
一种高温状态下消除热轧带钢残余应力的方法.pdf

雨巷****轶丽

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温状态下消除热轧带钢残余应力的方法.pdf
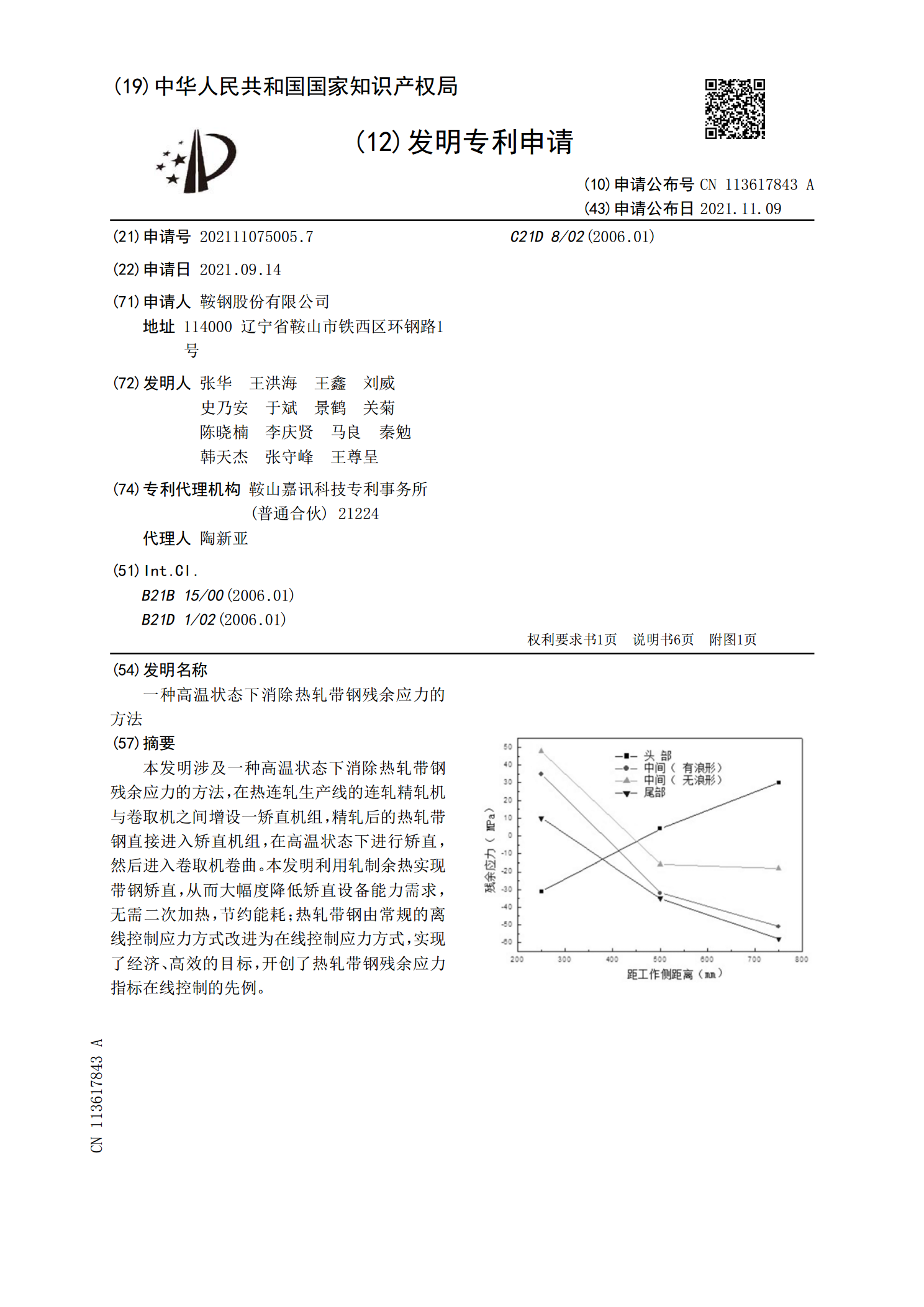
本发明涉及一种高温状态下消除热轧带钢残余应力的方法,在热连轧生产线的连轧精轧机与卷取机之间增设一矫直机组,精轧后的热轧带钢直接进入矫直机组,在高温状态下进行矫直,然后进入卷取机卷曲。本发明利用轧制余热实现带钢矫直,从而大幅度降低矫直设备能力需求,无需二次加热,节约能耗;热轧带钢由常规的离线控制应力方式改进为在线控制应力方式,实现了经济、高效的目标,开创了热轧带钢残余应力指标在线控制的先例。

一种热轧高强钢残余应力消除方法.pdf
