
一种盾构机管片自动拼装方法和系统.pdf

琰琬****买买

1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种盾构机管片自动拼装方法和系统.pdf
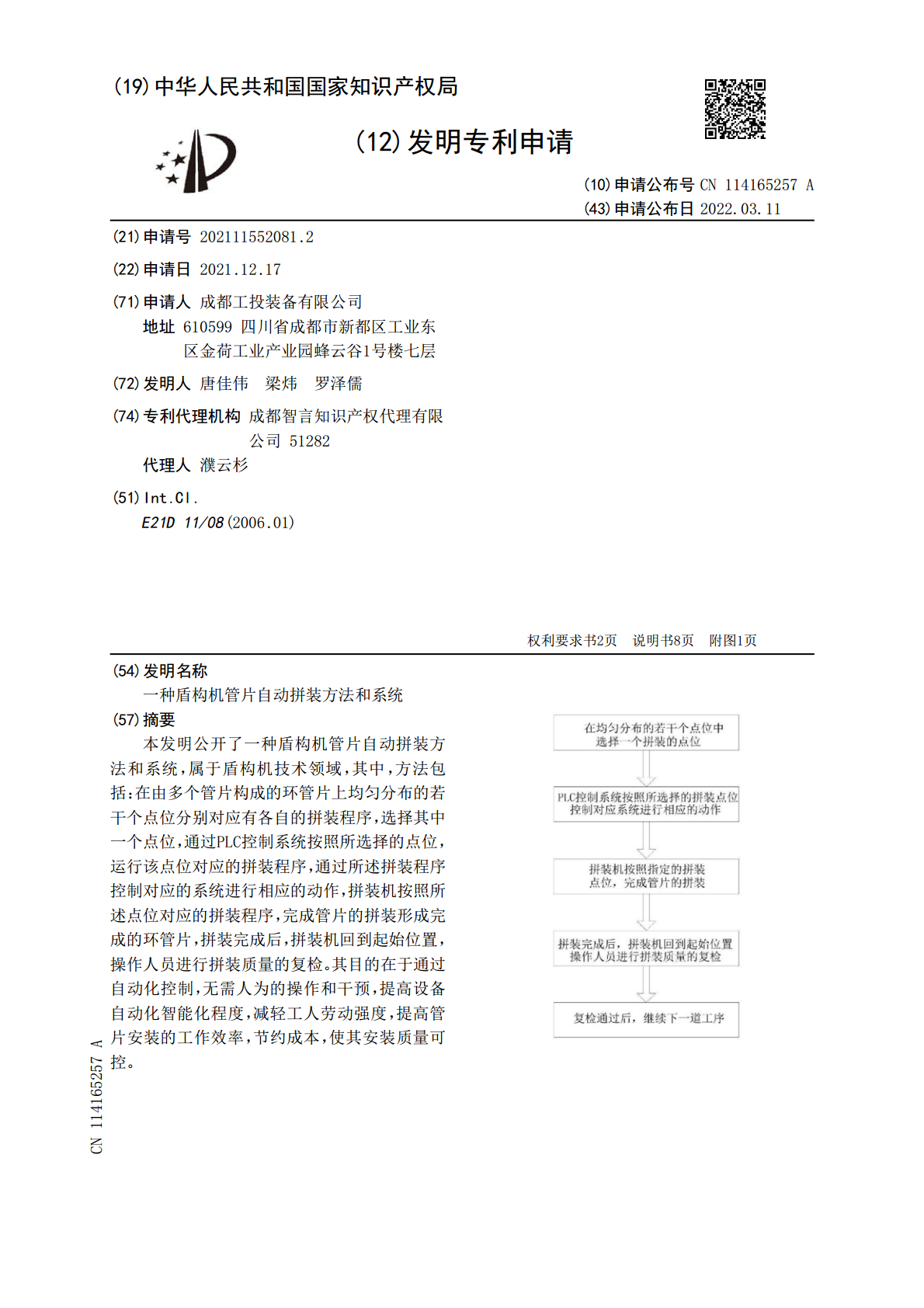
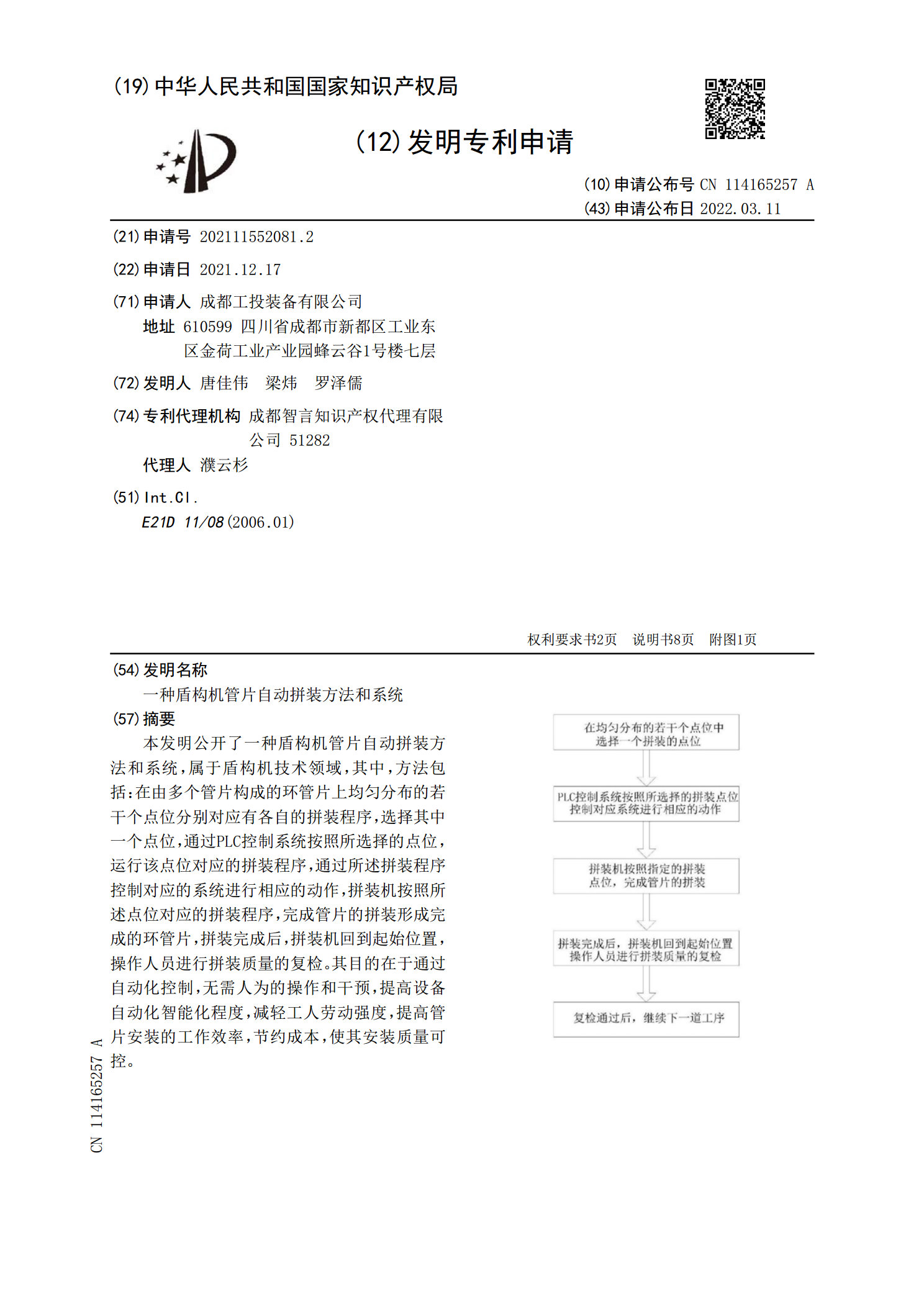
本发明公开了一种盾构机管片自动拼装方法和系统,属于盾构机技术领域,其中,方法包括:在由多个管片构成的环管片上均