
第六节_刀具磨损刀具磨损和耐用度.ppt

kp****93


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第六节_刀具磨损刀具磨损和耐用度.ppt
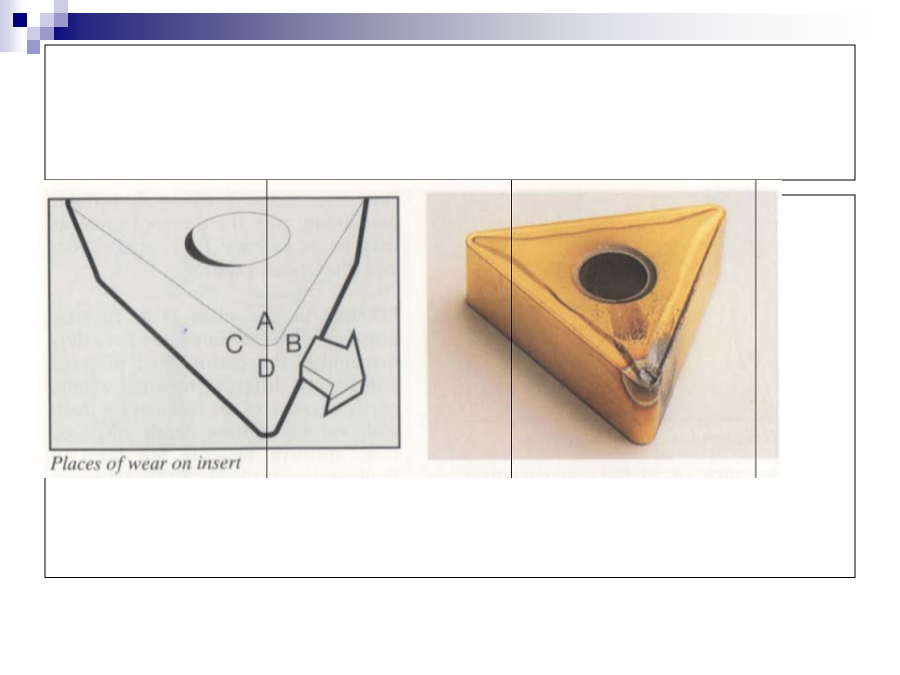
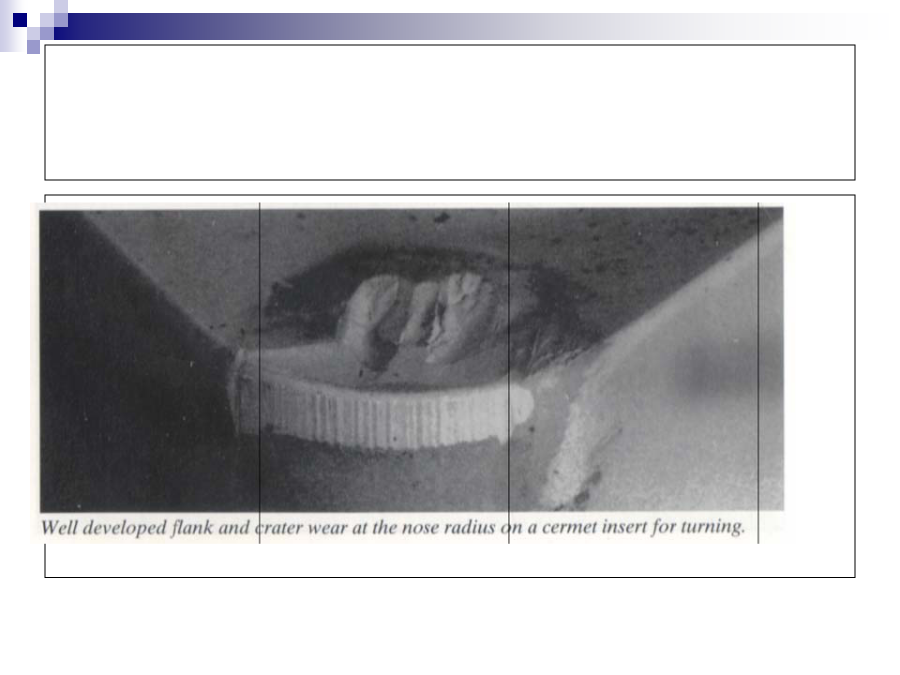
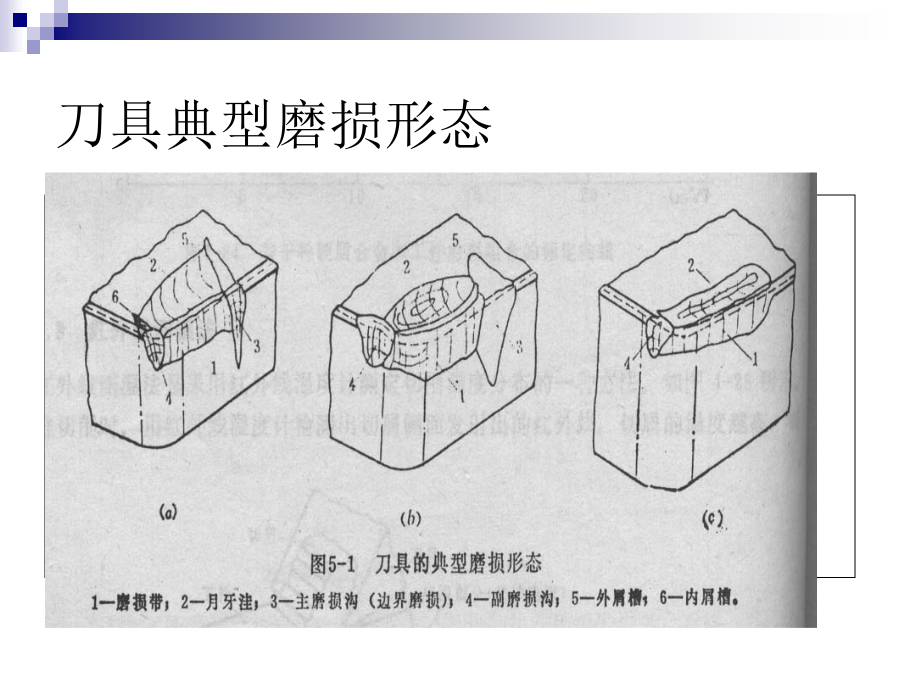
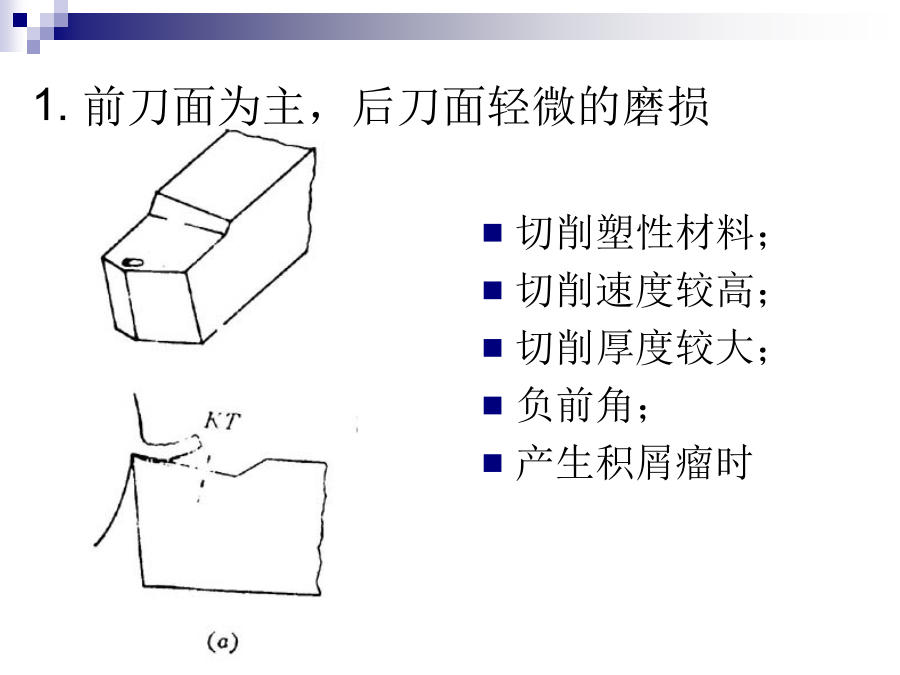
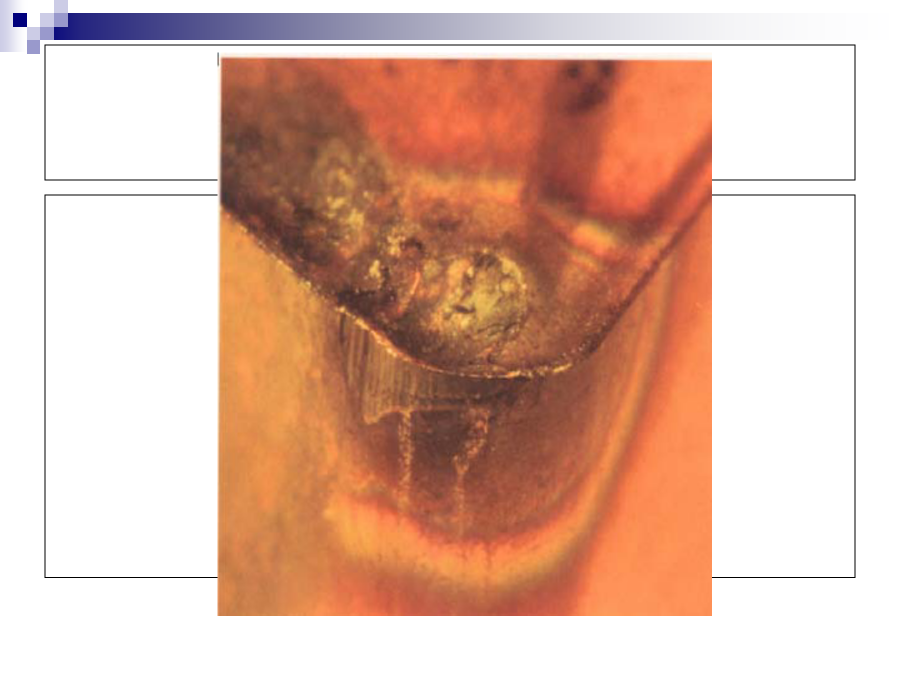
第二章金属切削原理与刀具PrincipleofMetalCutting主要内容§2.6.1刀具的磨损方式和磨损过程刀具典型磨损形态一.刀具的失效形式二.刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化三.刀具磨损过程§2.6.2刀具的磨损机理磨料磨损1.概念2.碳钢中硬质点种类3.影响磨料磨损的因素二.粘结磨损影响粘结磨损的因素三.扩散磨损影响扩散磨损的因素四.氧化磨损总结§2.6.3刀具磨钝标准一.生产现场磨钝标准二.切削试验用
