
一种铝合金大曲率复杂壁板构件复合成形方法.pdf

小云****66


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金大曲率复杂壁板构件复合成形方法.pdf
本发明提供了一种铝合金大曲率复杂壁板构件复合成形方法,包括建立铝合金各向异性弹塑性本构模型,模拟试验优选出铝合金各向异性弹塑性本构模型,仿真模拟坯料弹塑性加载直至与模具型面贴合,建立弹塑性变形下蠕变时效宏微观全过程本构模型,模拟弹塑性加载‑蠕变时效‑卸载回弹复合成形全过程,计算构件形成偏差,并进行模具型面补偿至确定最终模具型面。试验采用最终模具型面,先将坯料弹塑性加载直至与模具型面贴合,再进行蠕变时效成形,最后卸载回弹获得目标构件,本发明充分利用弹塑性变形具有的大变形高效率成形特征,及其带来的有利于蠕变时

一种复杂结构大曲率构件精确复合成形方法.pdf
一种复杂结构大曲率构件精确复合成形方法,包括以下步骤:对坯料小样进行时效硬度实验,确定最短时效时间和最佳时效温度;基于现有模具,通过有限元仿真建立构件模型并模拟蠕变时效成形过程;提取回弹后构件模型各节点的塑变量与蠕变量,相加之后设为矩阵1;将矩阵1与标准构件对比后得到