匀分布的若干个点位分别对应有各自的拼装程序,选择其中一个点位,通过PLC控制系统按照所选择的点位,运行该点位对应的拼装程序,通过所述拼装程序控制对应的系统进行相应的动作,拼装机按照所述点位对应的拼装程序,完成管片的拼装形成完成的环管片,拼装完成后,拼装机回到起始位置,操作人员进行拼装质量的复检。其目的在于通过自动化控制,无需人为的操作和干预,提高设备自动化智能化程度,减轻工人劳动强度,提高管片安装
盾构机管片拼装方法、装置、系统和存储介质.pdf
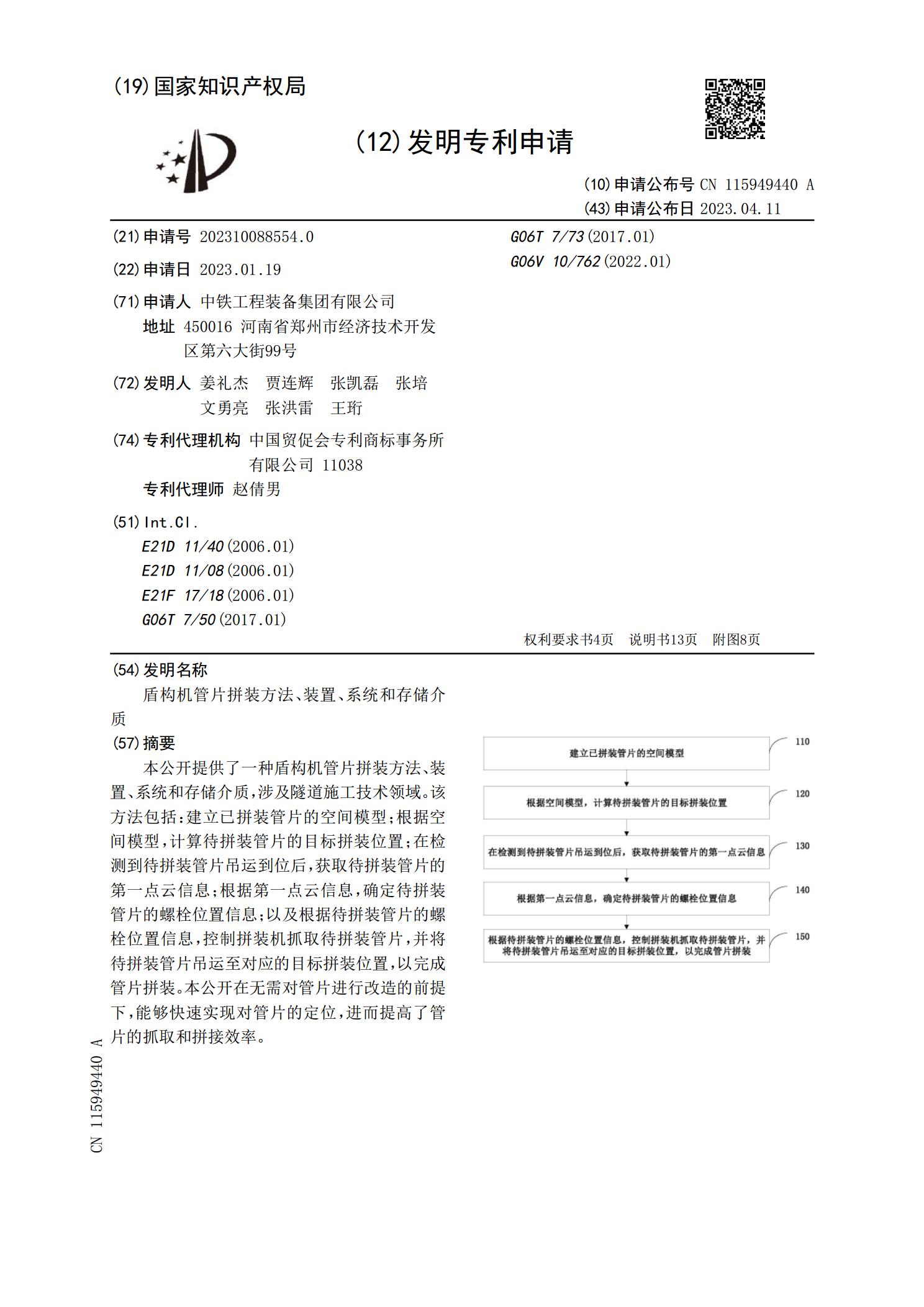
本公开提供了一种盾构机管片拼装方法、装置、系统和存储介质,涉及隧道施工技术领域。该方法包括:建立已拼装管片的空间模型;根据空间模型,计算待拼装管片的目标拼装位置;在检测到待拼装管片吊运到位后,获取待拼装管片的第一点云信息;根据第一点云信息,确定待拼装管片的螺栓位置信息;以及根据待拼装管片的螺栓位置信息,控制拼装机抓取待拼装管片,并将待拼装管片吊运至对应的目标拼装位置,以完成管片拼装。本公开在无需对管片进行改造的前提下,能够快速实现对管片的定位,进而提高了管片的抓取和拼接效率。
