
半自动装箱机维修手册.doc

as****16


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

半自动装箱机维修手册.doc
东莞厂装箱机维修手册目录:装箱机基本规格本机组成部分常见显示说明常见故障分析及处理方法装箱机年度保养点检表顶嘉装箱机参数表诺信胶机清洗步骤一:装箱机基本规格1:三菱装箱机规格型号MR-KM本机要使用的板纸BFLUTE两面瓦楞板纸使用尺寸范围(盒内尺寸)长度(L)≤425MM高度(W)≤135MM深度(D)≤355MM处理能力≤15箱/分办理的制品袋面机器尺寸(制盒机主机)全长度约5,660MM全宽度约930MM全高度约2,100MM机器重量约3,000KGS电气装置供给的电源3相,AC380V,60HZ消
蓄电池半自动电池装箱机及装箱方法.pdf
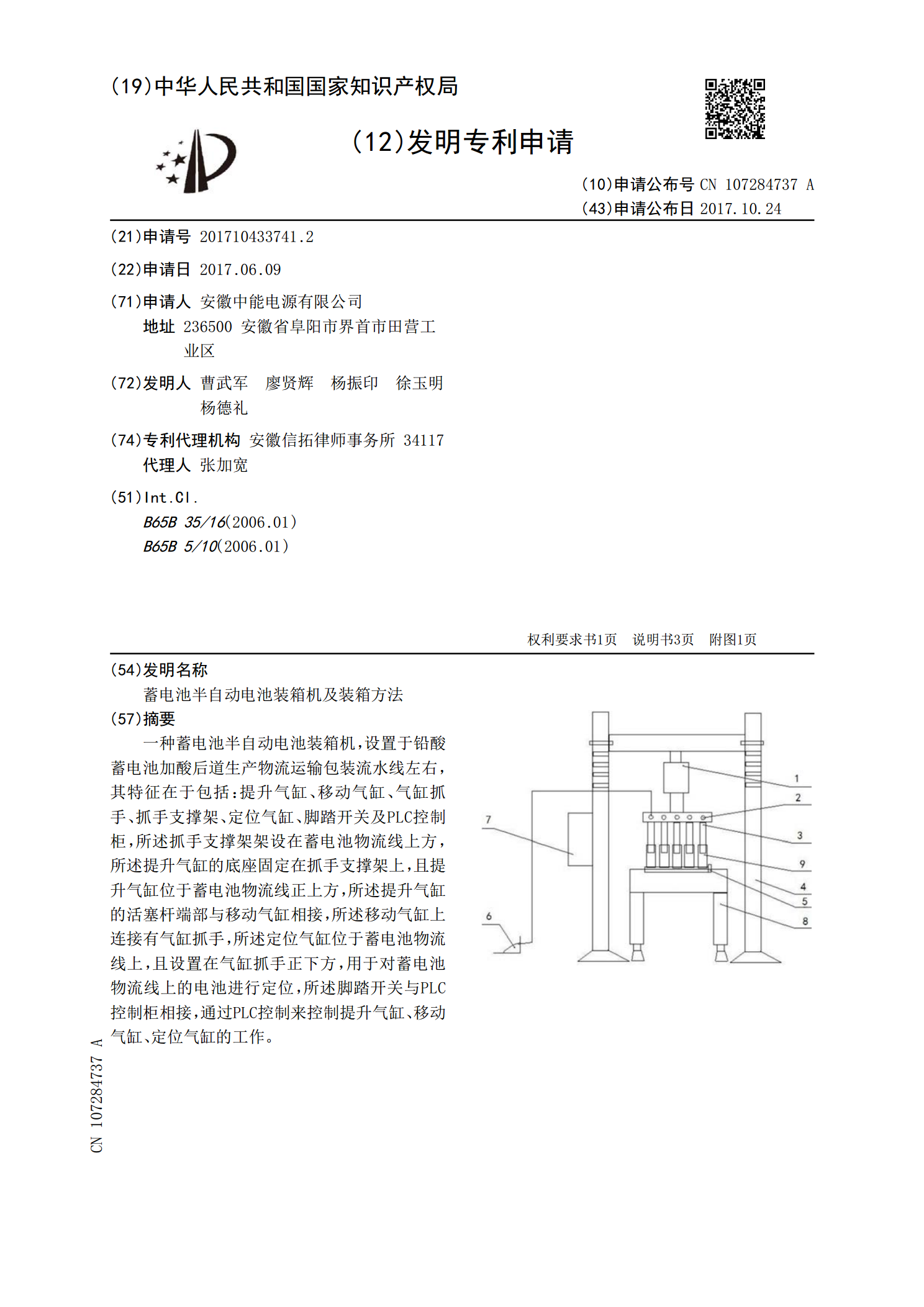
一种蓄电池半自动电池装箱机,设置于铅酸蓄电池加酸后道生产物流运输包装流水线左右,其特征在于包括:提升气缸、移动气缸、气缸抓手、抓手支撑架、定位气缸、脚踏开关及PLC控制柜,所述抓手支撑架架设在蓄电池物流线上方,所述提升气缸的底座固定在抓手支撑架上,且提升气缸位于蓄电池物流线正上方,所述提升气缸的活塞杆端部与移动气缸相接,所述移动气缸上连接有气缸抓手,所述定位气缸位于蓄电池物流线上,且设置在气缸抓手正下方,用于对蓄电池物流线上的电池进行定位,所述脚踏开关与PLC控制柜相接,通过PLC控制来控制提升气缸、移动

简易半自动装箱机的研究综述报告.pptx
简易半自动装箱机的研究综述目录单击添加章节标题引言研究背景研究目的和意义研究范围和方法简易半自动装箱机概述定义和分类工作原理和结构特点应用领域和发展历程简易半自动装箱机研究现状国内外研究现状研究热点和难点研究趋势和未来发展方向简易半自动装箱机关键技术分析机械结构设计控制系统设计运动学和动力学分析优化设计方法和理论简易半自动装箱机实验研究和应用案例实验设备和实验方法实验结果和分析应用案例和实际效果存在的问题和改进方向简易半自动装箱机研究展望新型材料和制造技术的应用智能化和自动化水平的提升系统集成和优化的发展

简易半自动装箱机的研究综述报告.docx
简易半自动装箱机的研究综述报告随着物流行业的快速发展,装箱作业不仅涉及到效率和质量的问题,还关系到人员的健康和安全问题。传统的装箱方式需要人工搬运箱子和物品,不仅效率低下,还有可能导致工人伤害。因此,研发一套安全高效的半自动装箱机已成为很多企业的必要需求。半自动装箱机是一种专门用于自动完成装箱作业的机械设备。其最大特点是简易和快速,只需人工将物品整理好,然后将箱子移至装卡位,半自动装箱机就可以自动完成箱子的封闭。不仅可以提高效率,还可以大大降低工人的安全风险。半自动装箱机主要由自动定位装置、自动折叠封底、

简易半自动装箱机的原理分析及应用.docx
简易半自动装箱机的原理分析及应用概述:现代制造业对于包装效率的要求日益高涨,研发能够提高生产效率的装箱机成为了制造行业不可或缺的工具。在传统工艺中,工人需要通过手动将工件进行包装并进行拼箱,这种方式存在效率低下的问题,在一些现代化局部工厂中已经不再使用。半自动装箱机被广泛应用于大型连续生产线中,并以其高效的装箱速度、准确性、稳定性和低耗能等特性被工业界所认可。半自动装箱机的原理分析:半自动装箱机主要分为(按控制程序分类):自动相似装箱机、半自动装箱机,综合型装箱机(按工作位置分类):台式装箱机、立式装箱机