
一种智能电熔焊接温度控制方法及装置.pdf

一只****ua

1/10
2/10
3/10
4/10
5/10
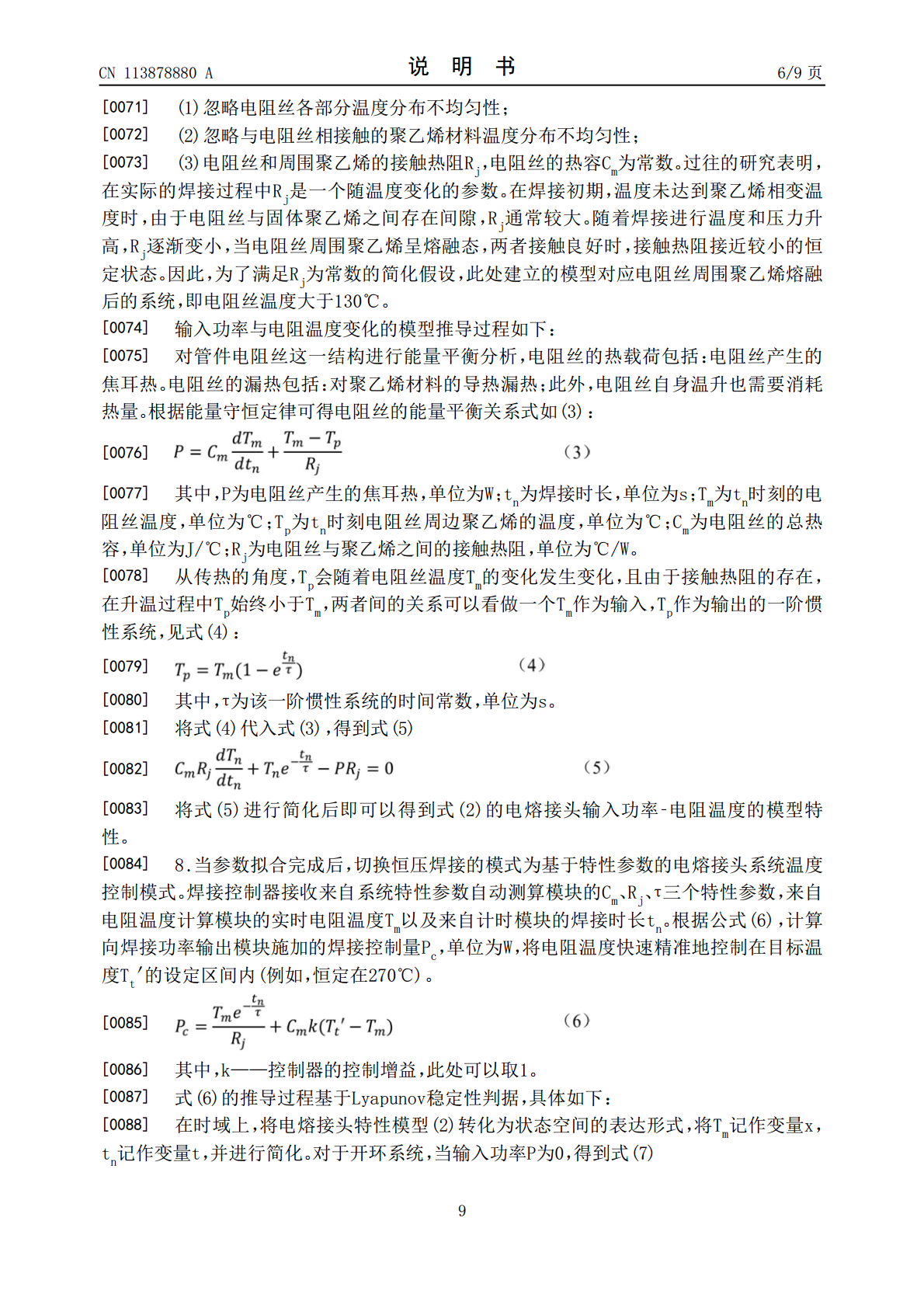
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种智能电熔焊接温度控制方法及装置.pdf
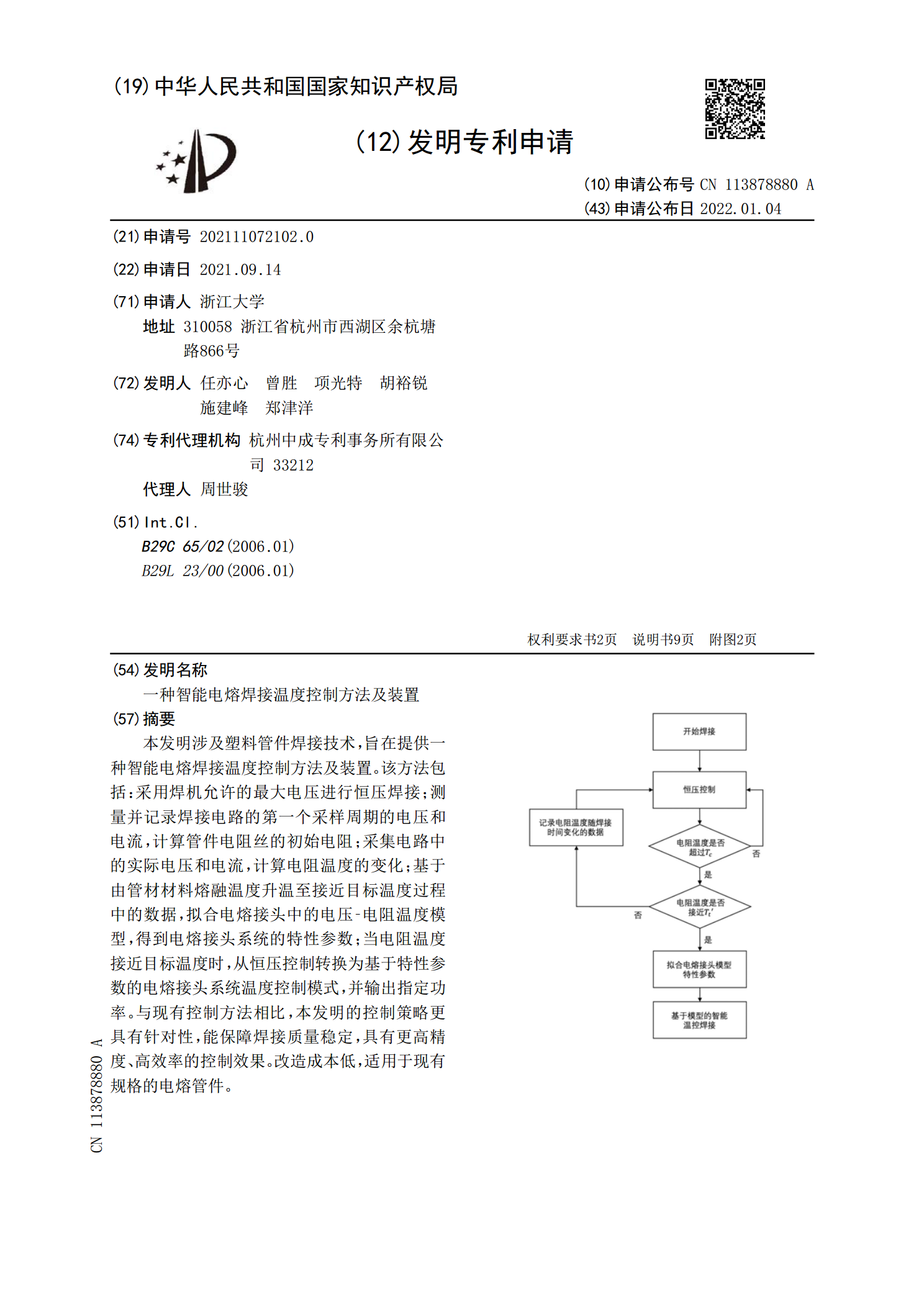