一种管片拼装机及其盾构机和拼装方法.pdf
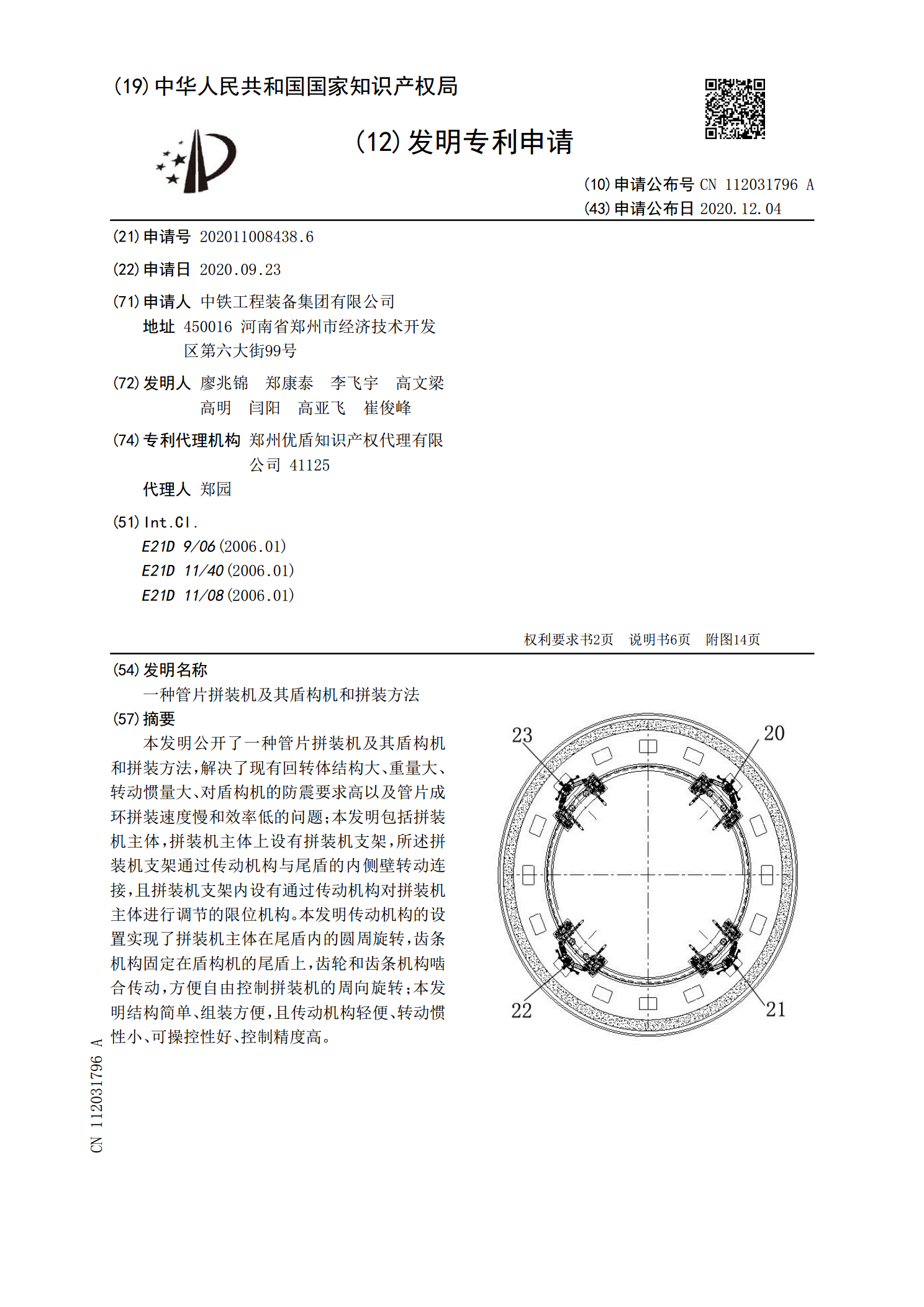
本发明公开了一种管片拼装机及其盾构机和拼装方法,解决了现有回转体结构大、重量大、转动惯量大、对盾构机的防震要求高以及管片成环拼装速度慢和效率低的问题;本发明包括拼装机主体,拼装机主体上设有拼装机支架,所述拼装机支架通过传动机构与尾盾的内侧壁转动连接,且拼装机支架内设有通过传动机构对拼装机主体进行调节的限位机构。