
一种液压支架结构件焊接工序的自动转运方法.pdf

俊英****22


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种液压支架结构件焊接工序的自动转运方法.pdf
本发明公开了一种液压支架结构件焊接工序的自动转运方法,液压支架结构件焊接工序的转运路径上设有自动天车、交互工作台、焊接变位机和六关节焊接机器人,人工将拼装后的液压支架结构件转运至交互工作台,调整工件的位置进行定位,自动天车利用夹钳抓取工件,抓取过程中通过定位装置实现抓取定位,然后按照设定路径将工件放置在焊接变位机上,六关节焊接机器人运用自动寻边功能对工件进行自动焊接,焊接完成后,自动天车再次将工件抓取并转运至原交互工作台上。本发明中的自动天车抓取定位精度高,通过与交互工作台、焊接变位机之间的信号交互,实现

一种液压支架结构件焊接方法.pdf
本发明涉及一种液压支架结构件焊接方法,该焊接方法依次包含清理、拼接、预热、人工溜底、修整、机器人打底、机器人填充和机器人盖面,操作步骤顺序安排合理,操作简单,通过控制拼接间隙和优化人工溜底工艺参数来抑制根部未熔透和未熔合缺欠出现,同时促进焊缝气体排出、降低根部气孔缺欠出现频次,通过优化机器人焊接参数来抑制机器人自动焊过程中的气孔、夹渣等缺欠;能够解决目前液压支架结构件焊接存在大量气孔、夹渣、未熔合、未焊透缺欠的技术问题。
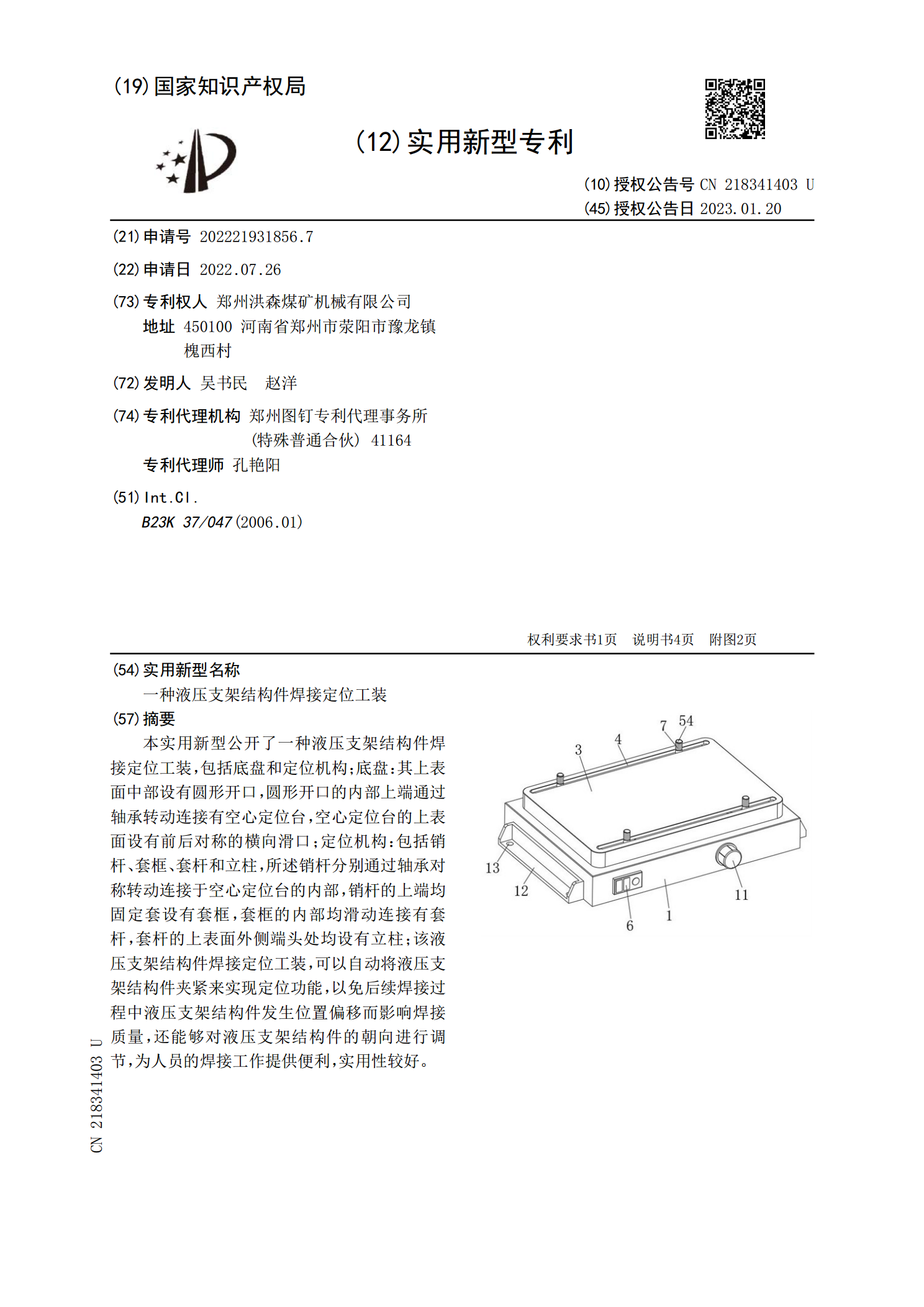
一种液压支架结构件焊接定位工装.pdf
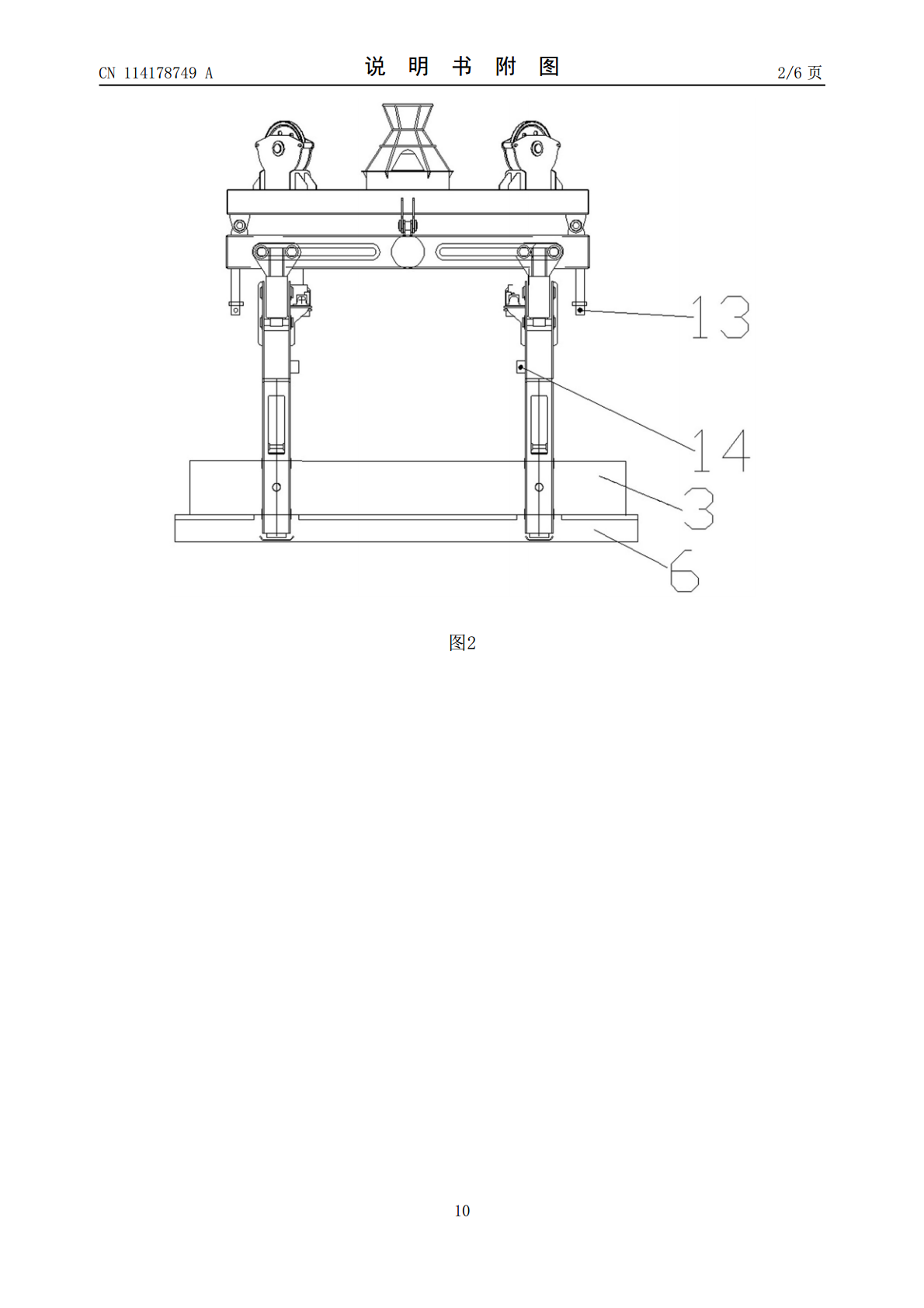
本实用新型公开了一种液压支架结构件焊接定位工装,包括底盘和定位机构;底盘:其上表面中部设有圆形开口,圆形开口的内部上端通过轴承转动连接有空心定位台,空心定位台的上表面设有前后对称的横向滑口;定位机构:包括销杆、套框、套杆和立柱,所述销杆分别通过轴承对称转动连接于空心定位台的内部,销杆的上端均固定套设有套框,套框的内部均滑动连接有套杆,套杆的上表面外侧端头处均设有立柱;该液压支架结构件焊接定位工装,可以自动将液压支架结构件夹紧来实现定位功能,以免后续焊接过程中液压支架结构件发生位置偏移而影响焊接质量,还能够

