
一种铁氧体塑磁粒料生产用全自动挤出模具及其实施方法.pdf

努力****承悦

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铁氧体塑磁粒料生产用全自动挤出模具及其实施方法.pdf
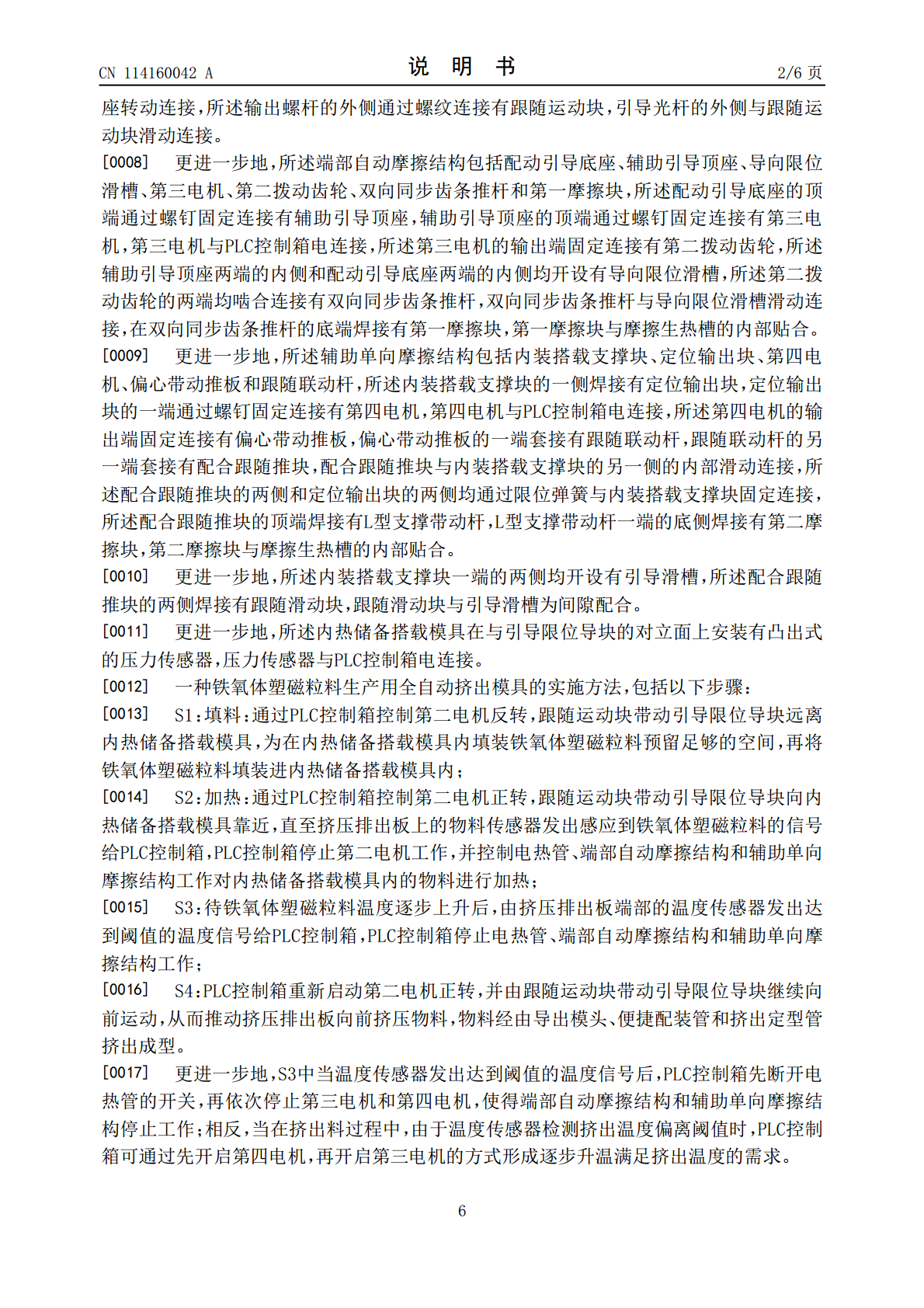
本发明公开了一种铁氧体塑磁粒料生产用全自动挤出模具及其实施方法,包括内热储备搭载模具和配套的PLC控制箱,内热储备搭载模具上设有摩擦生热槽、电热管、双段式挤压出模结构、端部自动摩擦结构和辅助单向摩擦结构,在内热储备搭载模具的一端焊接有导出模头,导出模头的一端固定连接有便捷配装管和挤出定型管。本发明可以通过摩擦持续生热完成对原有模具内部的氧体塑磁粒料进行持续稳定的热力融化带动,避免了持续电生热过程中的较大能源浪费,且通过双段式挤压出模结构的设计配合温度传感器、物料传感器、压力传感器以及PLC控制箱,能够实现
一种铁氧体塑磁粒料生产用配料搅拌装置.pdf
