
一种用于高效加工复合材料的金刚石涂层刀具.pdf

小琛****82

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于高效加工复合材料的金刚石涂层刀具.pdf
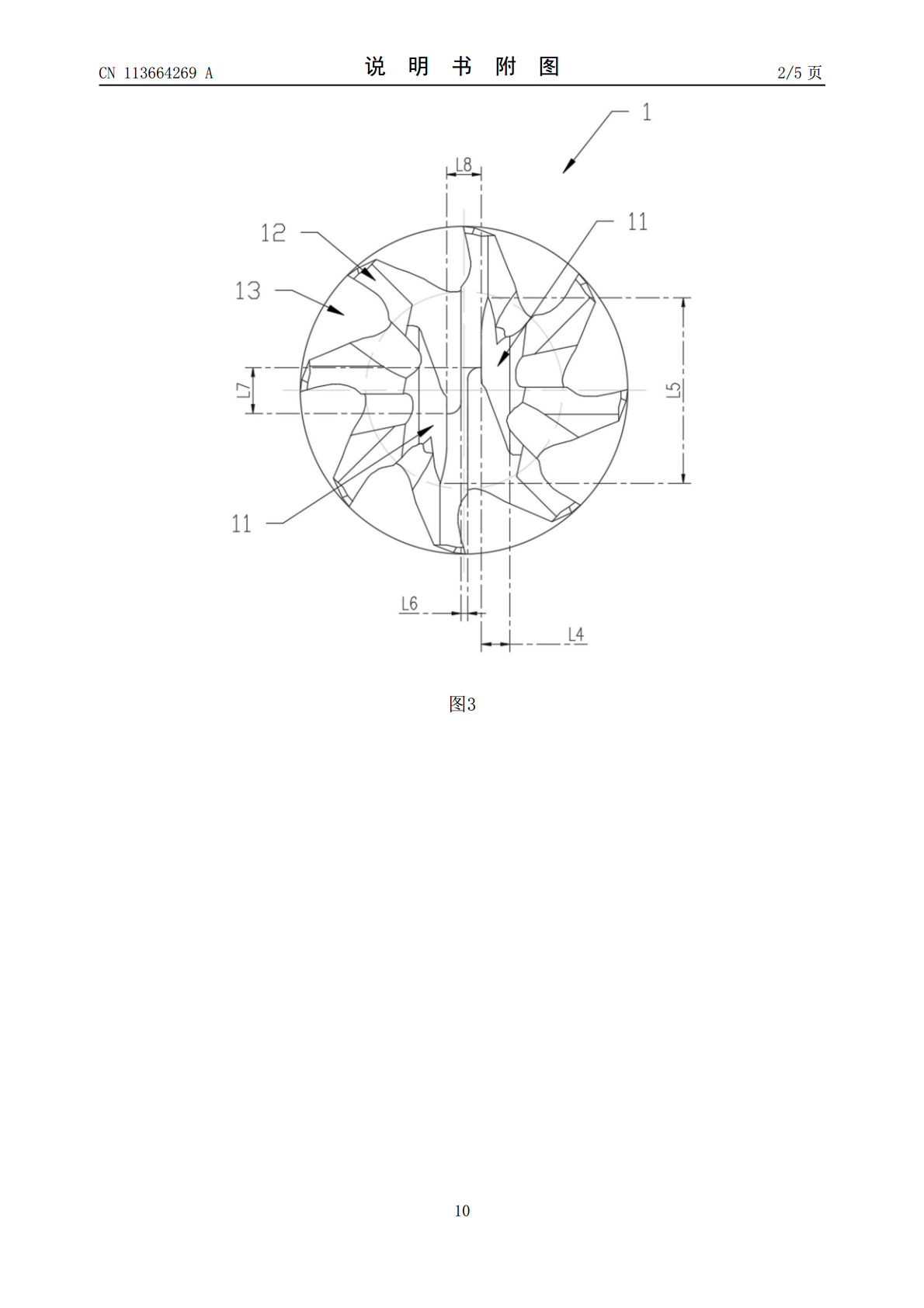
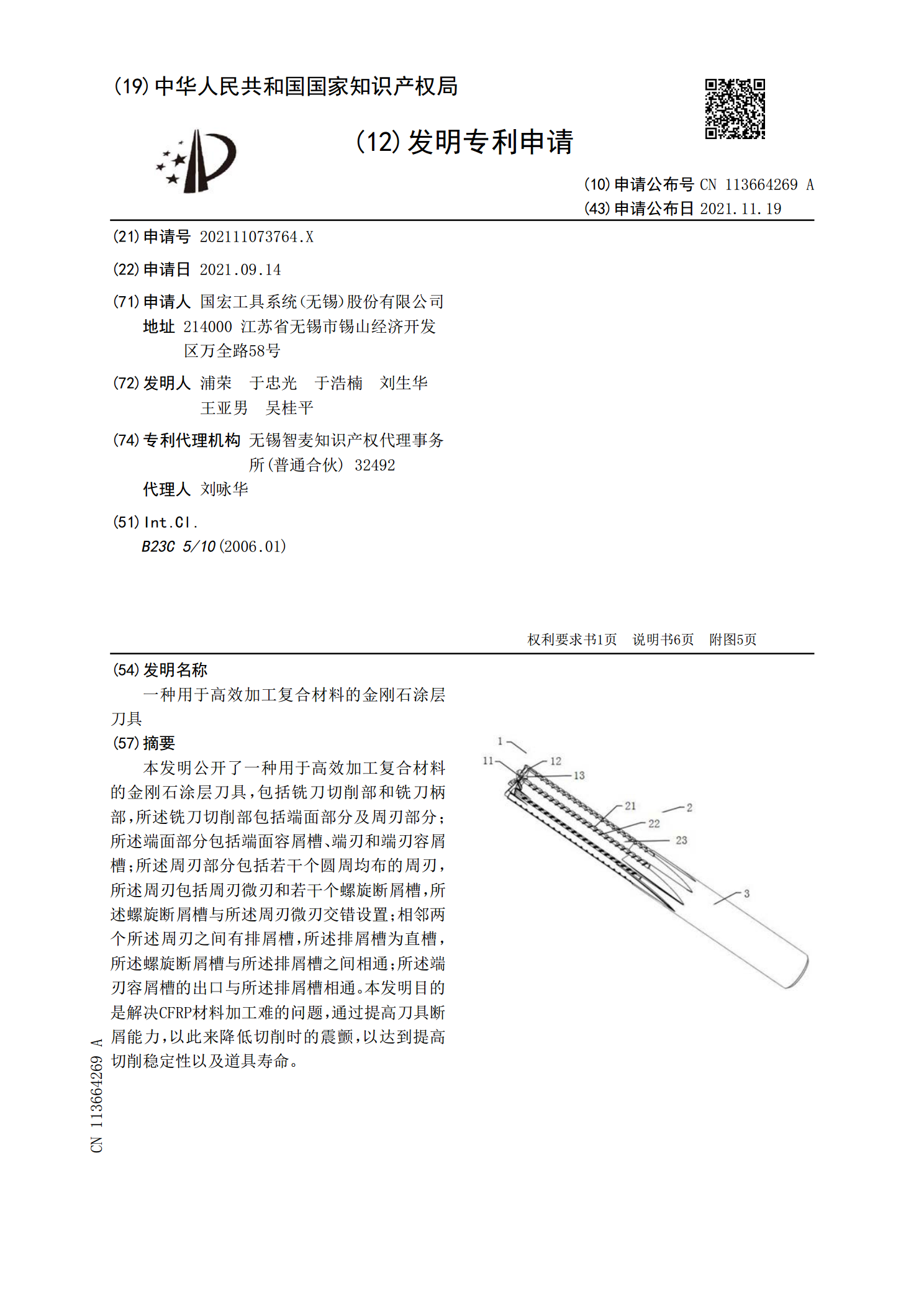
本发明公开了一种用于高效加工复合材料的金刚石涂层刀具,包括铣刀切削部和铣刀柄部,所述铣刀切削部包括端面部分及周刃部分;所述端面部分包括端面容屑槽、端刃和端刃容屑槽;所述周刃部分包括若干个圆周均布的周刃,所述周刃包括周刃微刃和若干个螺旋断屑槽,所述螺旋断屑槽