
一种复杂曲率铝合金构件蠕变时效成形中抑制屈曲的方法.pdf

雅云****彩妍


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复杂曲率铝合金构件蠕变时效成形中抑制屈曲的方法.pdf
本发明公开了一种复杂曲率铝合金构件蠕变时效成形中抑制屈曲的方法,包括先在母材铝合金板上表面的周边位置粘贴固定约束板,然后将约束板与母材铝合金板一起包裹进透气毡,并铺贴真空袋形成封闭空间,抽真空处理后将前述处理好的整体和模具一同放入热压罐中进行蠕变时效成形得到复杂曲率的铝合金构件。本发明考虑加载过程中构件刚度不够,受压屈曲,通过在构件承载侧配置约束板来抑制屈曲,不需要进行额外的施加压边力的装置,能够应用于蠕变时效成形所常用的热压罐装置中,有效抑制了屈曲的产生,提高了成形质量;降低了真空膜破损的风险,提高了成

一种复杂薄壁构件蠕变时效成形屈曲抑制装置及方法.pdf
本发明公开了一种复杂薄壁构件蠕变时效成形屈曲抑制装置及方法,其中装置包括两个底座、两根螺杆、横梁以及若干个恒力加载单元,两个底座分别设置在成形工装的两侧、两根螺杆分别与两个底座相连,横梁的两端分别与两根螺杆相连,若干个恒力加载单元安装在横梁上;通过将所有恒力加载单元的轴线均与待成形坯料屈曲区的法向重合,顶杆对坯料屈曲区域施加恒力,实现在蠕变时效成形过程中对坯料屈曲区域的约束,有效抑制复杂薄壁构件蠕变时效成形过程中的屈曲。同时,本发明方法的复杂薄壁构件蠕变时效成形屈曲抑制方法,提高了成形精度,增大了构件成功
一种复杂曲率铝合金构件真空蠕变时效成形的方法.pdf
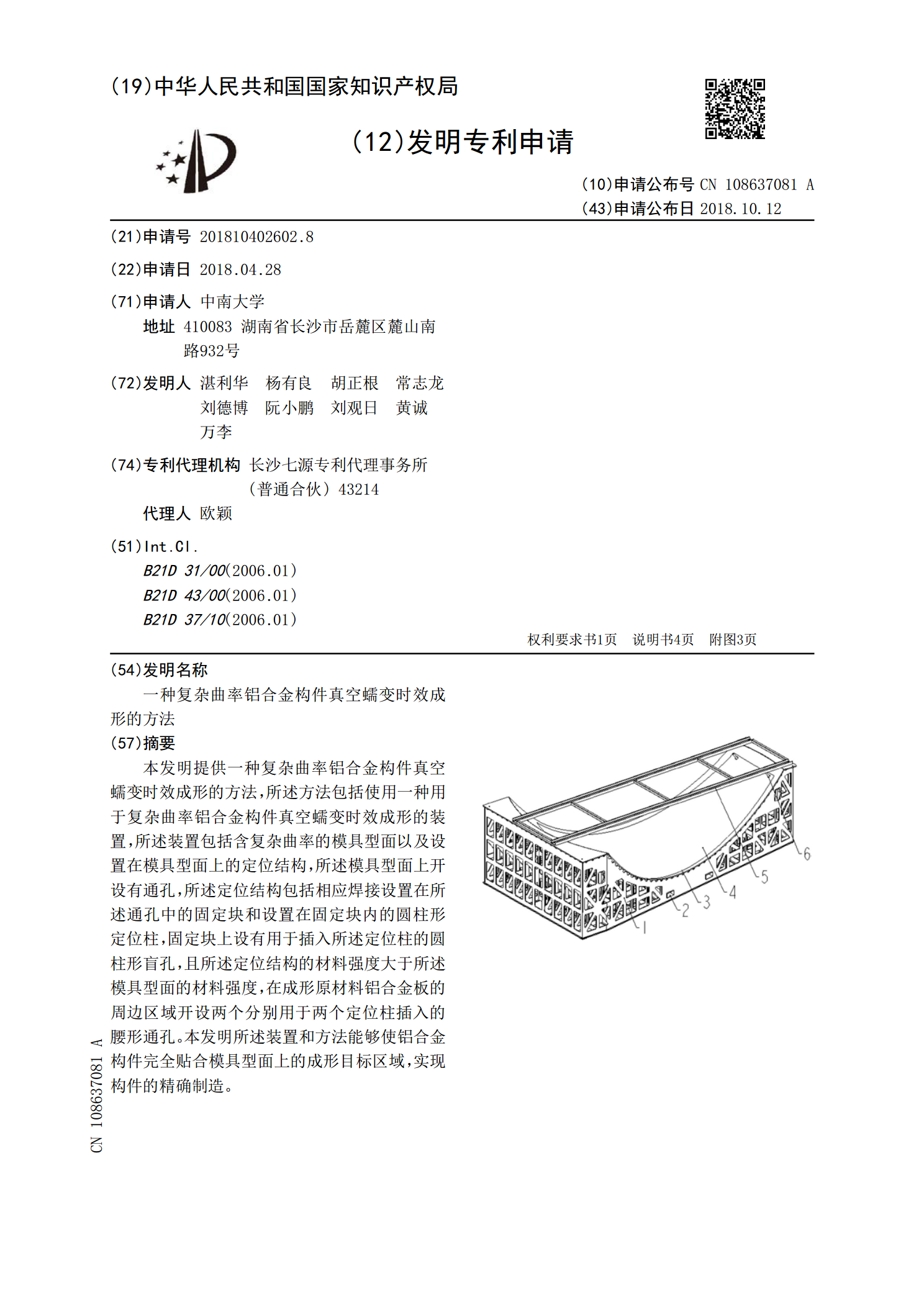
本发明提供一种复杂曲率铝合金构件真空蠕变时效成形的方法,所述方法包括使用一种用于复杂曲率铝合金构件真空蠕变时效成形的装置,所述装置包括含复杂曲率的模具