本发明公开了一种铁氧体塑磁粒料生产用配料搅拌装置及操作方法,包括移动架,移动架下表面安装万向轮,移动架内部设有固定底座和搅拌箱;搅拌箱包括箱体和箱盖,箱体的底部固定在固定底座内;箱体内设有搅拌辊,搅拌辊的上端通过联轴器转动连接驱动装置,在箱体外壁的夹层内安装加热装置;箱盖上设有三组进料管,三组进料管内均设有调节装置;在移动架的一侧安装用于控制驱动装置、加热装置的电控箱。本发明通过设置的调节装置用于实现进料的不同配比,大大提升进料精确度,且通过搅拌箱的自转实现金属原料的混料,并通过搅拌辊可将吸附的混料刮除,

一种挤出级PETG粒料的配方及其制备方法.pdf
本发明提供了一种挤出级PETG粒料的配方及其制备方法,所述挤出级的PETG粒料重量配比如下:普通PETG粒料90‑110份,加工助剂1‑2份,润滑剂0.1‑1份,扩链剂0.2‑0.8份,所述的制备方法包括以下步骤:1)将以上配方在高混机中,混合温度为95‑110℃,使加工助剂、润滑剂、扩链剂与普通PETG颗粒混合均匀;2)把混合好的配料倒入第一区的温度到第七区的温度分别是150℃、180℃、220℃、250℃、250℃、250℃、250℃、模头温度为210‑220℃的双螺杆造粒机中进行造粒;3)把生产好的
一种铁氧体磁芯的生产方法及其装置.pdf
