
一种基于高压转子间螺栓热镦工艺参数优化方法.pdf

一吃****昕靓


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于高压转子间螺栓热镦工艺参数优化方法.pdf
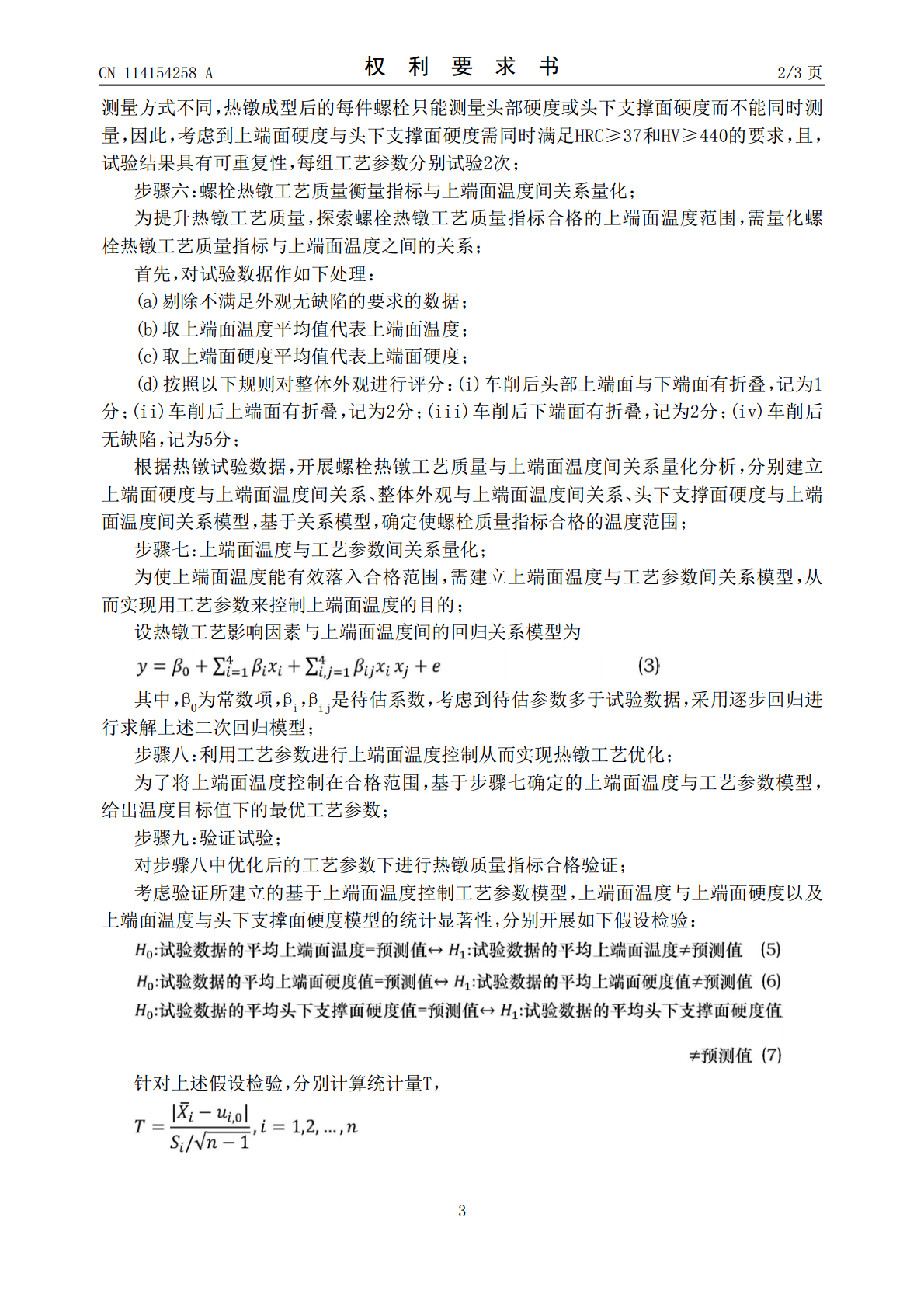
本发明提供一种基于高压转子间螺栓热镦工艺参数优化方法,步骤如下:一、明确高压转子间螺栓热镦工艺质量衡量指标;二、确定上端面温度为热镦工艺加热温度的测度;三、确定影响上端面温度的工艺参数;四、开展螺栓热镦工艺正交试验设计;五、开展热镦试验,记录试验数据;六、螺栓热镦工艺质量衡量指标与上端面温度间关系量化;七、上端面温度与工艺参数间关系量化;八、利用工艺参数进行上端面温度控制从而实现热镦工艺优化;九、验证试验;通过以上步骤,可实现热镦工艺优化的目标;该方法科学有效,可操作性和实用性较强,解决了现有的高压转子间

