
工件加工控制方法、装置、处理器及工件加工设备.pdf

海昌****姐淑

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工件加工控制方法、装置、处理器及工件加工设备.pdf
本发明公开了一种工件加工控制方法、装置、处理器及工件加工设备,工件加工控制方法包括:确定分割器料盘的各个目标料位是否承载有工件;在任意一个目标料位承载有工件,且转动至与相应的预设加工机构对应的位置处的情况下,控制相应的预设加工机构执行针对工件的加工动作;在任意一个的目标料位未承载有工件,且转动至与相应的预设加工机构对应的位置处的情况下,控制相应的预设加工机构不执行针对工件的加工动作。本发明的工件加工控制方法解决了现有技术中在采用分割器料盘配合加工机构对工件进行加工时设备损耗大且能耗高的问题。

工件加工设备及用于运行工件加工设备的方法和控制装置.pdf
一种用于对工件(48、51)进行加工的工件加工设备(10),其包括:用于制造和/或加工工件(48、51)的边缘(50b、61a)的工具。本发明提出,工件加工设备包括至少一个提供信号的传感器装置(42),基于所述信号能够确定加工后的工件(48)的几何形状特性。
工件加工设备和工件加工设备的运行方法.pdf
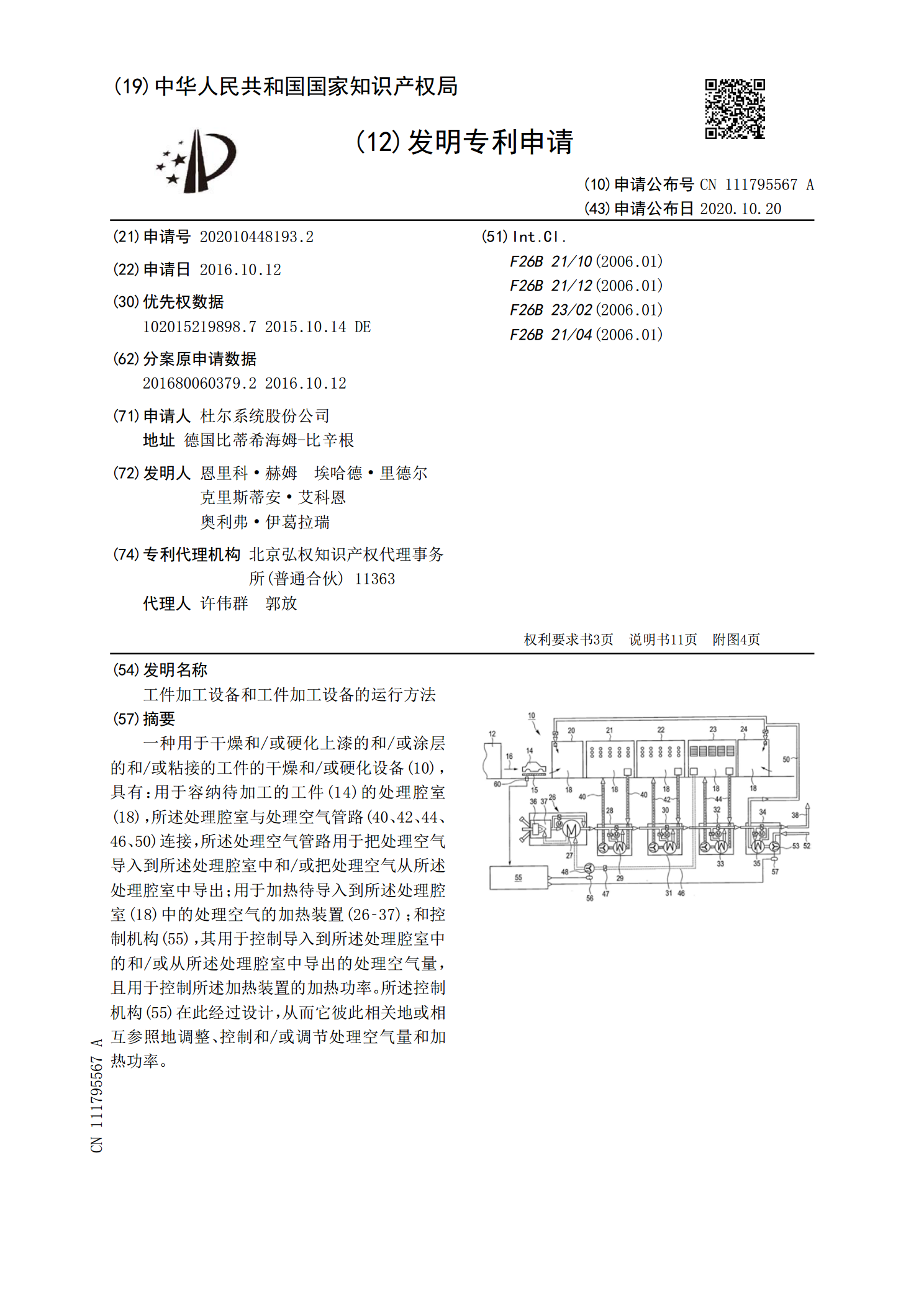
一种用于干燥和/或硬化上漆的和/或涂层的和/或粘接的工件的干燥和/或硬化设备(10),具有:用于容纳待加工的工件(14)的处理腔室(18),所述处理腔室与处理空气管路(40、42、44、46、50)连接,所述处理空气管路用于把处理空气导入到所述处理腔室中和/或把处理空气从所述处理腔室中导出;用于加热待导入到所述处理腔室(18)中的处理空气的加热装置(26‑37);和控制机构(55),其用于控制导入到所述处理腔室中的和/或从所述处理腔室中导出的处理空气量,且用于控制所述加热装置的加热功率。所述控制机构(55
工件加工设备和工件加工设备的运行方法.pdf
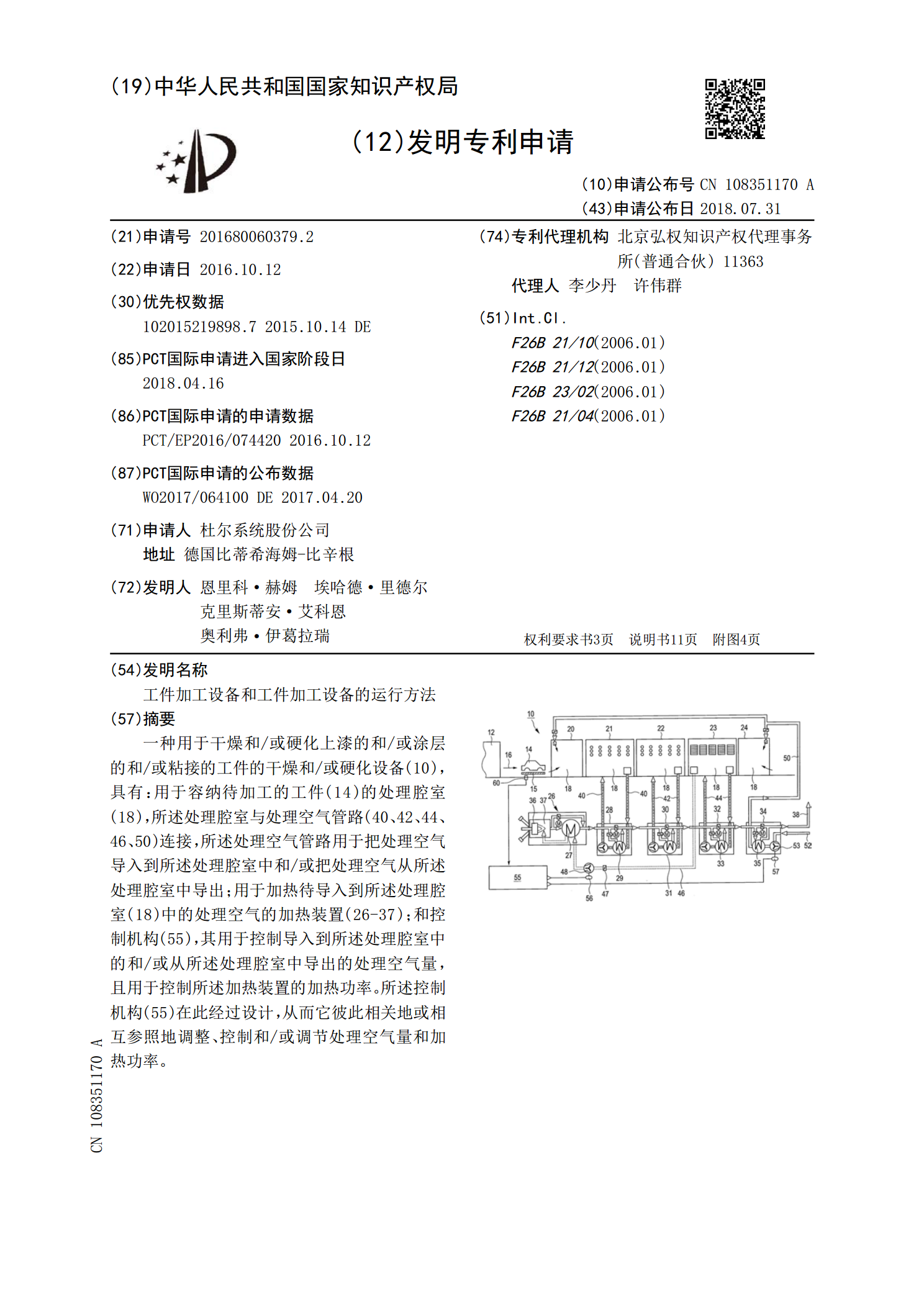