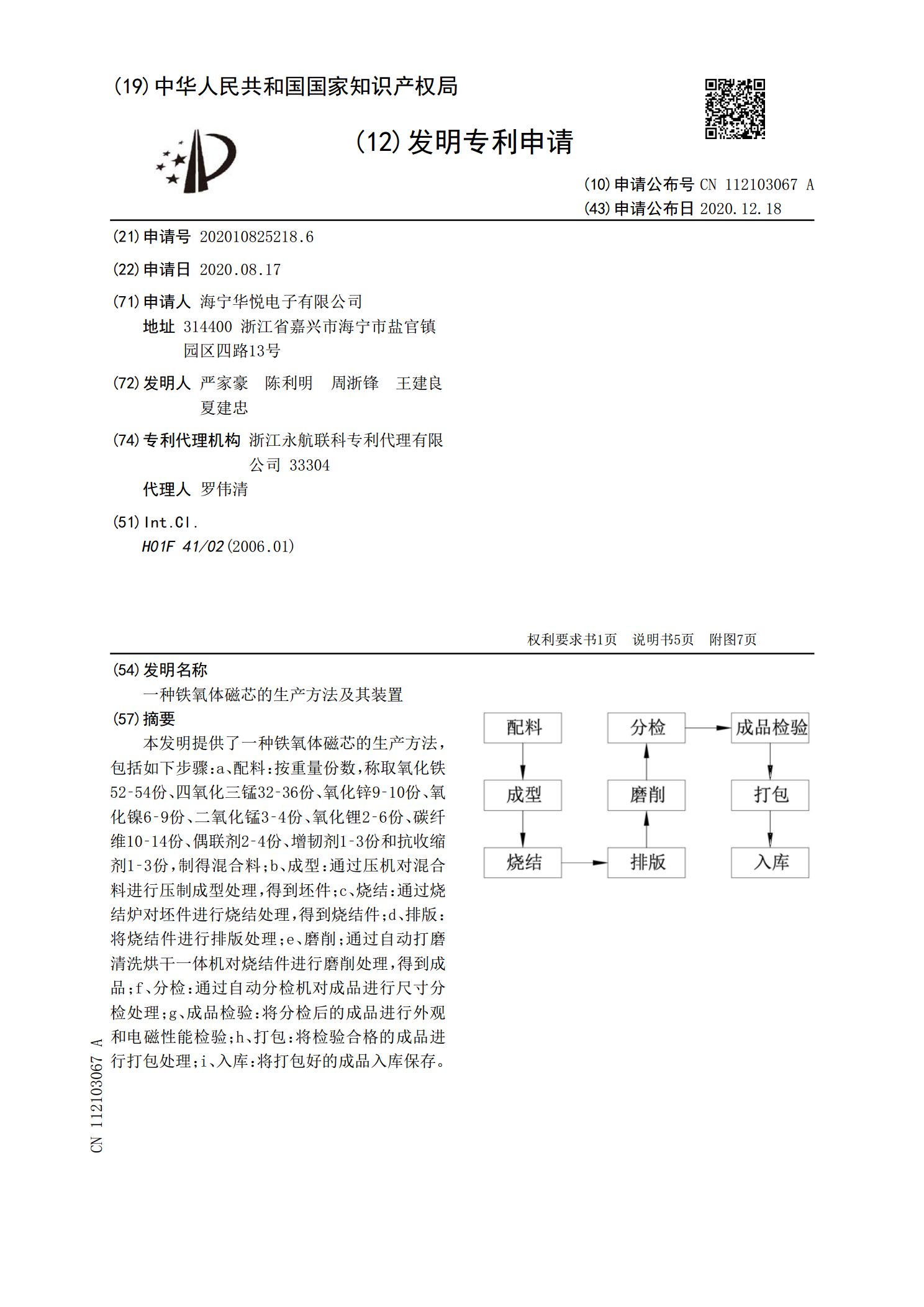
本发明提供了一种铁氧体磁芯的生产方法,包括如下步骤:a、配料:按重量份数,称取氧化铁52‑54份、四氧化三锰32‑36份、氧化锌9‑10份、氧化镍6‑9份、二氧化锰3‑4份、氧化锂2‑6份、碳纤维10‑14份、偶联剂2‑4份、增韧剂1‑3份和抗收缩剂1‑3份,制得混合料;b、成型:通过压机对混合料进行压制成型处理,得到坯件;c、烧结:通过烧结炉对坯件进行烧结处理,得到烧结件;d、排版:将烧结件进行排版处理;e、磨削;通过自动打磨清洗烘干一体机对烧结件进行磨削处理,得到成品;f、分检:通过自动分检机对成品进

一种防止塑料粒料黏连的塑料挤出模具.pdf
本发明提供了一种防止塑料粒料黏连的塑料挤出模具,包括进料口、出料装置和导向板,出料装置的上表面嵌入设置有进料口,进料口内壁的左侧固定连接有导向板。本发明通过在第二凹槽内设有切刀,水流带动第一齿轮组与第二齿轮组同时进行转动,发生黏连的塑料粒料进入第一凹槽后,其中塑料粒料远离第一凹槽的一端位于第一凹槽的外侧,从而第一齿条通过第二齿条内部的第二凹槽,第二凹槽内部的切刀对发生黏连的塑料粒料进行切断。