本发明涉及塑料管件焊接技术,旨在提供一种智能电熔焊接温度控制方法及装置。该方法包括:采用焊机允许的最大电压进行恒压焊接;测量并记录焊接电路的第一个采样周期的电压和电流,计算管件电阻丝的初始电阻;采集电路中的实际电压和电流,计算电阻温度的变化;基于由管材材料熔融温度升温至接近目标温度过程中的数据,拟合电熔接头中的电压‑电阻温度模型,得到电熔接头系统的特性参数;当电阻温度接近目标温度时,从恒压控制转换为基于特性参数的电熔接头系统温度控制模式,并输出指定功率。与现有控制方法相比,本发明的控制策略更具有针对性,能
一种电烤火炉的智能温度控制装置及控制方法.pdf
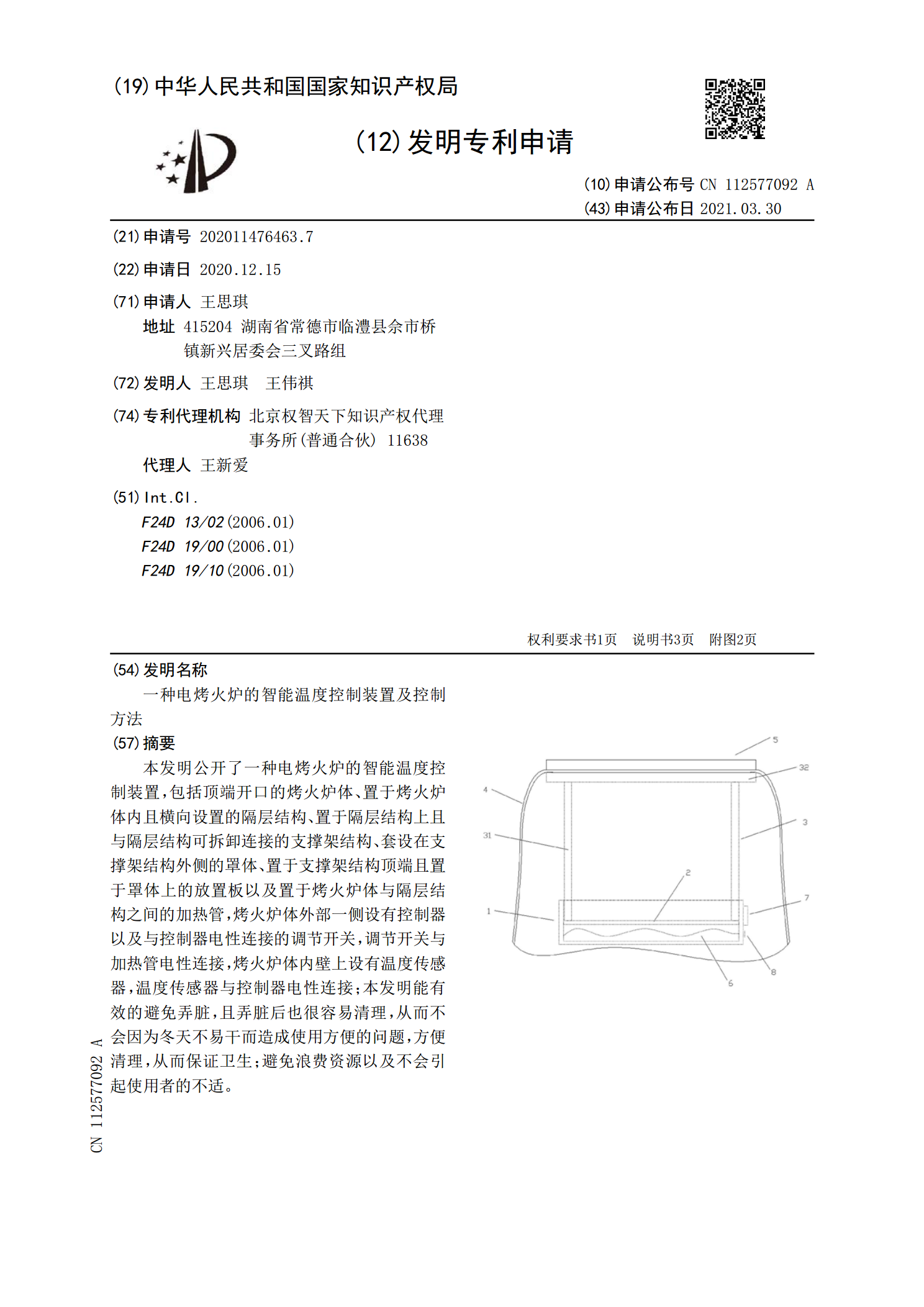
本发明公开了一种电烤火炉的智能温度控制装置,包括顶端开口的烤火炉体、置于烤火炉体内且横向设置的隔层结构、置于隔层结构上且与隔层结构可拆卸连接的支撑架结构、套设在支撑架结构外侧的罩体、置于支撑架结构顶端且置于罩体上的放置板以及置于烤火炉体与隔层结构之间的加热管,烤火炉体外部一侧设有控制器以及与控制器电性连接的调节开关,调节开关与加热管电性连接,烤火炉体内壁上设有温度传感器,温度传感器与控制