
一种防止孔变形的折弯方法.pdf

玉怡****文档


1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止孔变形的折弯方法.pdf
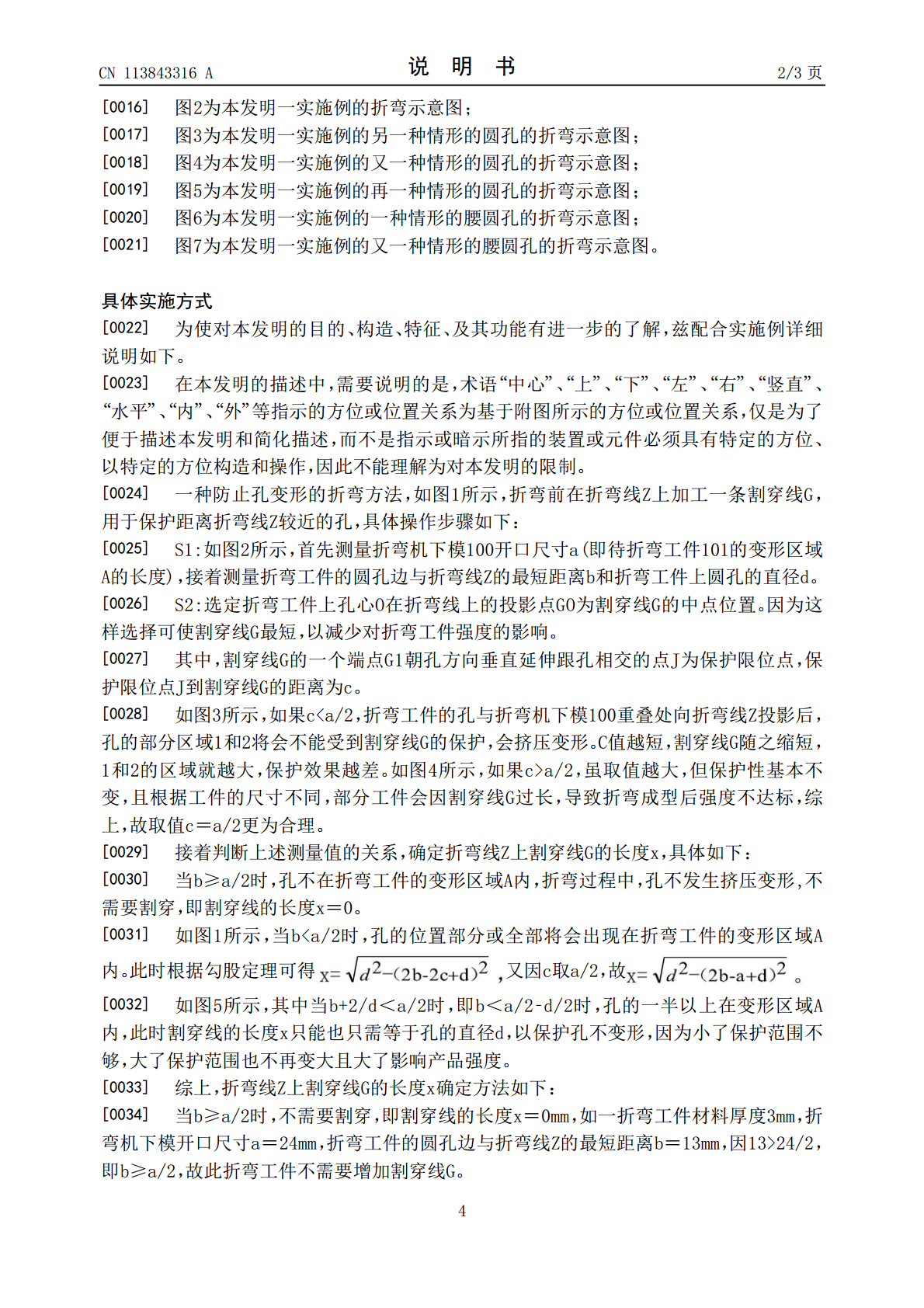
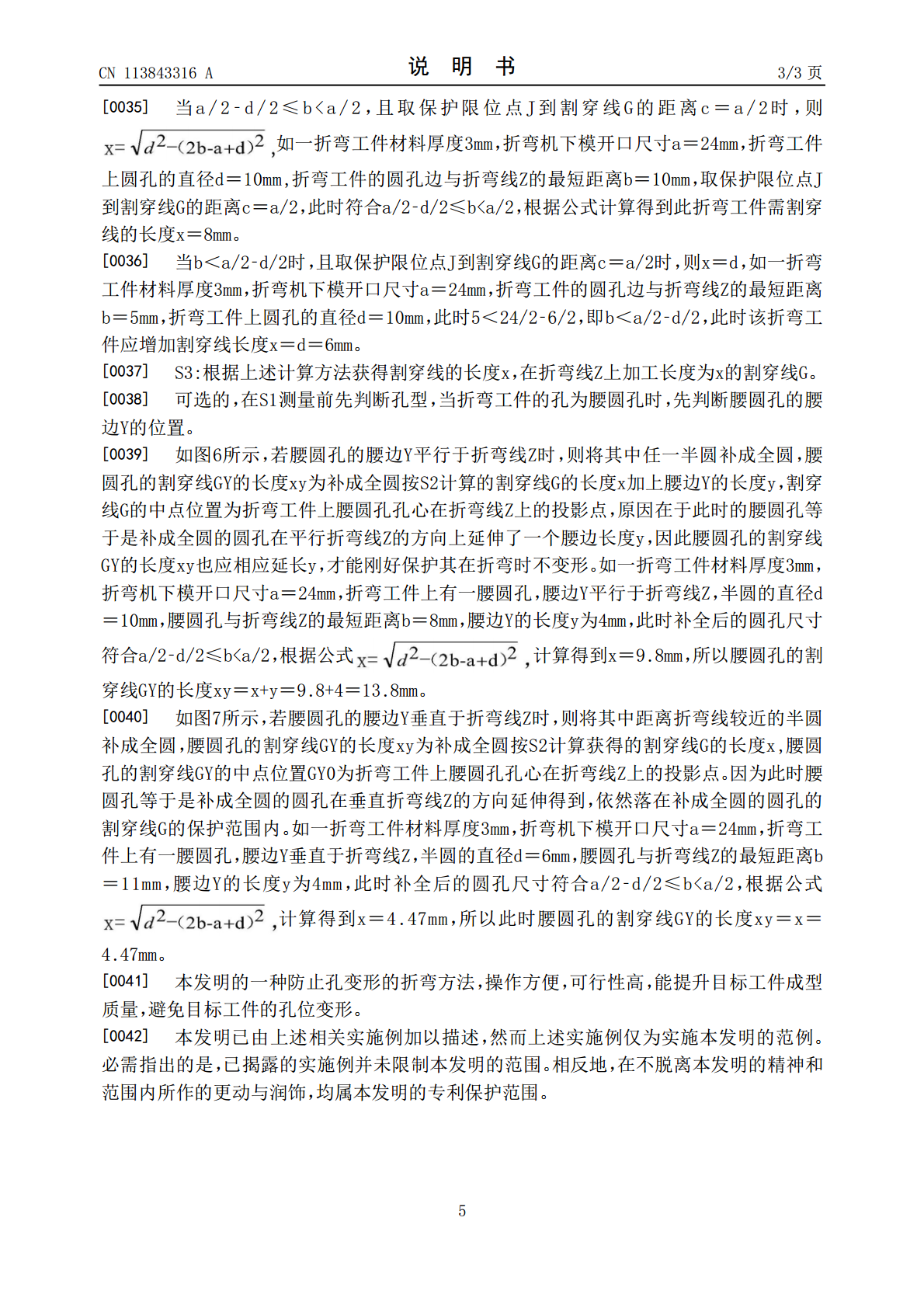
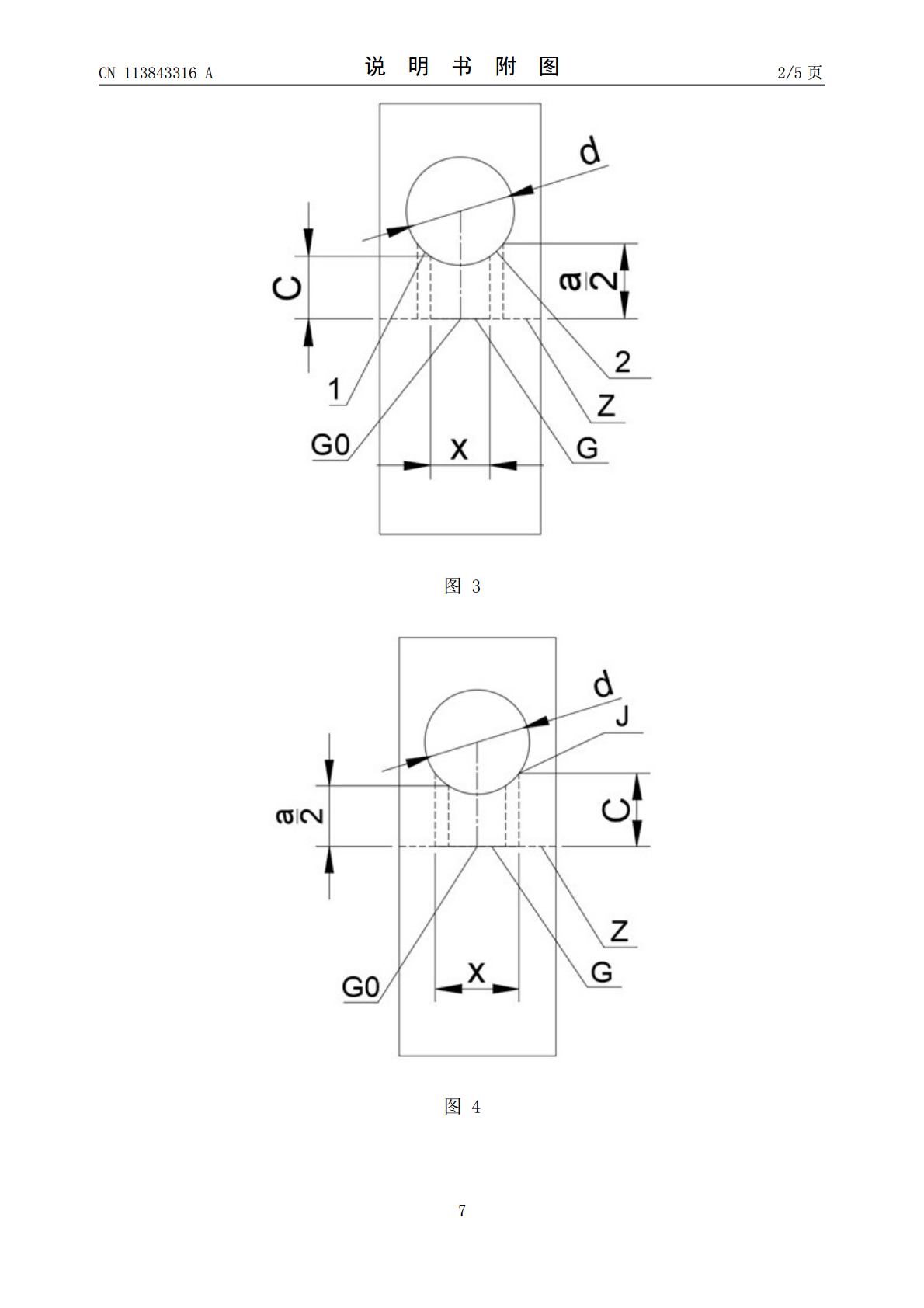
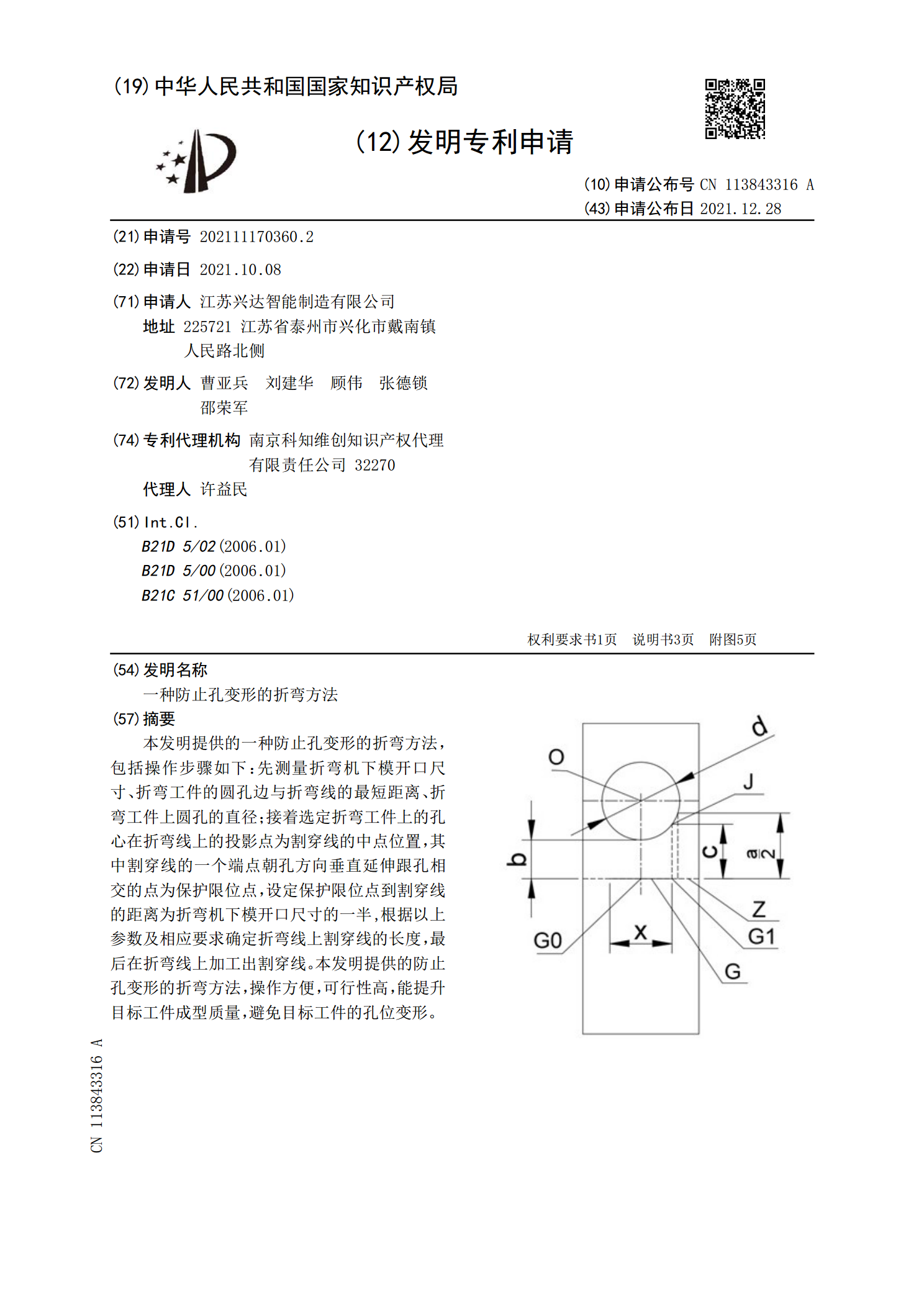
