
硫化测温-论文-测温方法.pdf

17****27


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硫化测温-论文-测温方法.pdf
对硫化工程进行把握的常用手段有两种,一种手段是硫化测温试验,另一是起泡点(发泡点)试验。硫化测温有两种目的,一种是准确记录轮胎关键部位硫化过程中温度场的变化,全面把握轮胎硫化程度,为配方工程师完善整体硫化体系匹配提供依据,合理制订硫化施工条件(可称之为大测温);另一种是分析上、下胎里&模具的温度差异,以改善工况、工艺等(可称之为小测温)。测温过程受很多因素的影响,并且不易控制,故测温数据的准确性(重现性)很难得到保证,所以在实际操作中尽可能把握要点,减少偏差,如果偏差较大或重现性太差,试验数据则不可采信。

一种轮胎硫化测温方法.pdf
本发明公开了一种轮胎硫化测温方法,包括以下步骤:1)、选择将要硫化测温的轮胎胎坯;2)、在1)步骤中所选择的轮胎胎坯中埋入微型无线热电偶测温仪,用于硫化测温,同时,设置处理装置;3)、完成2)步骤,确认相关设备仪器正常工作,并在处理装置上选择所需数据处理功能项目,开始合模硫化,实时监控轮胎胎坯在硫化过程中硫化时间和温度变化,并根据所接收到的信号,记录、汇总、分析;4)、在3)步骤硫化完成后,将轮胎切开取出微型无线热电偶测温仪,二次利用。通过在胎坯中埋入微型无线热电偶测温仪,根据接收到的测温信号,能实时准确
测温装置和测温方法.pdf
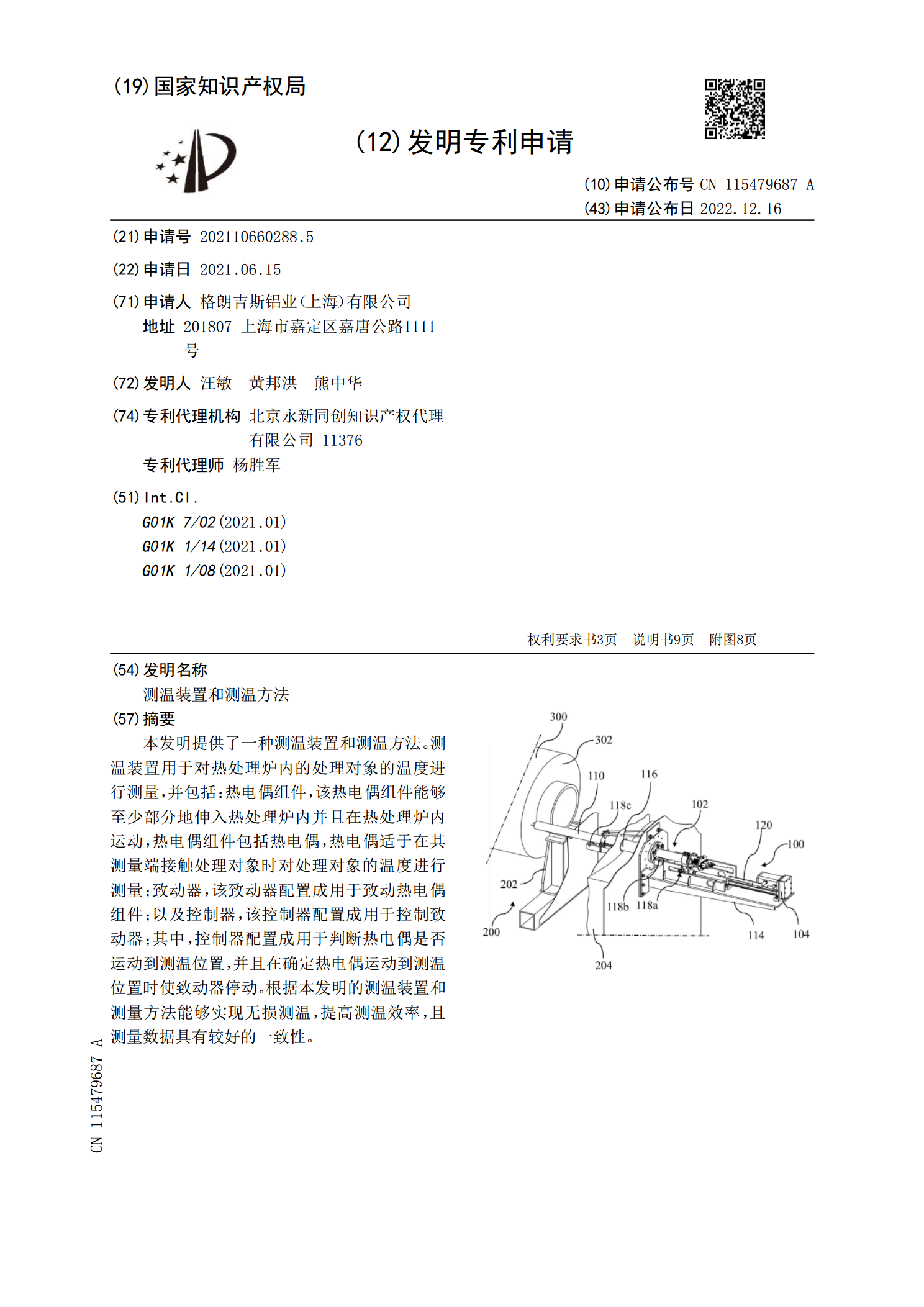
本发明提供了一种测温装置和测温方法。测温装置用于对热处理炉内的处理对象的温度进行测量,并包括:热电偶组件,该热电偶组件能够至少部分地伸入热处理炉内并且在热处理炉内运动,热电偶组件包括热电偶,热电偶适于在