与所述周刃微刃交错设置;相邻两个所述周刃之间有排屑槽,所述排屑槽为直槽,所述螺旋断屑槽与所述排屑槽之间相通;所述端刃容屑槽的出口与所述排屑槽相通。本发明目的是解决CFRP材料加工难的问题,通过提高刀具断屑能力,以此来降低切削时的震颤,以达到提高切削稳定性
一种用于蜂窝及复合材料高效加工的内吸式铣削刀具.pdf
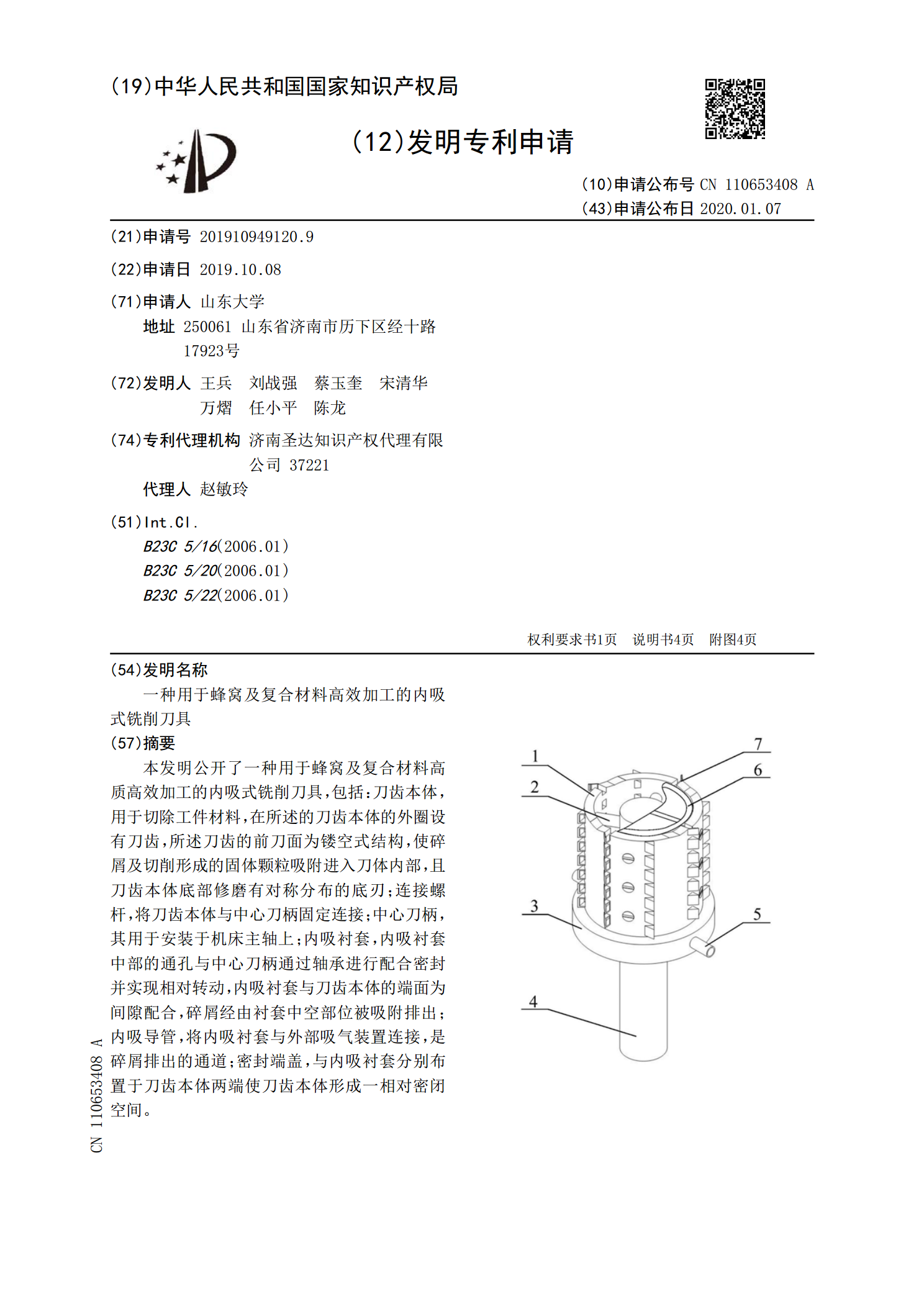
本发明公开了一种用于蜂窝及复合材料高质高效加工的内吸式铣削刀具,包括:刀齿本体,用于切除工件材料,在所述的刀齿本体的外圈设有刀齿,所述刀齿的前刀面为镂空式结构,使碎屑及切削形成的固体颗粒吸附进入刀体内部,且刀齿本体底部修磨有对称分布的底刃;连接螺杆,