液压支架结构件焊接技术分析.docx
液压支架结构件焊接技术分析摘要:液压支架是现代化煤矿企业采掘工作面的重要支护设备其主要的结构件有挑梁、前梁、顶梁等部件组合而成。这些结构件全部是由钢板焊接而成的组合箱体式结构结构复杂焊接量大焊接尺寸不易保证。文章根据笔者实际工作简述了液压支架结构件焊接特点焊接措施注意事项及矫正方法供大家参考。关键词:液压支架;焊接措施;结构特点;矫正方法中图分类号:TD35文献标识码:A在我国液压支架是现代化煤矿企业采掘工作面的重要支护设备其主要的结构件有挑

液压支架结构件焊接工艺.docx
液压支架结构件焊接工艺液压支架是一种支撑设备的重要组成部分,它负责支撑设备及其所承载的负荷。随着现代工程技术不断发展,液压支架的工艺和技术也在不断完善。本文将从液压支架结构件焊接工艺方面进行探讨,并分析影响液压支架结构件焊接质量的因素和处理措施。一、液压支架结构件焊接工艺的种类液压支架结构件的焊接工艺主要有手工电弧焊、气体保护焊和激光焊等多种方法。手工电弧焊是一种传统的焊接方法,它采用人工控制焊接的电弧,可以适应各种工件的要求,但是操作技术要求较高,对工人的技术水平要求较高。气体保护焊是一种比较先进的焊接