其测量端接触处理对象时对处理对象的温度进行测量;致动器,该致动器配置成用于致动热电偶组件;以及控制器,该控制器配置成用于控制致动器;其中,控制器配置成用于判断热电偶是否运动到测温位置,并且在确定热电偶运动到测温位置时使致动器停动。根据本发明的测温装置和测量方法能够实现无损测温,提高测温效率,且测量数据具有较
一种测温电路、测温设备及测温方法.pdf
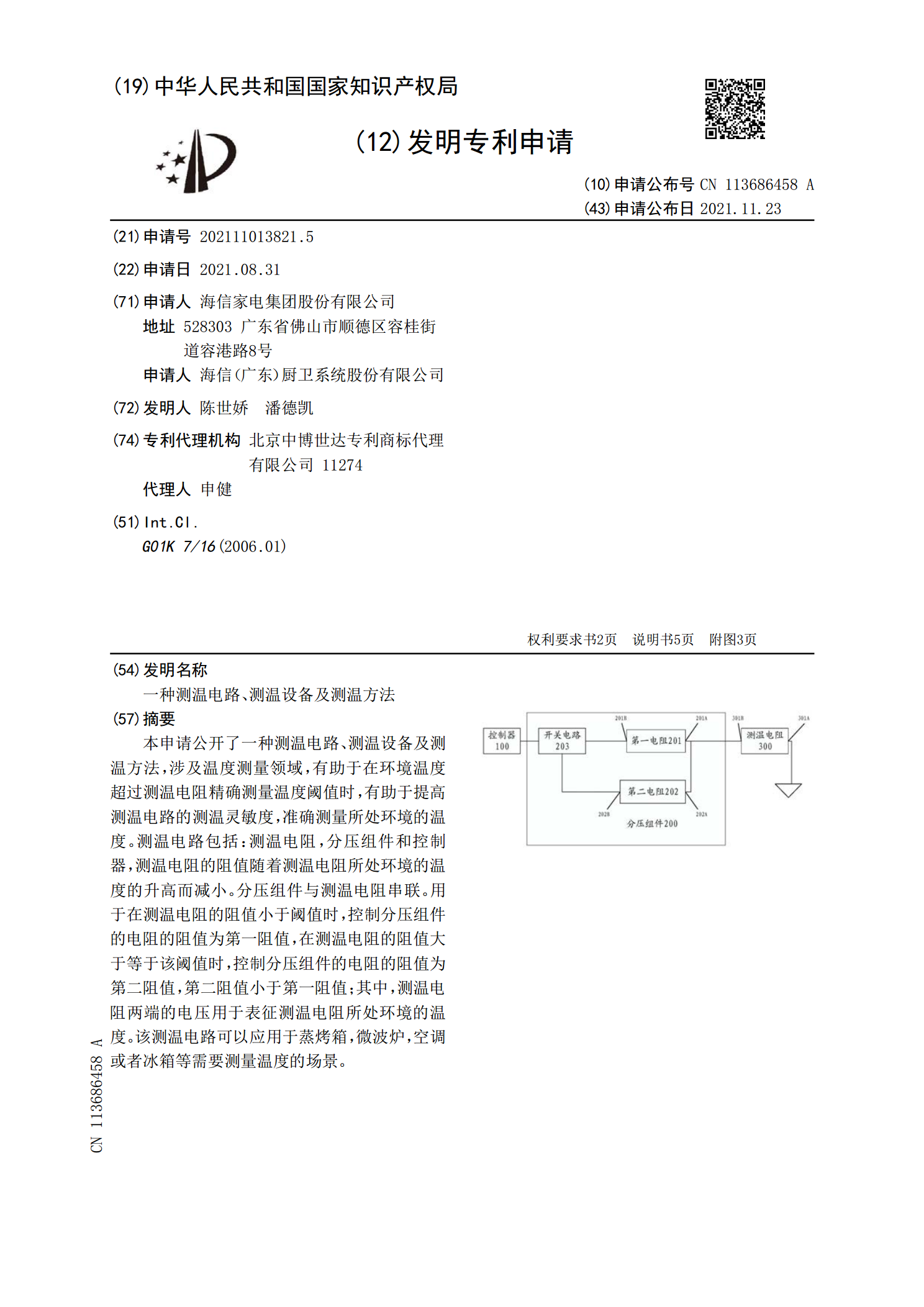
本申请公开了一种测温电路、测温设备及测温方法,涉及温度测量领域,有助于在环境温度超过测温电阻精确测量温度阈值时,有助于提高测温电路的测温灵敏度,准确测量所处环境的温度。测温电路包括:测温电阻,分压组件和控制器,测温电阻的阻值随着测温电阻所处环境的温度的升高而减小。分压组件与测温电阻串联。