器电性连接;本发明能有效的避免弄脏,且弄脏后也很容易清理,从而不会因为冬天不易干而造成使用方便的问题,方便清理,从而保证
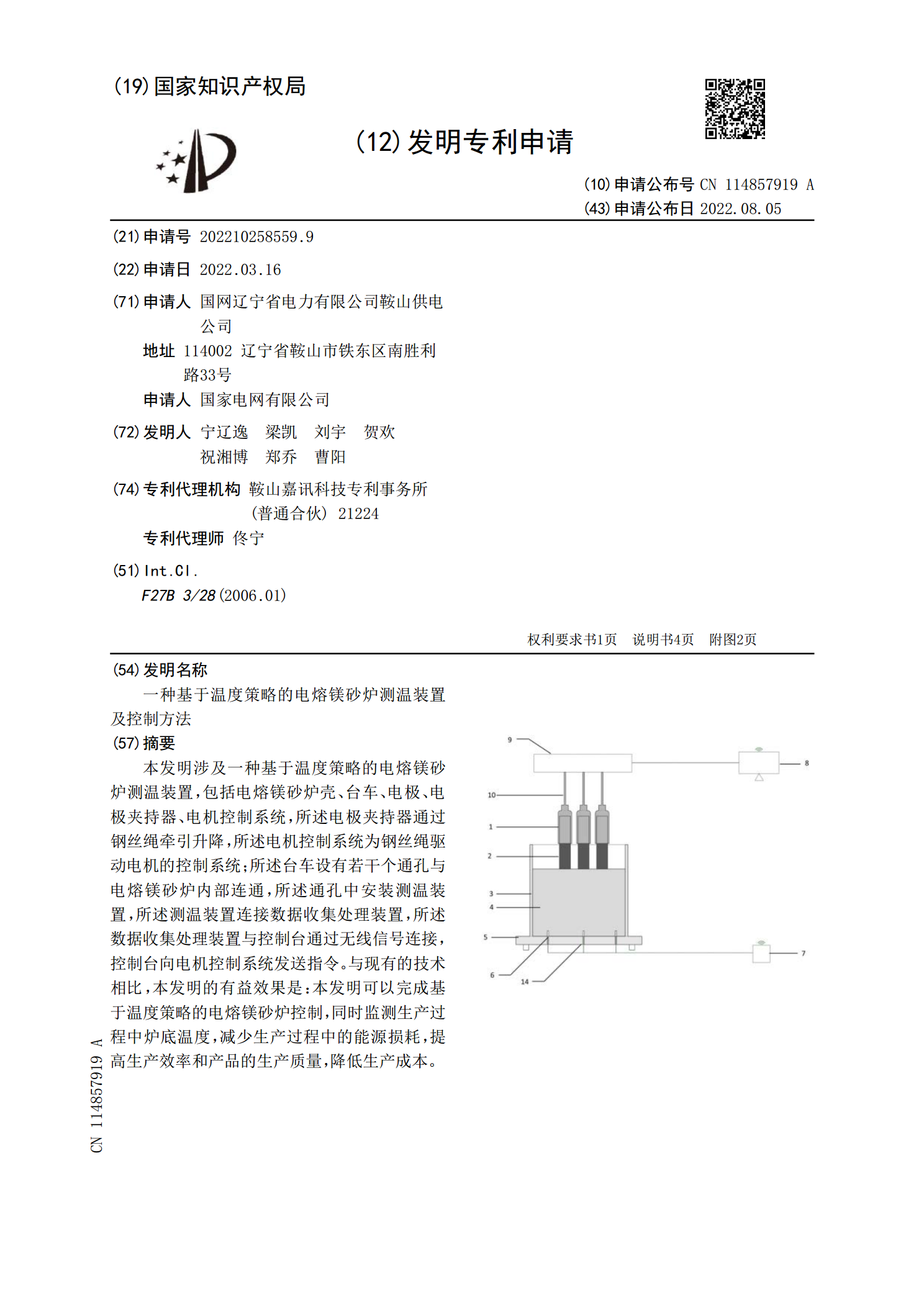
一种基于温度策略的电熔镁砂炉测温装置及控制方法.pdf
本发明涉及一种基于温度策略的电熔镁砂炉测温装置,包括电熔镁砂炉壳、台车、电极、电极夹持器、电机控制系统,所述电极夹持器通过钢丝绳牵引升降,所述电机控制系统为钢丝绳驱动电机的控制系统;所述台车设有若干个通孔与电熔镁砂炉内部连通,