一种用于干燥和/或硬化上漆的和/或涂层的和/或粘接的工件的干燥和/或硬化设备(10),具有:用于容纳待加工的工件(14)的处理腔室(18),所述处理腔室与处理空气管路(40、42、44、46、50)连接,所述处理空气管路用于把处理空气导入到所述处理腔室中和/或把处理空气从所述处理腔室中导出;用于加热待导入到所述处理腔室(18)中的处理空气的加热装置(26‑37);和控制机构(55),其用于控制导入到所述处理腔室中的和/或从所述处理腔室中导出的处理空气量,且用于控制所述加热装置的加热功率。所述控制机构(55
运行工件加工设备的方法以及工件加工设备.pdf
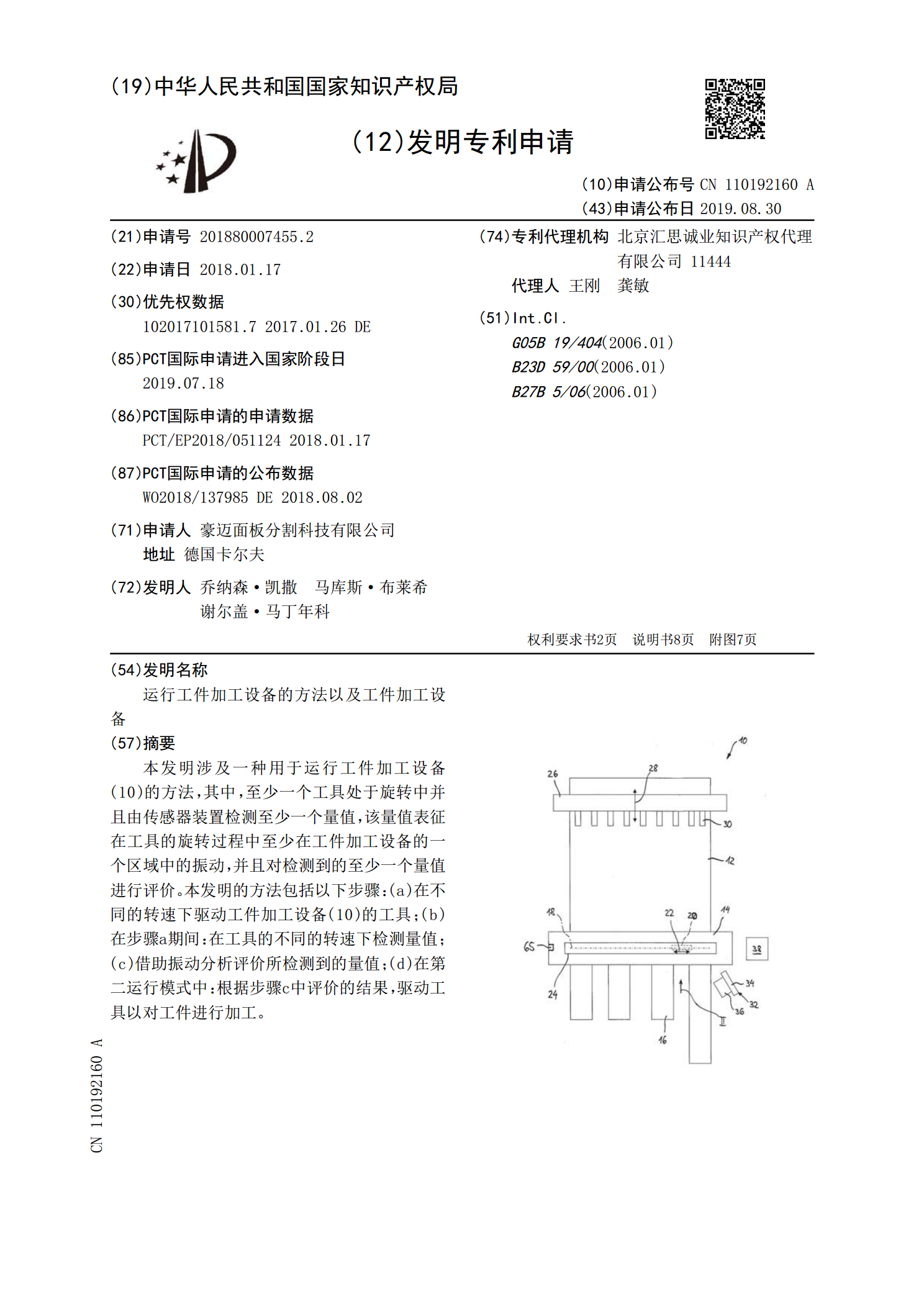
本发明涉及一种用于运行工件加工设备(10)的方法,其中,至少一个工具处于旋转中并且由传感器装置检测至少一个量值,该量值表征在工具的旋转过程中至少在工件加工设备的一个区域中的振动,并且对检测到的至少一个量值进行评价。本发明的方法包括以下步骤:(a)在不同的转速下驱动工件加工设备(10)的工具;(b)在步骤a期间:在工具的不同的转速下检测量值;(c)借助振动分析评价所检测到的量值;(d)在第二运行模式中:根据步骤c中评价的结果,驱动工具以对工件进行加工。