一种热轧高强钢残余应力消除方法,生产流程包括(1)对厚度≥8mm的钢卷入缓冷坑缓冷处理;(2)对于厚度<8mm的钢卷进行空冷,钢卷冷却到室温后,进行平整轧制,重新卷取成卷。采用辊式矫直机组对上述进行过处理的高强钢卷进行矫直开平、定尺、横切成钢板。采用辊底式热处理炉对开平的钢板进行去应力退火,消除钢板内应力,出炉后采用堆垛冷却方式进行缓冷,最后用矫直机组进行钢板的矫直,使得高强钢板获得良好的板形稳定性,能够满足用户对高强钢板的平坦度小于等于2mm/m的严格要求。可以利用现有的热处理炉和辊式矫直设备,降低了投
热轧高强度带钢的低温残余应力调控方法.pdf
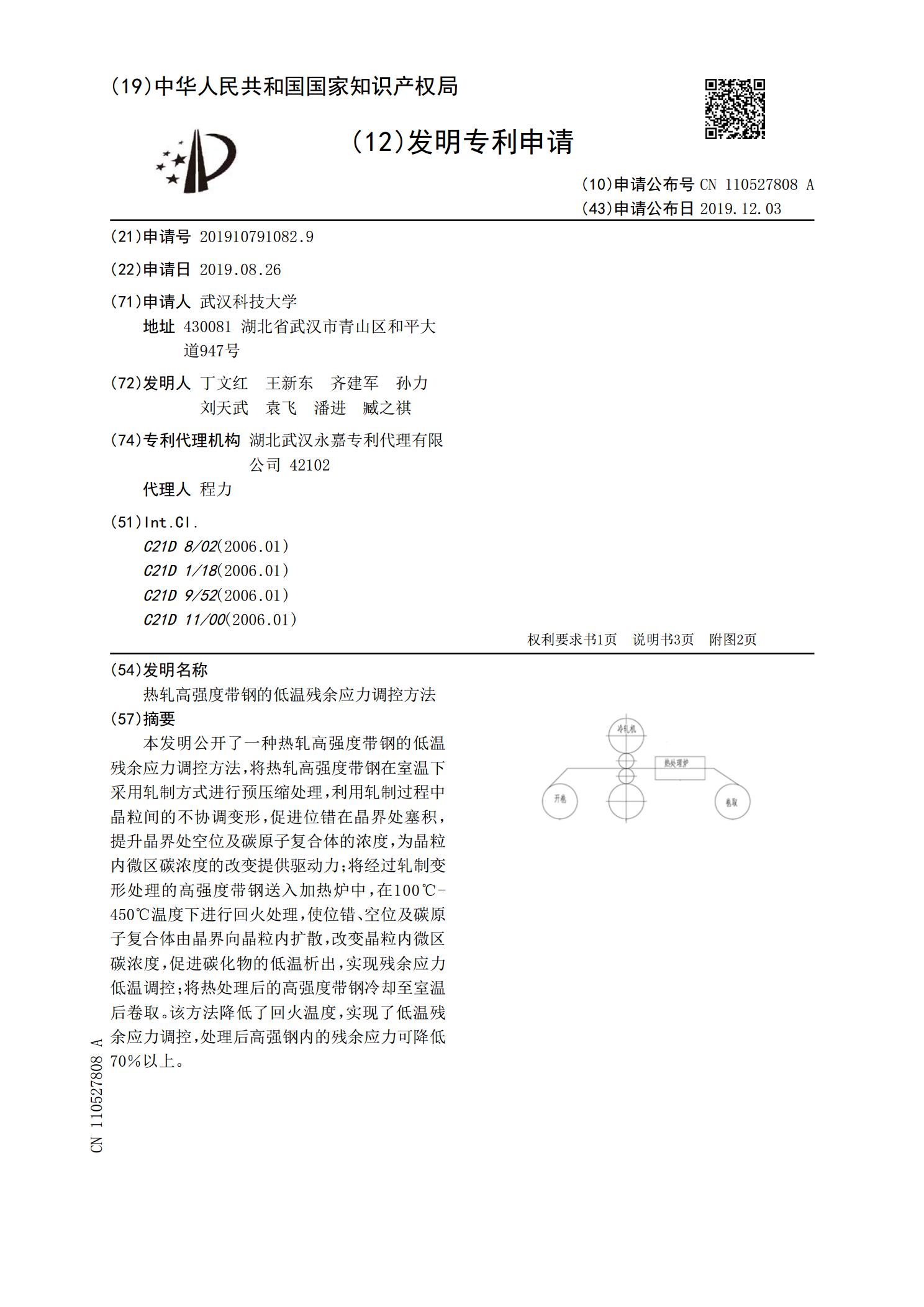
本发明公开了一种热轧高强度带钢的低温残余应力调控方法,将热轧高强度带钢在室温下采用轧制方式进行预压缩处理,利用轧制过程中晶粒间的不协调变形,促进位错在晶界