型面以及设置在模具型面上的定位结构,所述模具型面上开设有通孔,所述定位结构包括相应焊接设置在所述通孔中的固定块和设置在固定块内的圆柱形定位柱,固定块上设有用于插入所述定位柱的圆柱形盲孔,且所述定位结构的材料强度大于所述模具型面的材料强度,在成形原材料铝合金板的周边区域开设两个分别用于两个定位柱插入的腰形通孔。本发明所述装置和方法能够使铝合金构件完全贴合模具型
一种用于复杂曲率铝合金构件真空蠕变时效成形的装置.pdf
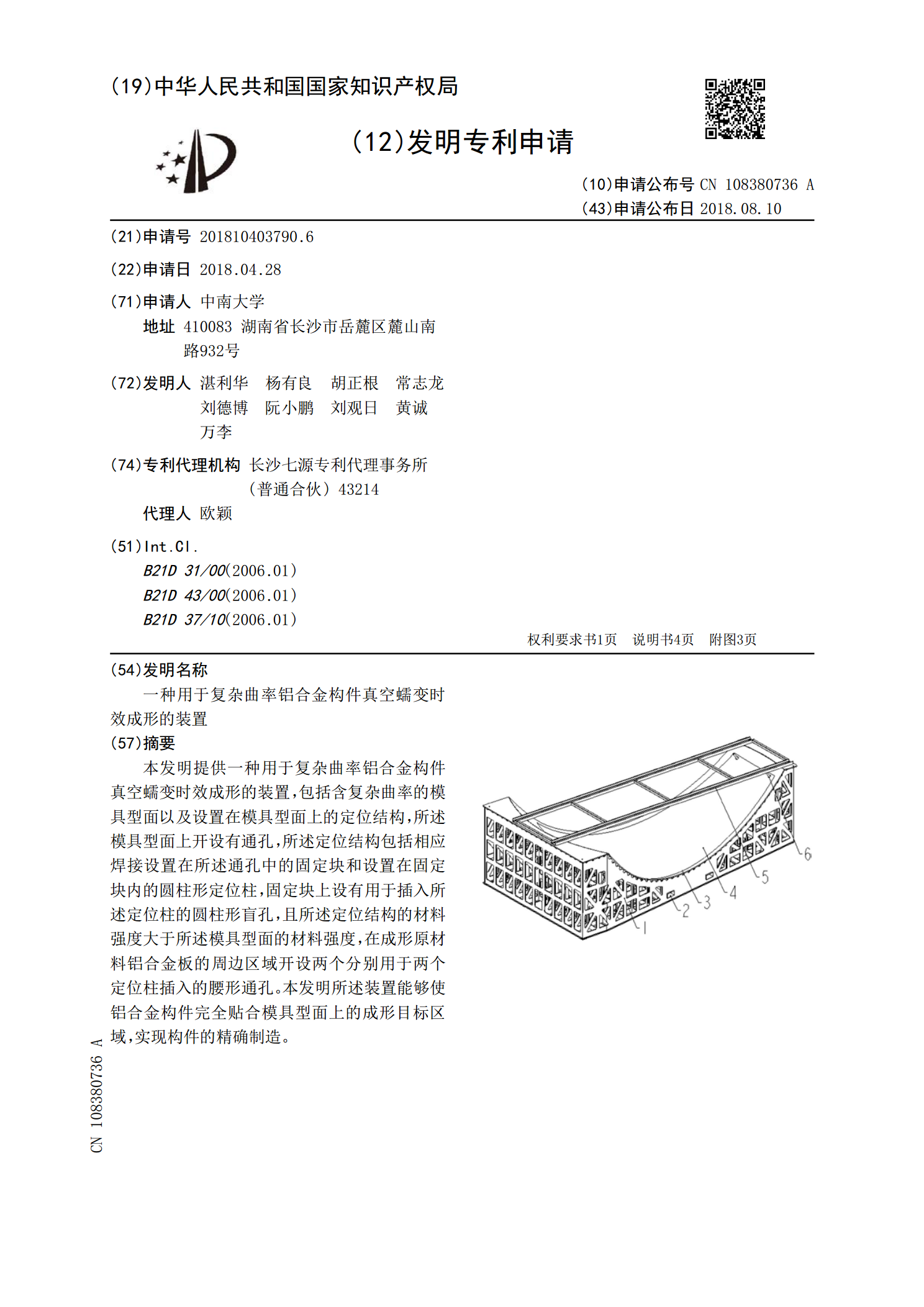
本发明提供一种用于复杂曲率铝合金构件真空蠕变时效成形的装置,包括含复杂曲率的模具型面以及设置在模具型面上的定位结构,所述模具型面上开设有通孔,所述定位结构包括相应焊接设置在所述通孔中的固定块和设置在固定块内的圆柱形定位柱,固定块上设有用于插入所述定位柱的圆柱形盲孔,且所述定位结构的材料强度大于所述模具型面的材料强度,在成形原材料铝合金板的周边区域开设两个分别用于两个定位柱插入的腰形通孔。