刀具的磨损和刀具的耐用度.ppt
3.b.3)1.3.5(1)(2)(3)2.(2)例如:或:达到规定的磨钝标准,刀具的工作时间。结论:1.42.(2)a.b.1.4.21.4.32.1.5则各工件材料的可用切削速度为相对加工性3.1.5.2(2)结束

刀具磨损和刀具耐用度.ppt
第六章刀具磨损和刀具耐用度234567891011121314151617181920二、刀具的磨钝标准刀具磨损到一定限度就不能继续使用,这个磨损限度称磨钝标准。ISO统一规定,以ap/2处主后刀面上测定的磨损带宽度VB作为刀具磨钝标准。自动化生产中用的精加工刀具,常以沿工件径向的刀具磨损量作为衡量刀具的磨钝标准,称刀具径向磨损量NB(如图所示)。磨钝标准,可依加工条件不同而异。精加工较粗加工为小;加工系统刚性较低时,应考虑在磨钝标准内是否发生振动;工件材料的可加工性、刀具制造、刃磨的难易程度也是确定
刀具磨损破损和刀具耐用度.ppt
第六章刀具磨损、破损和刀具耐用度第一节刀具磨损的形态后刀面磨损带不均匀,刀尖部分磨损严重,最大值为VC;中间部位磨损较均匀,平均磨损宽度以VB表示;边界处磨损严重,以VN表示。刀具磨损形态第二节刀具磨损的原因(三)扩散磨损刀具与切屑、工件接触处由于高温作用,双方化学元素在固态下互相扩散,使刀材成分、结构改变造成磨损。切削温度越高扩散越快;刀工材料亲合力越大扩散越快;高速切削时扩散磨损是刀具磨损的主要原因。第三节刀具磨损过程及磨钝标准一、刀具的磨损过程对切削过程中刀具后刀面磨损量VB进行定时(或定切削行程)
刀具磨损及耐用度.ppt
第六章刀具磨损及刀具使用寿命主要内容6.1刀具磨损形态刀具磨损的特点正常磨损刀具磨损的形态前刀面磨损车刀典型磨损示意图后刀面磨损后刀面的磨损区边界磨损边界磨损示意图刀具的破损6.2刀具磨损的原因硬质点磨损粘结磨损粘结强度系数硬质合金与合金钢的粘结温度不同刀具材料的粘结强度系数扩散磨损硬质合金与钢之间的扩散化学磨损切削速度对磨损强度的影响刀具的磨损过程刀具的磨损过程图刀具的磨钝标准刀具的径向磨损量制定磨钝标准应考虑的因素车刀的磨钝标准(ISO)6.4刀具的使用寿命刀具总寿命和使用寿命切削速度和使用寿命的关系