偏差变形量矩阵2;根据矩阵2中塑变量数据分布特征,选定特征塑变量开展蠕变时效试验;分析不同初始塑变量下最终蠕变量大小的变化规律;确定需要引入的塑变量大小,得到补充变形量矩阵3;通过有限元仿真得到预成形工艺与预成形工艺参数;裁剪出包含构件展开平
一种复杂曲率铝合金构件真空蠕变时效成形的方法.pdf
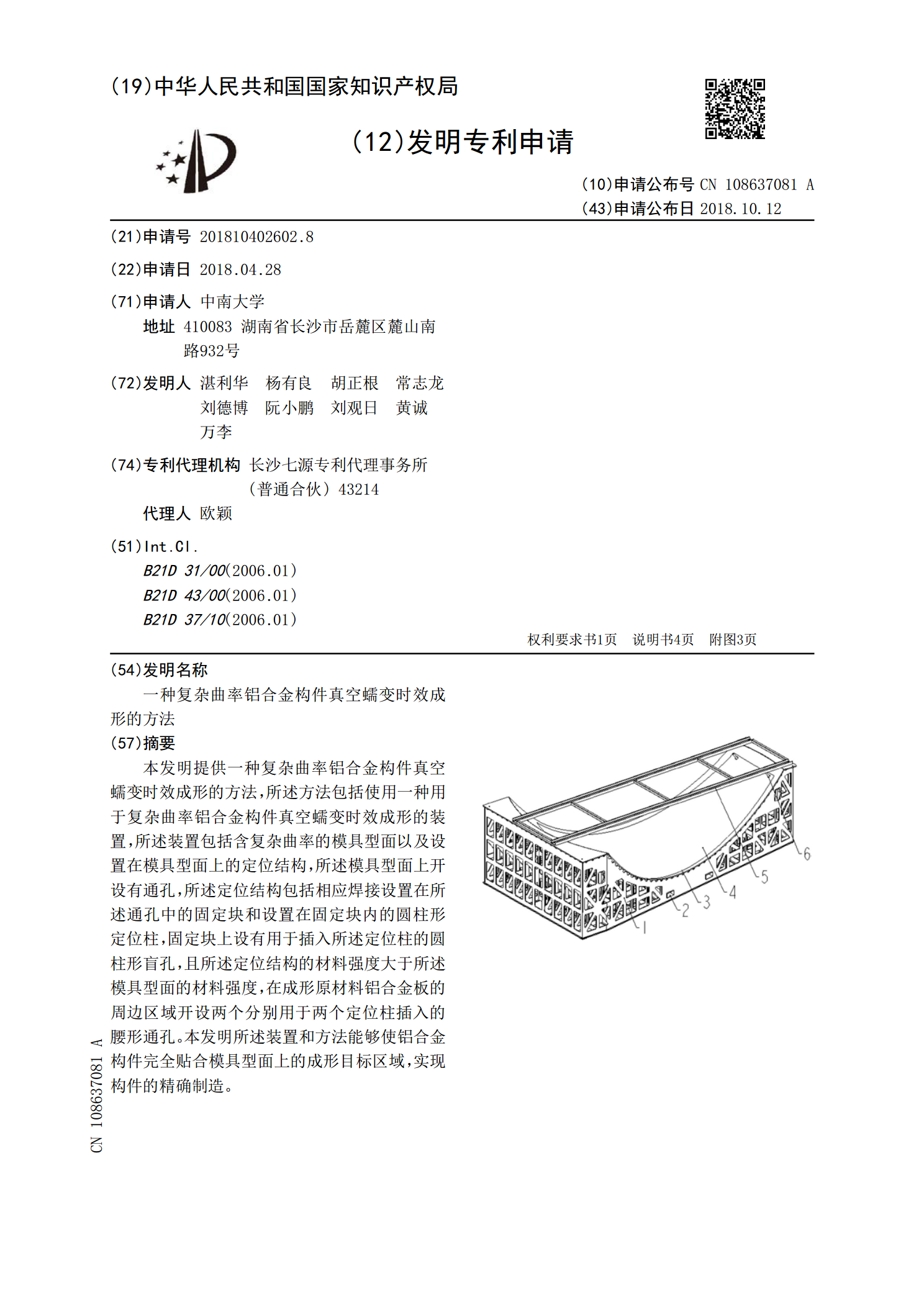
本发明提供一种复杂曲率铝合金构件真空蠕变时效成形的方法,所述方法包括使用一种用于复杂曲率铝合金构件真空蠕变时效成形的装置,所述装置包括含复杂曲率的模具型面以及设置在模具型面上的定位结构,所述模具型面上开设有通孔,所述定位结构包括相应焊接设置在所述通孔中的固定块和设置在固定块内的圆柱形定位柱,固定块上设有用于插入所述定位柱的圆柱形盲孔,且所述定位结构的材料强度大于所述模具型面的材料强度,在成形原材料铝合金板的周边区域开设两个分别用于两个定位柱插入的腰形通孔。本发明所述装置和方法能够使铝合金构件完全贴合模具型
一种复杂曲率薄壁构件成形的屈曲抑制方法.pdf
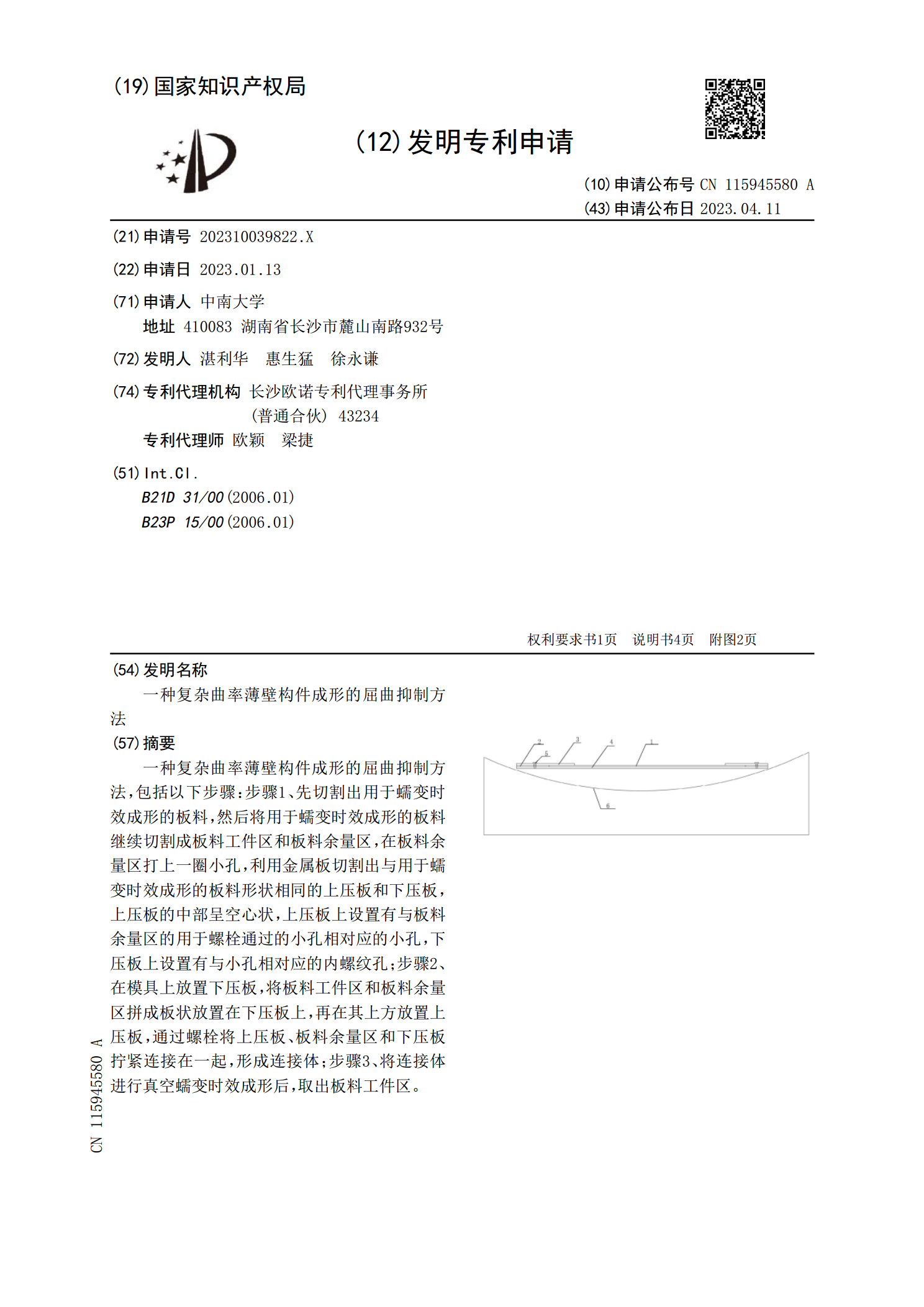