本发明提供的一种防止孔变形的折弯方法,包括操作步骤如下:先测量折弯机下模开口尺寸、折弯工件的圆孔边与折弯线的最短距离、折弯工件上圆孔的直径;接着选定折弯工件上的孔心在折弯线上的投影点为割穿线的中点位置,其中割穿线的一个端点朝孔方向垂直延伸跟孔相交的点为保护限位点,设定保护限位点到割穿线的距离为折弯机下模开口尺寸的一半,根据以上参数及相应要求确定折弯线上割穿线的长度,最后在折弯线上加工出割穿线。本发明提供的防止孔变形的折弯方法,操作方便,可行性高,能提升目标工件成型质量,避免目标工件的孔位变形。
一种钢板冷折弯变形方法.pdf
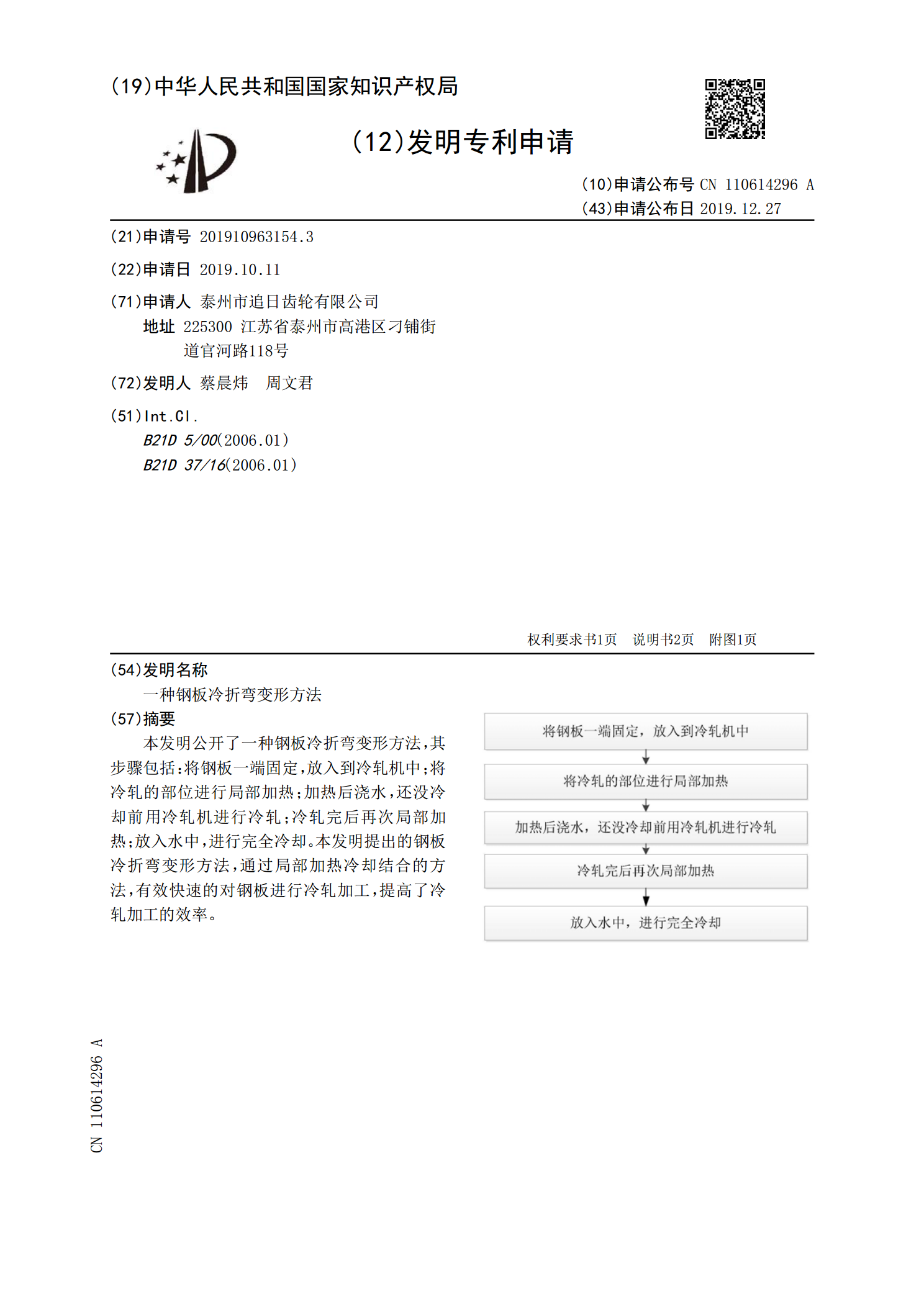
本发明公开了一种钢板冷折弯变形方法,其步骤包括:将钢板一端固定,放入到冷轧机中;将冷轧的部位进行局部加热;加热后浇水,还没冷却前用冷轧机进行冷轧;冷轧完后再次局部加热;放入水中,进行完全冷却。本发明提出的钢板冷折弯变形方法,通过局部加热冷却结合的方法,有效快速的对钢板进行冷轧加工,提高了冷轧加工的效率。

一种防止空心锻造主轴内孔变形的内孔护具.pdf