所述通孔中安装测温装置,所述测温装置连接数据收集处理装置,所述数据收集处理装置与控制台通过无线信号连接,控制台向电机控制系统发送指令。与现有的技术相比,本发明的有益效果是:本发明可以完成基于温度策略的电熔镁砂炉控制,同时监测生产过程中炉底温度,减少生产过程中的能源损耗,提高生产效率和
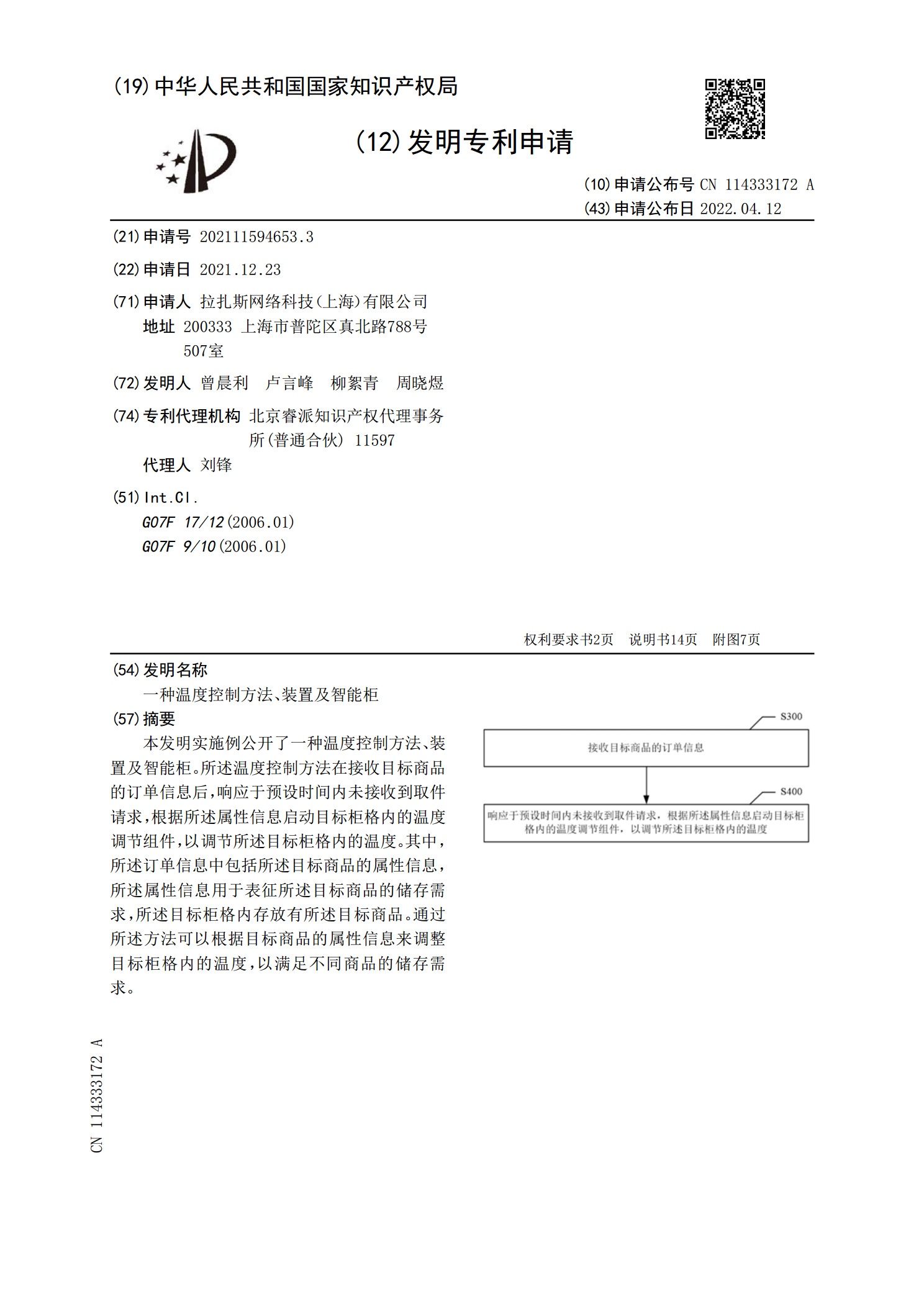
一种温度控制方法、装置及智能柜.pdf
本发明实施例公开了一种温度控制方法、装置及智能柜。