本发明传动机构的设置实现了拼装机主体在尾盾内的圆周旋转,齿条机构固定在盾构机的尾盾上,齿轮和齿条机构啮合传动,方便自由控制拼装机的周向旋转;本发明结构简单、组装方便,且传动机构轻便、转动惯性小、可操
一种盾构管片拼装系统.pdf
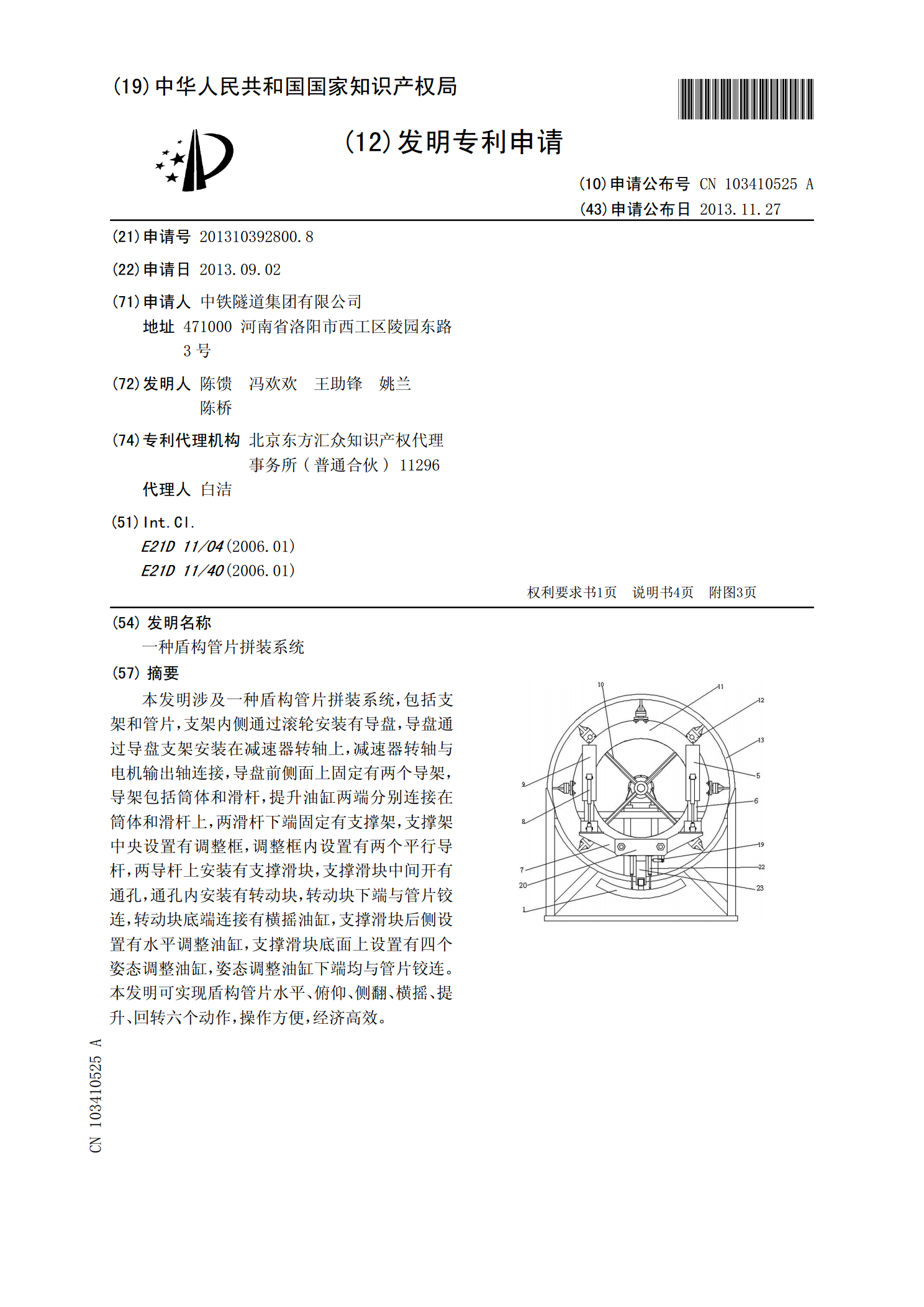
本发明涉及一种盾构管片拼装系统,包括支架和管片,支架内侧通过滚轮安装有导盘,导盘通过导盘支架安装在减速器转轴上,减速器转轴与电机输出轴连接,导盘前侧面上固定有两个导架,导架包括筒体和滑杆