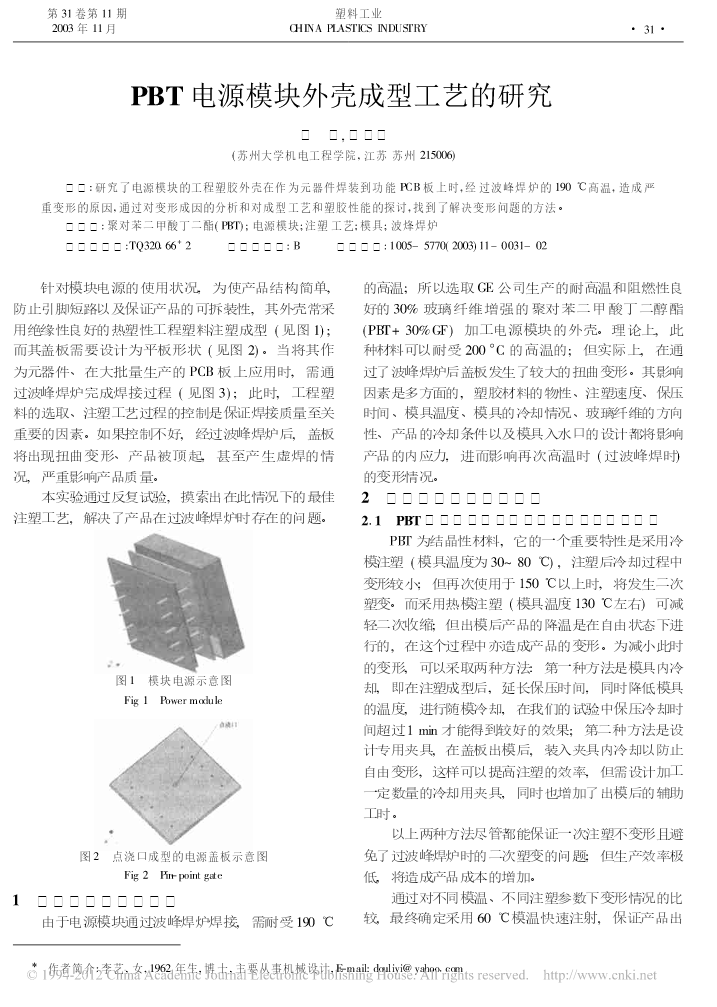
第31卷第11期塑料工业2003年11月CHINAPLASTICSINDUSTRY#31#PBT电源模块外壳成型工艺的研究李艺,窦安平(苏州大学机电工程学院,江苏苏州215006)摘要:研究了电源模块的工程塑胶外壳在作为元器件焊装到功能PCB板上时,经过波峰焊炉的190e高温,造成严重变形的原因,通过对变形成因的分析和对成型工艺和塑胶性能的探讨,找到了解决变形问题的方法。关键词:聚对苯二甲酸丁二酯(PBT);电源模块;注塑工艺;模具;波烽焊炉中图分类号:TQ320166+2文献标识码:B文章编号:1005

某产品外壳成型工艺研究.docx
某产品外壳成型工艺研究摘要随着工业化进程的不断发展,产品外观的重要性也不断凸显出来。其中,外壳成型工艺是一个影响产品外观质量和生产效率的重要方面。本文针对某产品外壳成型工艺进行了深入的研究分析,探讨了影响产品质量的因素,提出了优化方案,旨在提高产品外观质量和生产效率。关键词:外壳成型工艺,产品外观质量,生产效率,优化方案引言现代产品的外形设计和外观质量对于产品销售和用户体验的影响越来越大。因此,外壳成型工艺对于产品设计和生产具有至关重要的意义。某产品外壳作为该产品外观的重要组成部分,在其设计和生产过程中,