本发明所述装置能够使铝合金构件完全贴合模具型面上的成形目标区域,实现构件的精确制造。
一种复杂曲率薄壁构件成形的屈曲抑制方法.pdf
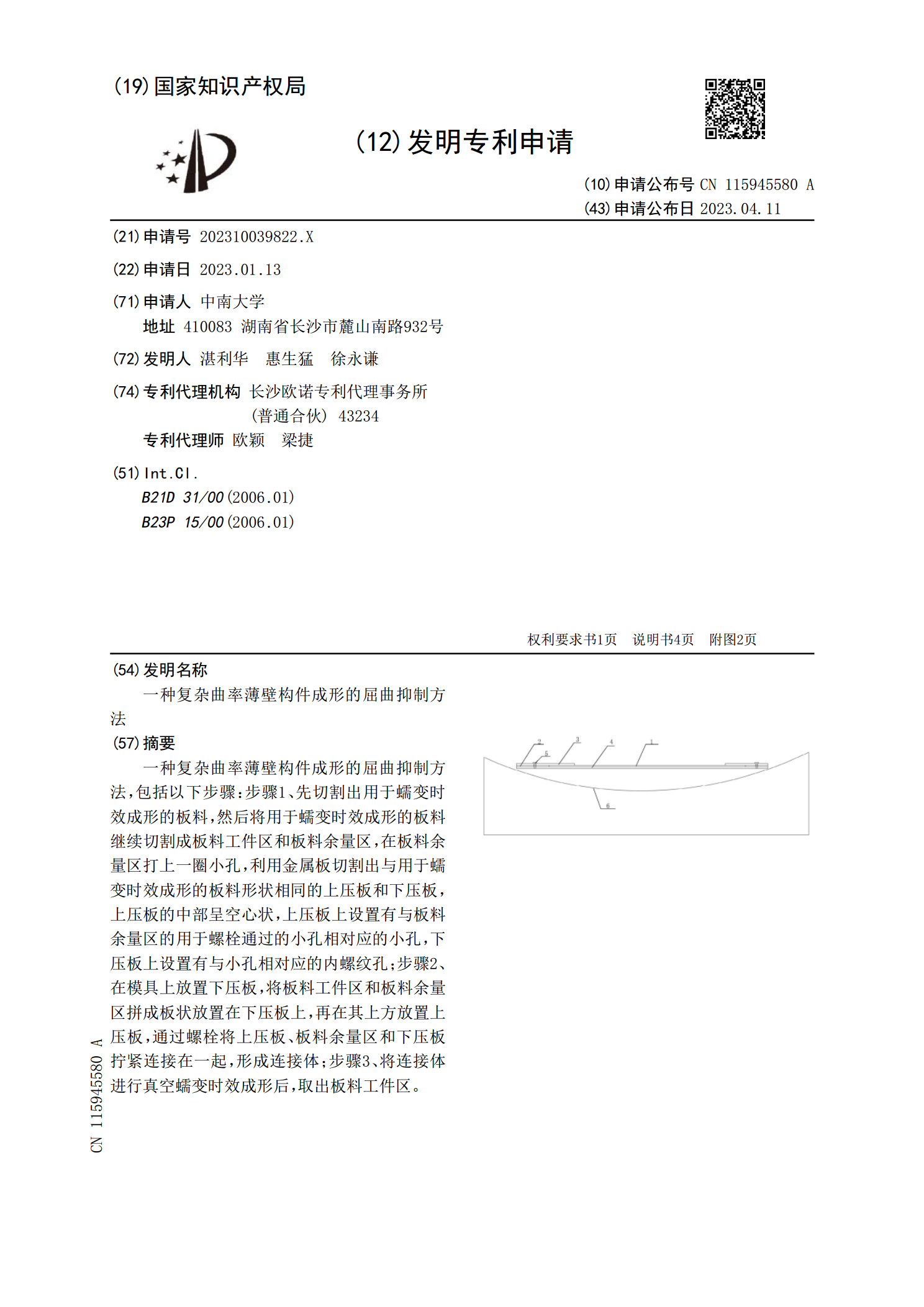
一种复杂曲率薄壁构件成形的屈曲抑制方法,包括以下步骤:步骤1、先切割出用于蠕变时效成形的板料,然后将用于蠕变时效成形的板料继续切割成板料工件区和板料余量区,在板料余量区打上一圈小孔,利用金属板切割出与用于蠕变时效成形的板料形状相同的上压板和下压板,上压板的中部呈空心状,上压板上设置有与板料余量区的用于螺栓通过的小孔相对应的小孔,下压板上设置有与小孔相对应的内螺纹孔;步骤2、在模具上放置下压板,将板料工件区和板料余量区拼成板状放置在下压板上,再在其上方放置上压板,通过螺栓将上压板、板料余量区和下压板拧紧连接