
辊压机更换辊子方案.pptx

Wi****m7


1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
辊压机更换辊子方案.pptx
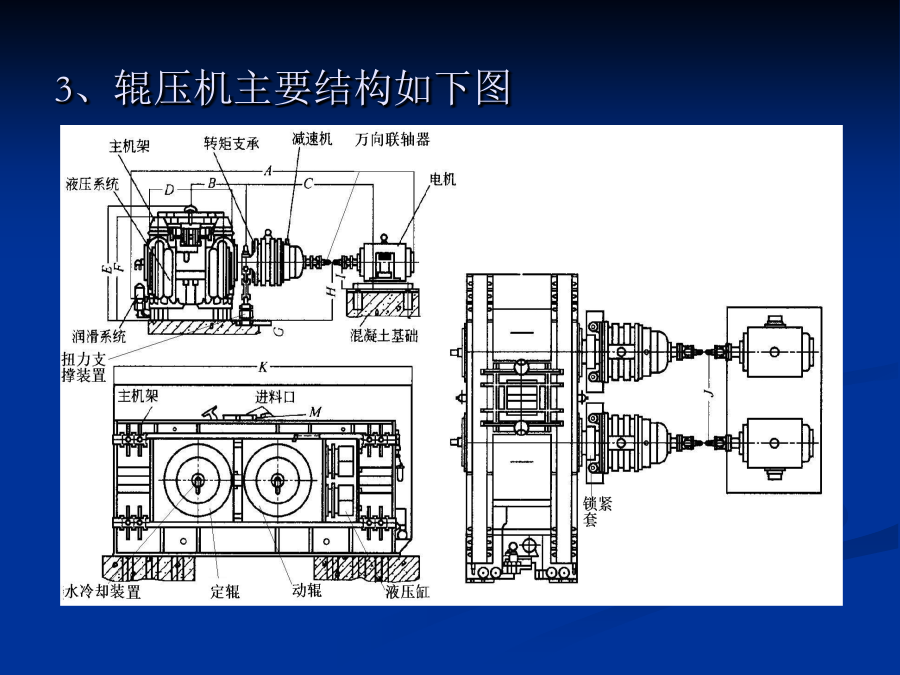
2、辊压机的应用辊压机除了用于水泥生料和熟料的粉磨外,还可以用于煤炭金属矿石,化工原料的脆性物料的粉磨。辊压机在预粉磨流程中已经取得了明显的经济效益,即节能25%,但根据国内外大量实验研究获得辊压机在混合粉磨流程,半终粉磨流程和完全终粉磨流程中可以获得更显著的经济效益,如全终的电耗可比传统粉磨节省35%~50%。3、辊压机主要结构如下图RP120-80辊压机更换辊子方案二、工作步骤及注意事项1、拆卸进料装置、气动闸板阀,放置到南侧空地上。2、拆卸上框架压板,放置到北侧空地上。注:①.放置上框架压板与进料装

辊压机更换辊子方案.pptx
2、辊压机的应用辊压机除了用于水泥生料和熟料的粉磨外,还可以用于煤炭金属矿石,化工原料的脆性物料的粉磨。辊压机在预粉磨流程中已经取得了明显的经济效益,即节能25%,但根据国内外大量实验研究获得辊压机在混合粉磨流程,半终粉磨流程和完全终粉磨流程中可以获得更显著的经济效益,如全终的电耗可比传统粉磨节省35%~50%。3、辊压机主要结构如下图RP120-80辊压机更换辊子方案二、工作步骤及注意事项1、拆卸进料装置、气动闸板阀,放置到南侧空地上。2、拆卸上框架压板,放置到北侧空地上。注:①.放置上框架压板与进料装

辊压机辊子更换技术方案.docx
辊压机活动辊轴承更换技术方案一、工器具准备序号名称规格型号数量备注1千斤顶1吨4台2手拉葫芦10吨4台3手拉葫芦5吨2台4手拉葫芦3吨4台5手拉葫芦1吨2台6活动扳手182把7开扳手122把8大锤2把9液压千斤顶3吨2台10塞尺3mm1把11钢丝绳①324根12滑轮10吨2件13卡环10吨4件14卡环5吨4件15交流焊机BX3152台16卷扬机5吨1台17氧气、乙炔3套、人员组织及安排组长1人技术员1人安全员1人维修人员焊工2人、钳工8人维修人员分两班作业。三、施工步骤1、办理停电手续后,拆卸进料装置、气

一种水泥生产用辊压机的辊子更换方法.pdf
本发明提供了一种水泥生产用辊压机的辊子更换方法,其特征在于,包括以下步骤实施跟换,具体如下:A、拆卸进料装置、气动闸板阀,B、拆卸上机架及相关部件,C、拆卸减速机;D、减速机在拆除后,E、将上机架吊起,F、吊离辊子,G、拆卸轴承座、轴承;H、辊压机平面进行组装;I、新辊子的安装;J、恢复结束后空转试车。本发明的有益效果:采用本方法施工比以前用卷扬机吊辊子时更省时间和人工,本方法虽然没有用行车吊辊子更省时间和人工,但是在工器具比较上,行车的价格太高,电动葫芦更显得经济实用,且行车的安装过程比电动葫芦繁琐,难

波形辊压机辊子波形的研究.docx
波形辊压机辊子波形的研究摘要本文主要研究波形辊压机辊子波形的设计与应用,介绍了波形辊的工作原理与结构特点,着重探讨了波形辊的形状对成型质量的影响,并对波形辊的设计和制造进行了阐述。论文结合实例,介绍了波形辊的应用情况,分析了其优点及存在的问题,提出了改进方案。关键词:波形辊压机;辊子波形;成型质量;设计与制造;应用一、绪论波形辊压机是一种利用辊子波形来压制钢材,从而获得不同的形状和尺寸的金属加工设备。相比于传统的压制设备,波形辊压机具有精度高、效率高、成品率高等优点,因此在汽车、航空、电子等行业中得到了广