处塞积,提升晶界处空位及碳原子复合体的浓度,为晶粒内微区碳浓度的改变提供驱动力;将经过轧制变形处理的高强度带钢送入加热炉中,在100℃‑450℃温度下进行回火处理,使位错、空位及碳原子复合体由晶界向晶粒内扩散,改变晶粒内微区碳浓度,促进碳化物的低温析出,实现残余应力低温调控;将热处理后的高强度带钢冷却至室温后卷取。该方法降低了回火温度,实现了低温残余应力

残余应力消除方法研究.docx
残余应力消除方法研究一、引言残余应力是指在零应力状态下,在物体内部产生的一种静止状态下的应力分布。在工程机械、航空航天、医疗器械等领域中,残余应力往往会对材料性质、零件寿命和准确度等方面产生影响。因此,消除残余应力是非常重要的。二、残余应力的成因1.加工造成:如车削、铣削、钻孔等。2.热处理引起的瞬间变形:如加热、回火、淬火等。3.焊接和热喷涂等热加工:如电弧焊、氩弧焊等。4.材料自身应力:如钢板在冷却时的自然减弱等。三、残余应力对材料的影响1.机械性能下降:强度、塑性、韧性等指标下降。2.疲劳寿命降低:
一种焊道残余应力消除装置及方法.pdf
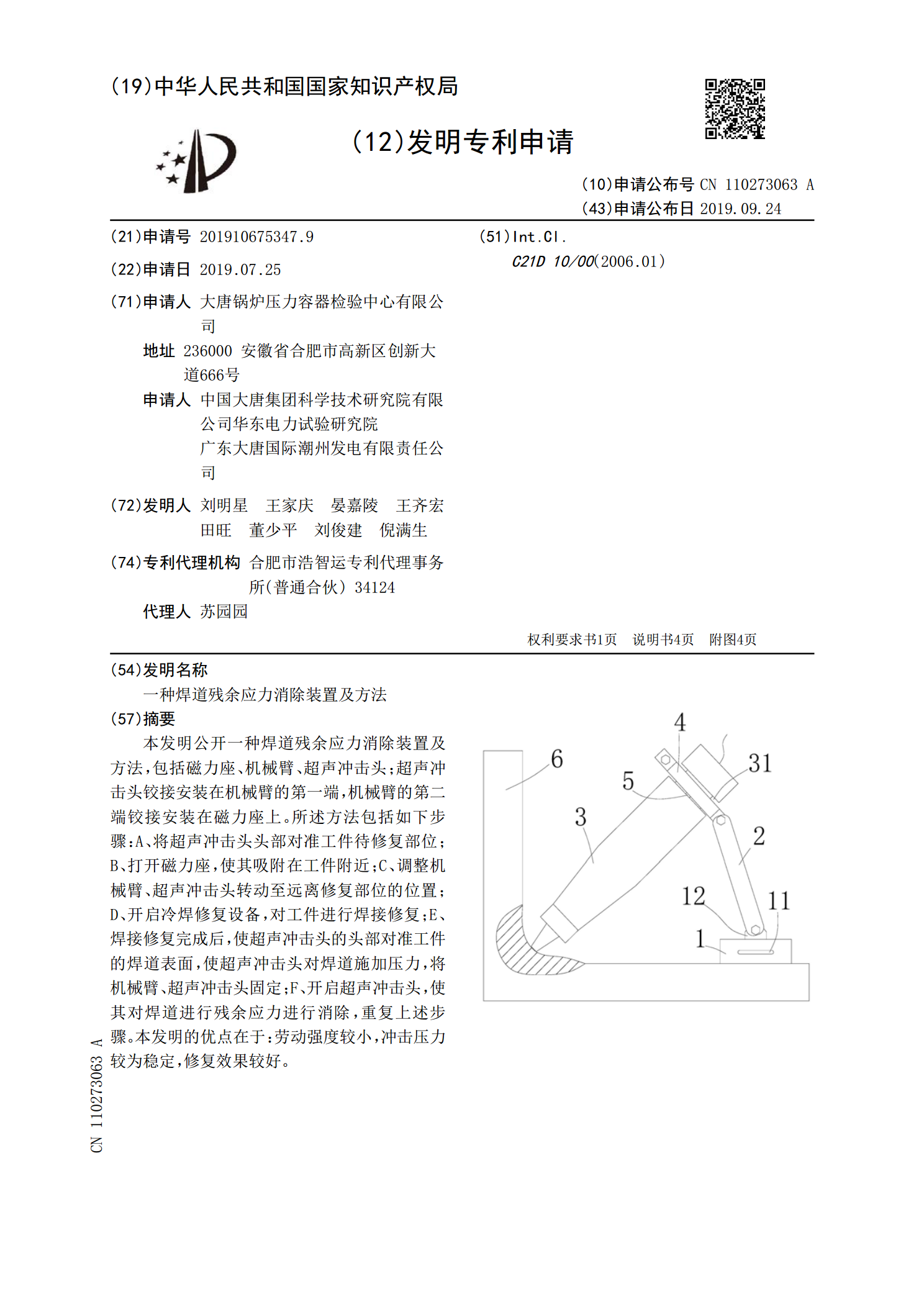
本发明公开一种焊道残余应力消除装置及方法,包括磁力座、机械臂、超声冲击头;超声冲击头铰接安装在机械臂的第一端,机械臂的第二端铰接安装在磁力座上。所述方法包括如下步骤:A、将超声冲击头头部对准工件待修复部位;B、打开磁力座,使其吸附在工件附近;C、调整机械臂、超声冲击头转动至远离修复部位的位置;D、开启冷焊修复设备,对工件进行焊接修复;E、焊接修复完成后,使超声冲击头的头部对准工件的焊道表面,使超声冲击头对焊道施加压力,将机械臂、超声冲击头固定;F、开启超声冲击头,使其对焊道进行残余应力进行消除,重复上述步