将刀齿本体与中心刀柄固定连接;中心刀柄,其用于安装于机床主轴上;内吸衬套,内吸衬套中部的通孔与中心刀柄通过轴承进行配合密封并实现相对转动,内吸衬套与刀齿本体的端面为间隙配合,碎屑经由衬套中空部位被吸附排出;内吸导管,将内吸衬套与外部吸气装置连接,是碎屑排出的通
一种用于刀具的复合涂层.pdf
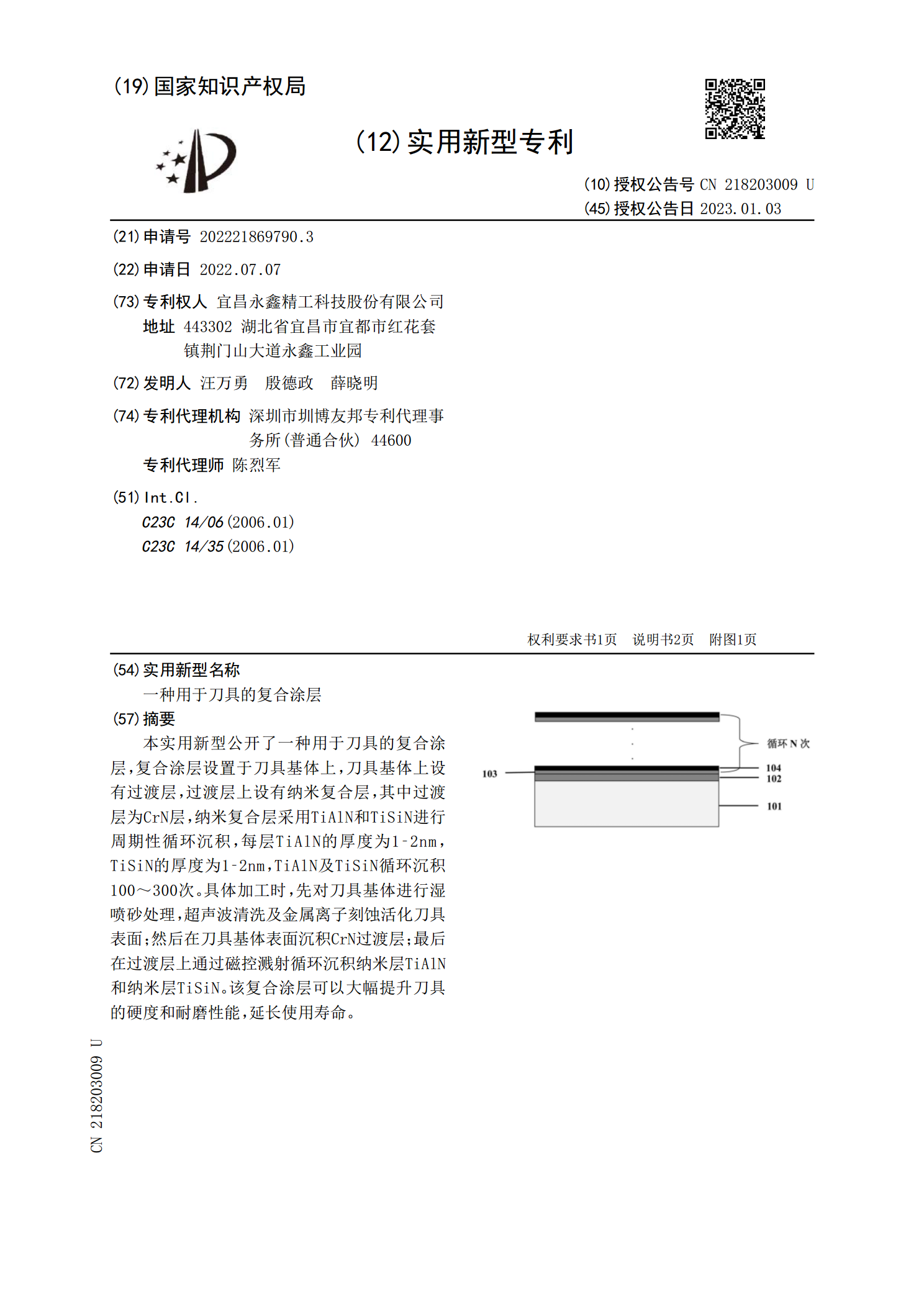
本实用新型公开了一种用于刀具的复合涂层,复合涂层设置于刀具基体上,刀具基体上设有过渡层,过渡层上设有纳米复合层,其中过渡层为CrN层,纳米复合层采用TiAlN和TiSiN进行周期性循环沉积,每层TiAlN的厚度为1?2nm,TiSiN的厚度为1?2nm,TiAlN及TiSiN循环沉积100~300次。具体加工时,先对刀具基体进行湿喷砂处理,超声波清洗及金属离子刻蚀活化刀具表面;然后在刀具基体表面沉积CrN过渡层;最后在过渡层上通过磁控溅射循环沉积纳米层TiAlN和纳米层TiSiN。该复合涂层可以大幅提升刀
一种用于火车轮毂加工的涂层刀具的制备方法.pdf
本发明公开了一种用于火车轮毂加工的涂层刀具的制备方法,包括以下步骤:(1)将WC粉、Co粉和MC

一种金刚石涂层刀具退涂的方法.pdf
本发明公开了一种金刚石涂层刀具退涂的方法,包括将磨损后的金刚石涂层刀具用丙酮、酒精清洗干净;将磨损后的金刚石涂层刀具固定于等离子增强化学气相沉积设备的样品台中央,待等离子增强化学气相沉积设备抽真空至1-5×10