手机外壳注塑成型浇注系统及工艺参数的优化研究.docx
手机外壳注塑成型浇注系统及工艺参数的优化研究手机外壳注塑成型浇注系统及工艺参数的优化研究摘要:随着手机行业的快速发展,手机外壳注塑成型工艺得到了广泛应用。在手机外壳注塑成型过程中,浇注系统和工艺参数的优化对于提高成型品质、降低成本具有重要意义。本文以手机外壳注塑成型为研究对象,探索优化浇注系统和工艺参数的方法,以提高成品手机外壳的质量,进一步推动手机外壳注塑成型工艺的发展。关键词:手机外壳;注塑成型;浇注系统;工艺参数;优化一、引言手机作为现代社会不可或缺的通讯工具,其外观设计和质量要求日益提高。注塑成型
铝合金手机外壳的锻压成型工艺.pdf
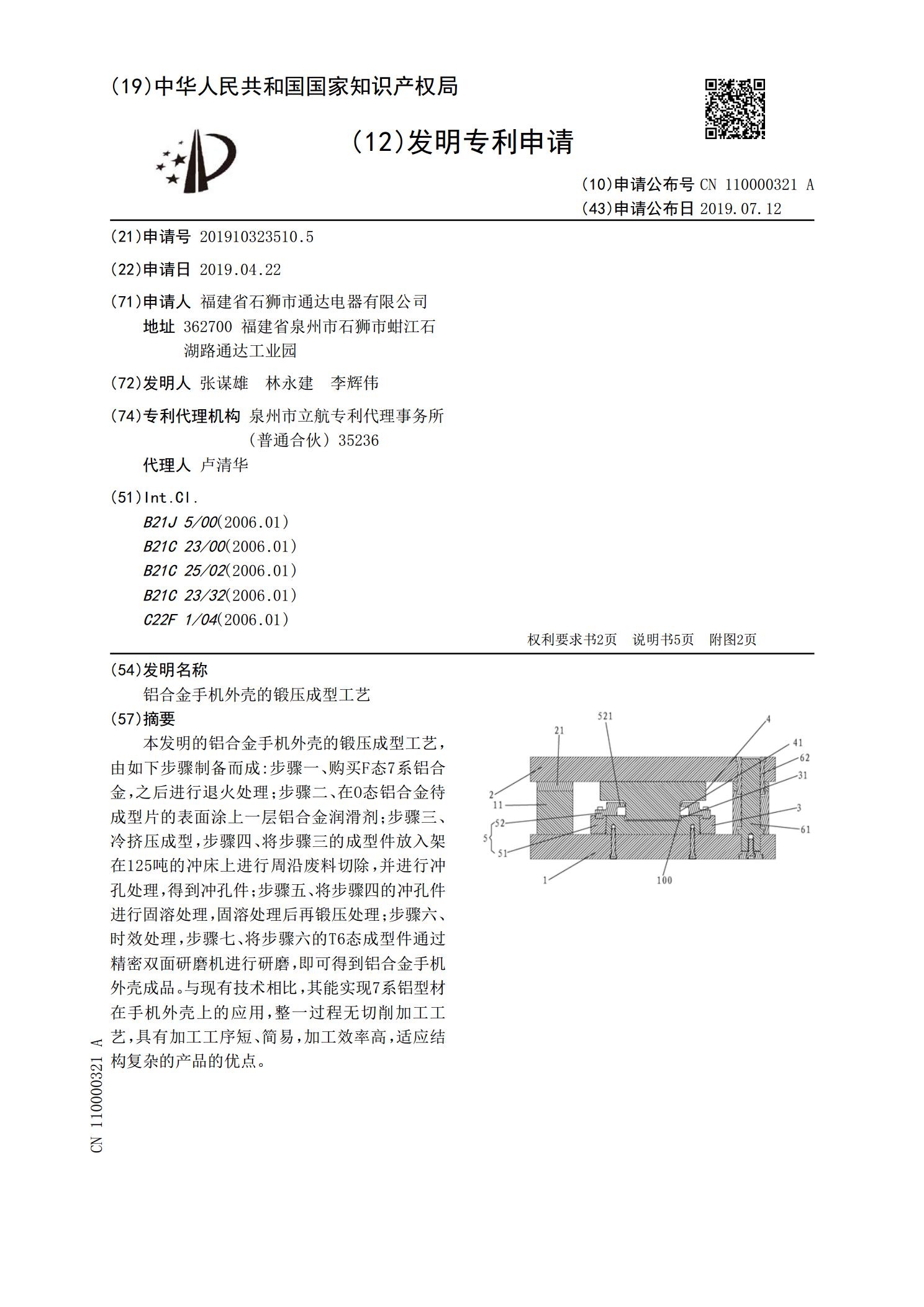
本发明的铝合金手机外壳的锻压成型工艺,由如下步骤制备而成:步骤一、购买F态7系铝合金,之后进行退火处理;步骤二、在O态铝合金待成型片的表面涂上一层铝合金润滑剂;步骤三、冷挤压成型,步骤四、将步骤三的成型件放入架在125吨的冲床上进行周沿废料切除,并进行冲孔处理,得到冲孔件;步骤五、将步骤四的冲孔件进行固溶处理,固溶处理后再锻压处理;步骤六、时效处理,步骤七、将步骤六的T6态成型件通过精密双面研磨机进行研磨,即可得到铝合金手机外壳成品。与现有技术相比,其能实现7系铝型材在手机外壳上的应用,整一过程无切削加工

手机外壳注射成型工艺的智能优化算法研究的任务书.docx
手机外壳注射成型工艺的智能优化算法研究的任务书任务书1.任务背景和研究意义随着手机市场的迅速发展,人们对手机外观样式、质量和性能的要求也越来越高。其中,手机外壳是人们最常接触到的部件之一,直接影响用户的体验。因此,如何生产出高质量、高精度的手机外壳成为了制造企业的重要任务。注塑成型是制造手机外壳的主要工艺之一,其具有较高的生产效率和成型精度。但目前注塑成型工艺所采用的智能优化算法存在一定的不足。注塑成型过程复杂,受多种因素的影响,例如加热、压力、温度、注塑速度等等,如果设计不合理,易导致成型品质问题。因此