,提升油缸两端分别连接在筒体和滑杆上,两滑杆下端固定有支撑架,支撑架中央设置有调整框,调整框内设置有两个平行导杆,两导杆上安装有支撑滑块,支撑滑块中间开有通孔,通孔内安装有转动块,转动块下端与管片铰连,转动块底端连接有横摇油缸,支撑滑块后侧设置有水平调整油缸,支撑滑块底面上设置有四个姿态调整油缸,姿态调整油缸下端均与管片铰
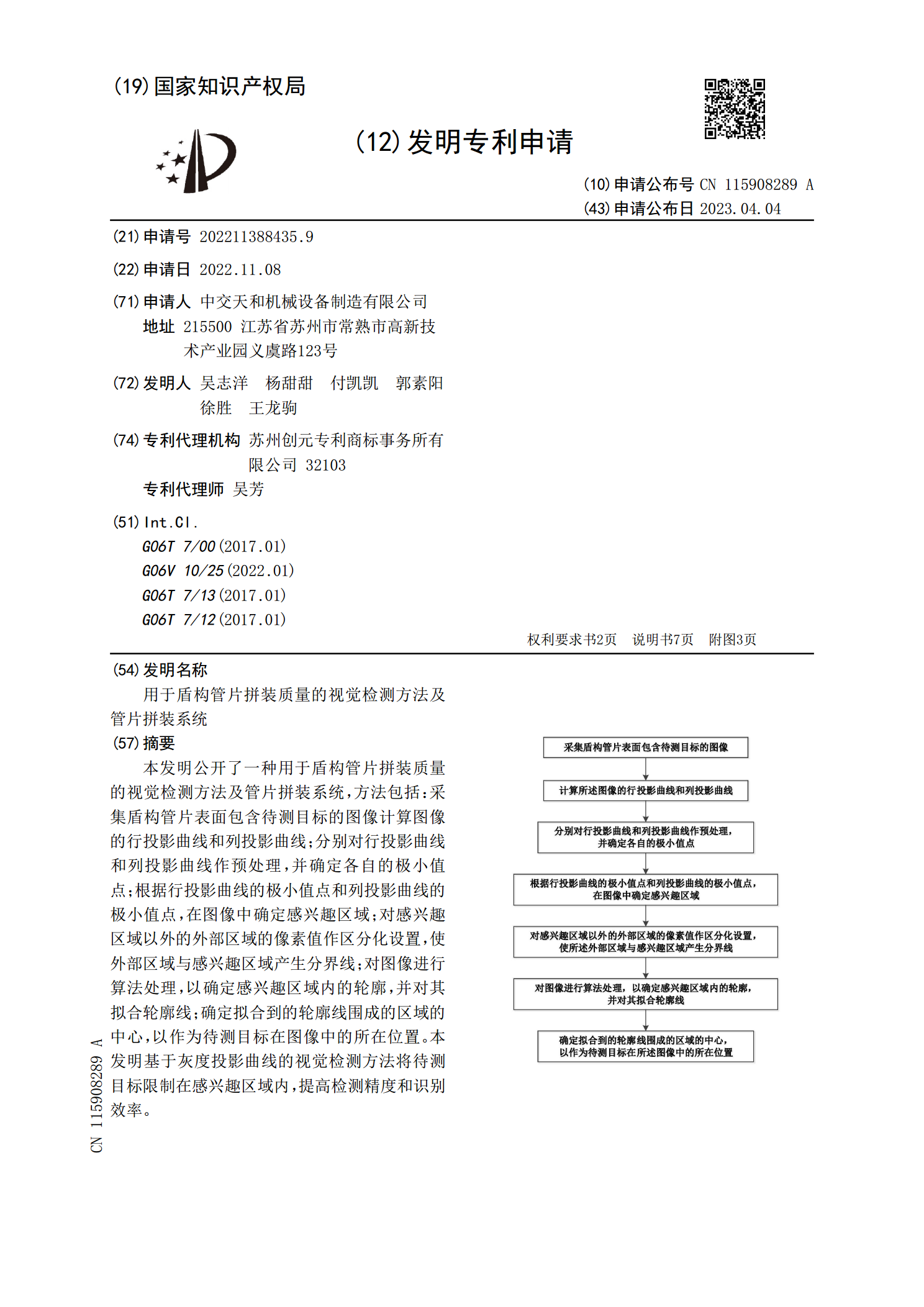
用于盾构管片拼装质量的视觉检测方法及管片拼装系统.pdf
本发明公开了一种用于盾构管片拼装质量的视觉检测方法及管片拼装系统,方法包括:采集盾构管片表面包含待测目标的图像计算图像的行投影曲线和列投影曲线;分别对行投影曲线和列投影曲线作预处理,并确定各自的极小值点;根据行投影曲线的极小值点和列投影曲线的极小值点,在图像中确定感兴趣区域;对感兴趣区域以外的外部区域的像素值作区分化设置,使外部区域与感兴趣区域产生分界线;对图像进行算法处理,以确定感兴趣区域内的轮廓,并对其拟合轮廓线;确定拟合到的轮廓线围成的区域的中心,以作为待测目标在图像中的所在位置。本发明基于灰度投影