所述温度控制方法在接收目标商品的订单信息后,响应于预设时间内未接收到取件请求,根据所述属性信息启动目标柜格内的温度调节组件,以调节所述目标柜格内的温度。其中,所述订单信息中包括所述目标商品的属性信息,所述属性信息用于表征所述目标商品的储存需求,所述目标柜格内存放有所述目标商品。通过所述方法可以根据目标商品的属性信息来调整目标柜格内的温度,以满足不同商品的储存需求。
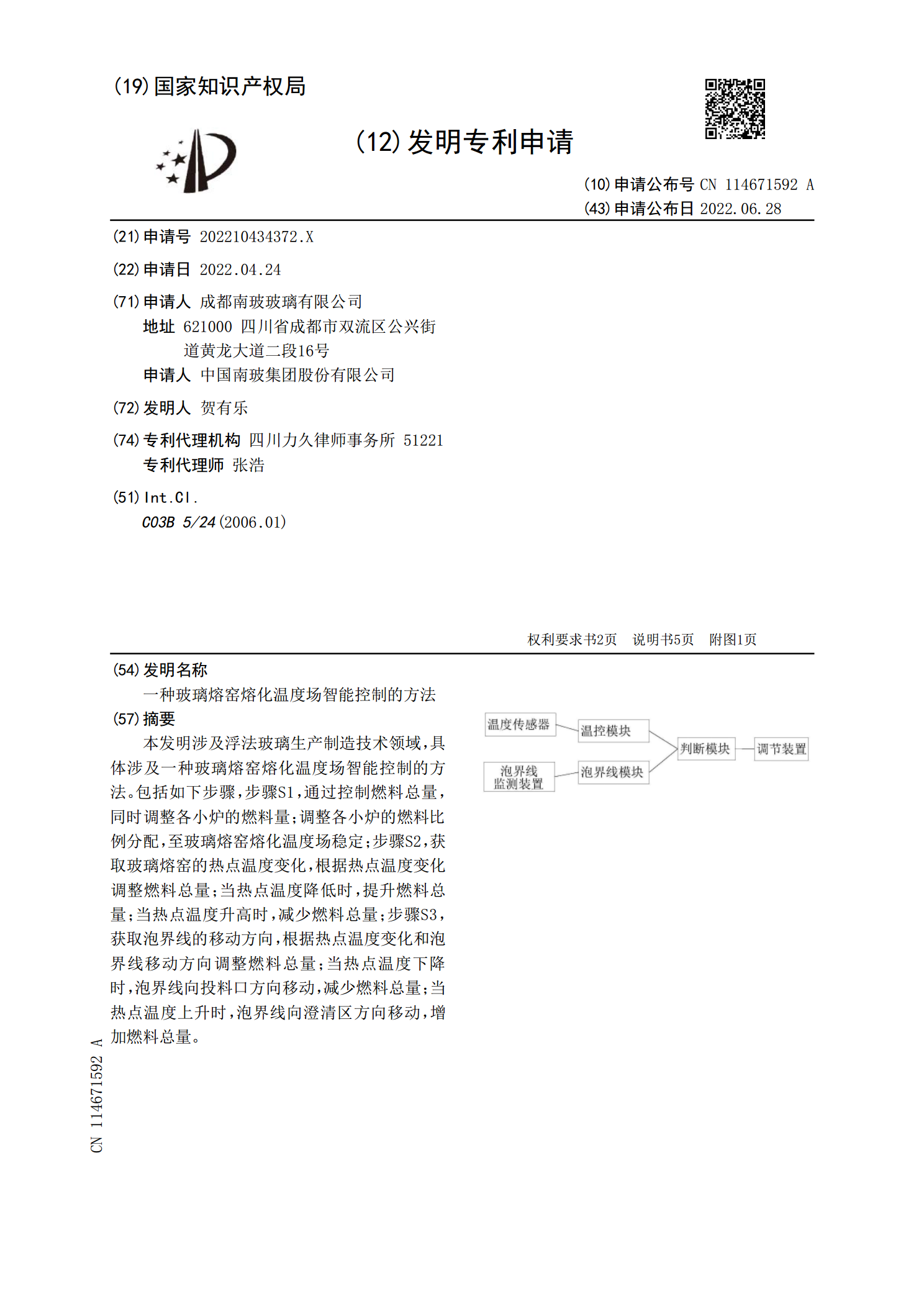
一种玻璃熔窑熔化温度场智能控制的方法.pdf
本发明涉及浮法玻璃生产制造技术领域,具体涉及一种玻璃熔窑熔化温度场智能控制的方法。包括如下步骤,步骤S1,通过控制燃料总量,同时调整各小炉的燃料量;调整各小炉的燃料比例分配,至玻璃熔窑熔化温度场稳定;步骤S2,获取玻璃熔窑的热点温度变化,根据热点温度变化调整燃料总量;当热点温度降低时,提升燃料总量;当热点温度升高时,减少燃料总量;步骤S3,获取泡界线的移动方向,根据热点温度变化和泡界线移动方向调整燃料总量;当热点温度下降时,泡界线向投料口方向移动,减少燃料总量;当热点温度上升时,泡界线向澄清区方向移动,增