基于Taguchi方法的电机转子铸铝工艺参数优化设计.docx
基于Taguchi方法的电机转子铸铝工艺参数优化设计基于Taguchi方法的电机转子铸铝工艺参数优化设计摘要:在电机制造领域,铸铝工艺在电机转子的制造中占据着重要的地位。为了保证电机转子的质量和性能,优化工艺参数是非常重要的。本文采用Taguchi方法,研究电机转子铸铝工艺参数的优化设计。通过对工艺参数的选择和优化,提高了电机转子的质量和性能。关键词:Taguchi方法,电机转子,铸铝工艺,优化设计1.引言电机转子在电机的运转过程中起到了关键的作用,对电机的性能和效率有着重要影响。铸铝是电机转子制造中常用
一种螺栓冷镦设备及冷镦工艺.pdf
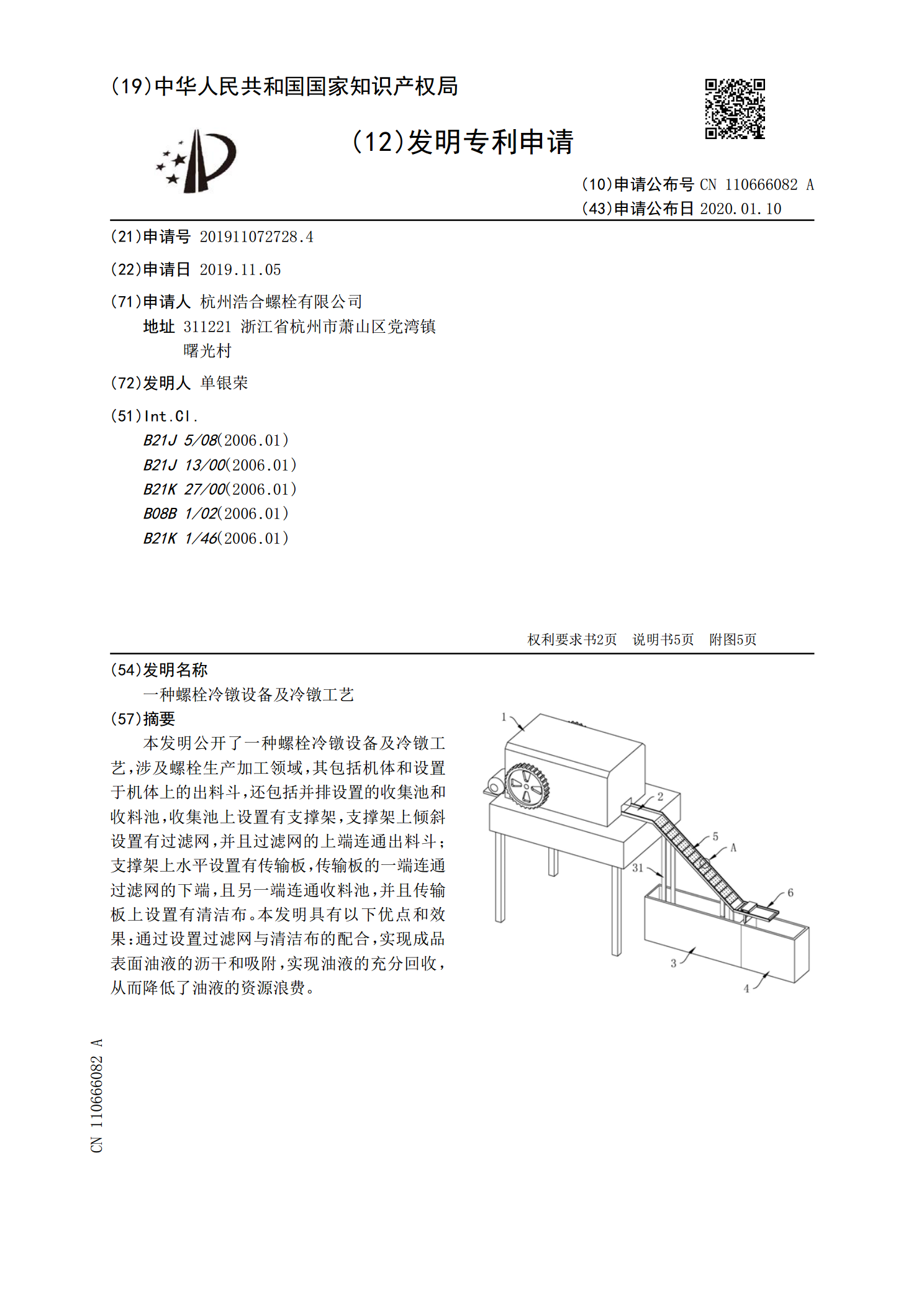
本发明公开了一种螺栓冷镦设备及冷镦工艺,涉及螺栓生产加工领域,其包括机体和设置于机体上的出料斗,还包括并排设置的收集池和收料池,收集池上设置有支撑架,支撑架上倾斜设置有过滤网,并且过滤网的上端连通出料斗;支撑架上水平设置有传输板,传输板的一端连通过滤网的下端,且另一端连通收料池,并且传输板上设置有清洁布。本发明具有以下优点和效果:通过设置过滤网与清洁布的配合,实现成品表面油液的沥干和吸附,实现油液的充分回收,从而降低了油液的资源浪费。

预防螺栓冷镦切边毛刺的工艺方法及其螺栓.pdf
本发明适用于螺栓加工技术领域,提供了一种预防螺栓冷镦切边毛刺的工艺方法,包括步骤:在切边阴模的承切面上加工制出第一刃口,并将预加工螺栓固定安装于所述切边阴模上;切边模对固定于所述切边阴模上的所述预加工螺栓的头部下压,以使得所述预加工螺栓产生弹性变形;对所述切边模增压以挤压所述预加工螺栓的头部产生裂纹,以使得所述预加工螺栓产生塑性变形;所述切边模持续下压所述预加工螺栓,以使所述切边模的第二刃口和所述切边阴模的所述第一刃口将所述裂纹剪断分离。还提出一种采用所述预防螺栓冷镦切边毛刺的工艺方法制成的螺栓。借此,本

一种网架螺栓的冷镦成型工艺.pdf
本发明所揭示的一种网架螺栓的冷镦成型工艺,包括步骤备料,原料改制,冷镦成型,铣槽,淬火,回火,发黑处理及后处理。本发明提供的一种网架螺栓的冷镦成型工艺,解决了高强度下螺栓的延迟断裂和疲劳断裂,使用过程中不易折断,连接可靠,提高了螺栓的使用寿命,能更加满足现今社会对钢网架螺栓球节点用高强度螺栓的使用需要。