一种复杂曲率薄壁构件成形的屈曲抑制方法,包括以下步骤:步骤1、先切割出用于蠕变时效成形的板料,然后将用于蠕变时效成形的板料继续切割成板料工件区和板料余量区,在板料余量区打上一圈小孔,利用金属板切割出与用于蠕变时效成形的板料形状相同的上压板和下压板,上压板的中部呈空心状,上压板上设置有与板料余量区的用于螺栓通过的小孔相对应的小孔,下压板上设置有与小孔相对应的内螺纹孔;步骤2、在模具上放置下压板,将板料工件区和板料余量区拼成板状放置在下压板上,再在其上方放置上压板,通过螺栓将上压板、板料余量区和下压板拧紧连接

一种复杂曲率铝合金构件蠕变时效成形中抑制屈曲的方法.pdf
本发明公开了一种复杂曲率铝合金构件蠕变时效成形中抑制屈曲的方法,包括先在母材铝合金板上表面的周边位置粘贴固定约束板,然后将约束板与母材铝合金板一起包裹进透气毡,并铺贴真空袋形成封闭空间,抽真空处理后将前述处理好的整体和模具一同放入热压罐中进行蠕变时效成形得到复杂曲率的铝合金构件。本发明考虑加载过程中构件刚度不够,受压屈曲,通过在构件承载侧配置约束板来抑制屈曲,不需要进行额外的施加压边力的装置,能够应用于蠕变时效成形所常用的热压罐装置中,有效抑制了屈曲的产生,提高了成形质量;降低了真空膜破损的风险,提高了成