用于在测温电阻的阻值小于阈值时,控制分压组件的电阻的阻值为第一阻值,在测温电阻的阻值大于等于该阈值时,控制分压组件的电阻的阻值为第二阻值,第二阻值小于第一阻值;其中,测温电阻两端的电压用于表征测温电阻所处环境的温度。该测温
智能测温手环和测温方法.pdf
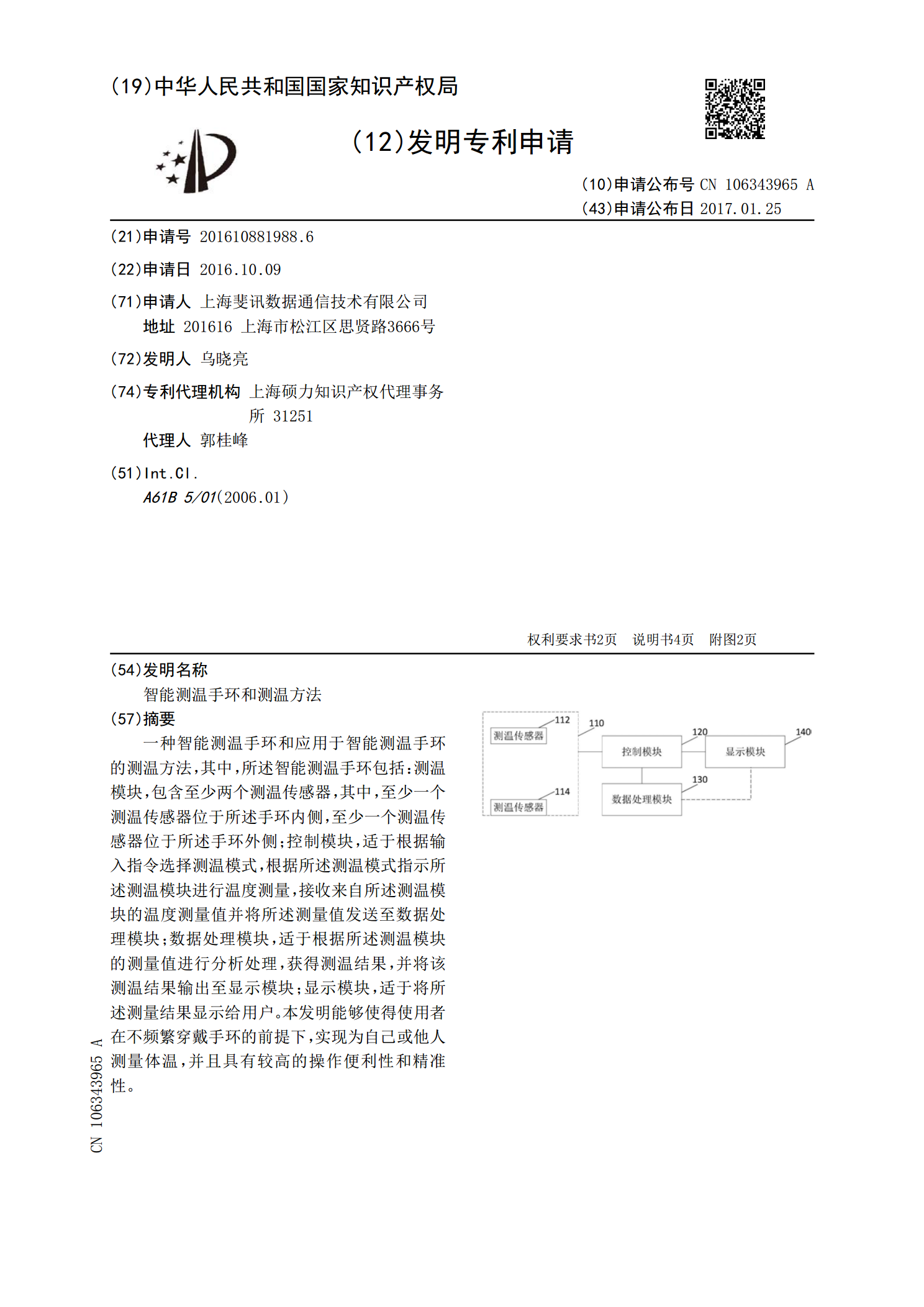
一种智能测温手环和应用于智能测温手环的测温方法,其中,所述智能测温手环包括:测温模块,包含至少两个测温传感器,其中,至少一个测温传感器位于所述手环内侧,至少一个测温传感器位于所述手环外侧;控制模块,适于根据输入指令选择测温模式,根据所述测温模式指示所述测温模块进行温度测量,接收来自所述测温模块的温度测量值并将所述测量值发送至数据处理模块;数据处理模块,适于根据所述测温模块的测量值进行分析处理,获得测温结果,并将该测温结果输出至显示模块;显示模块,适于将所述测量结果显示给用户。本发明能够使得使用者在不频繁穿