一种防止空心锻造主轴内孔变形的内孔护具,包括胎膜、空心主轴和主轴内孔,空心主轴的上端设置内孔护模,所述内孔护膜为T型,内孔护膜由竖直设置的支撑杆和其上部的限位法兰组成,限位法兰呈上部大下部小的倒圆台形,支撑杆位于主轴内孔内。在法兰成型过程和轴身芯棒拔长过程不一样由于内孔没有芯棒支撑,内孔法兰端部的变形是必然的,本发明的设计来支撑内孔保证法兰成型过程中内孔不变形。本发明避免了空心锻造过程中,主轴内孔变形的问题。本发明结构简单,成本较低,在实际操作中很简便实用,能有效防止空心主轴镦法兰过程中内孔的变形。可以根

一种防止松木变形开裂的方法.pdf
本发明主要涉及木制品加工技术领域,公开了一种防止松木变形开裂的方法,包括:整理、冷冻、发酵、一次干燥、加湿、二次干燥;方法简单,便于批量处理,处理过程中不加入任何有毒试剂,安全健康,经过处理后的松木含水量稳定,吸水能力下降,从根本上防止变形开裂,使使用寿命延长14.5%,明显提高松木制品的使用价值;将采伐的松木按需要的长度截断,保留松木皮,增加松木皮的保护作用,抑制松木处理过程中色泽的变化,便于后期统一漂白处理;将松木段置于处理室,逐渐降温进行冷冻,在低温环境下减少松木中的水分,增加松木纤维间的空隙,提高

一种防止热轧卷冷却变形的内孔支撑设备及其使用方法.pdf
本发明公开了一种防止热轧卷冷却变形的内孔支撑设备,其特征在于:包括内孔支撑装置、移动机架、操控主机架、以及底部机架;所述内孔支撑装置放置于所述移动机架的前端;所述移动机架固定设于所述操控主机架的顶部;所述操控主机架滑动设于所述底部机架的顶部。本发明在使用时,通过移动机架将内孔支撑装置送入至热轧卷的内孔处,并通过传动部件,使上张紧片和下张紧片在热轧卷的内孔发生形变之前对其进行支撑,即通过调整上张紧片和下张紧片的位置,使其与热轧卷内孔紧密贴合施加一上下支撑力,以防止热轧卷在冷却的过程中发生形变,提高了热轧卷的