
一种增强重力浇铸正极板栅筋条密度的方法.pdf

邻家****曼玉

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种增强重力浇铸正极板栅筋条密度的方法.pdf
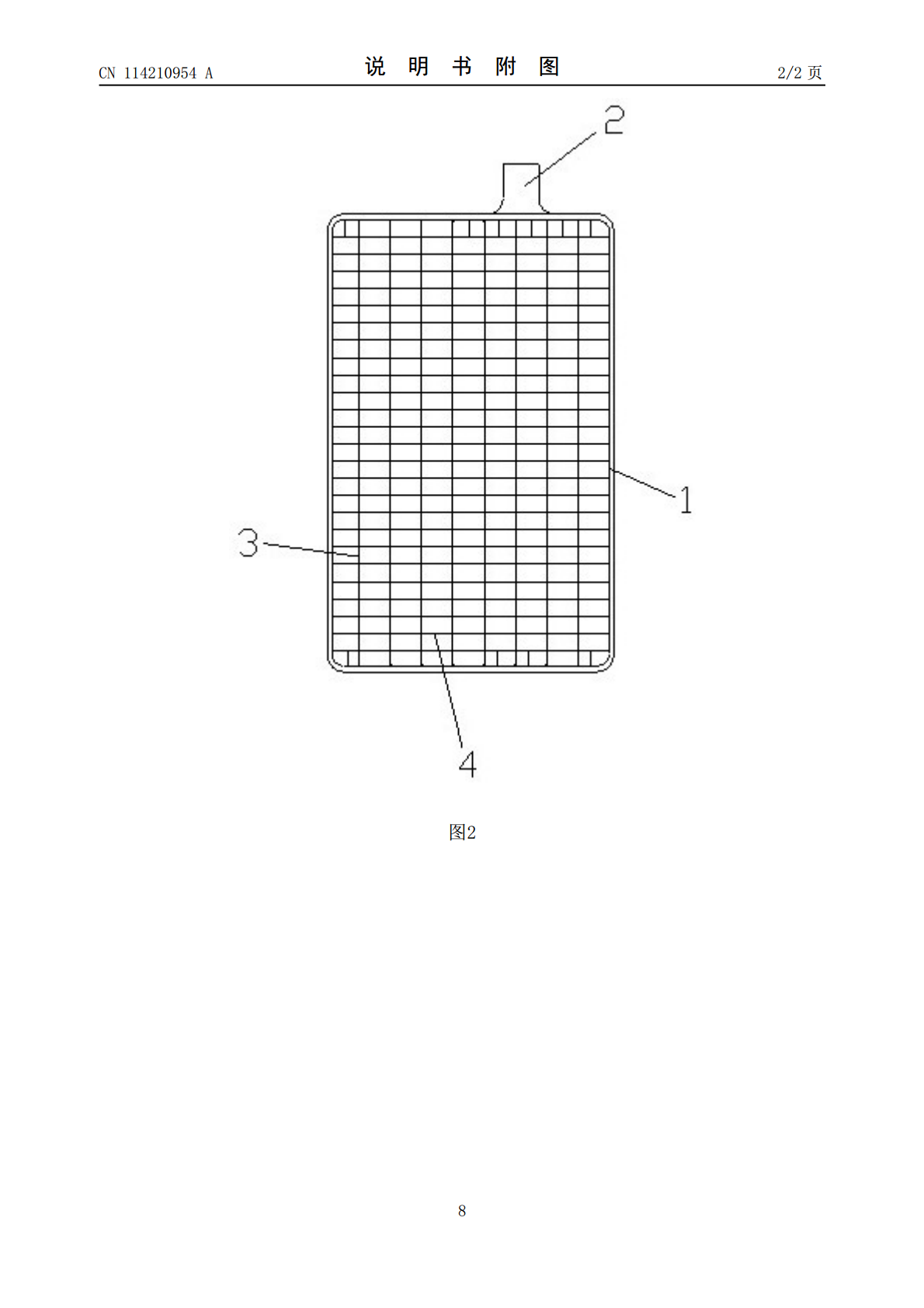
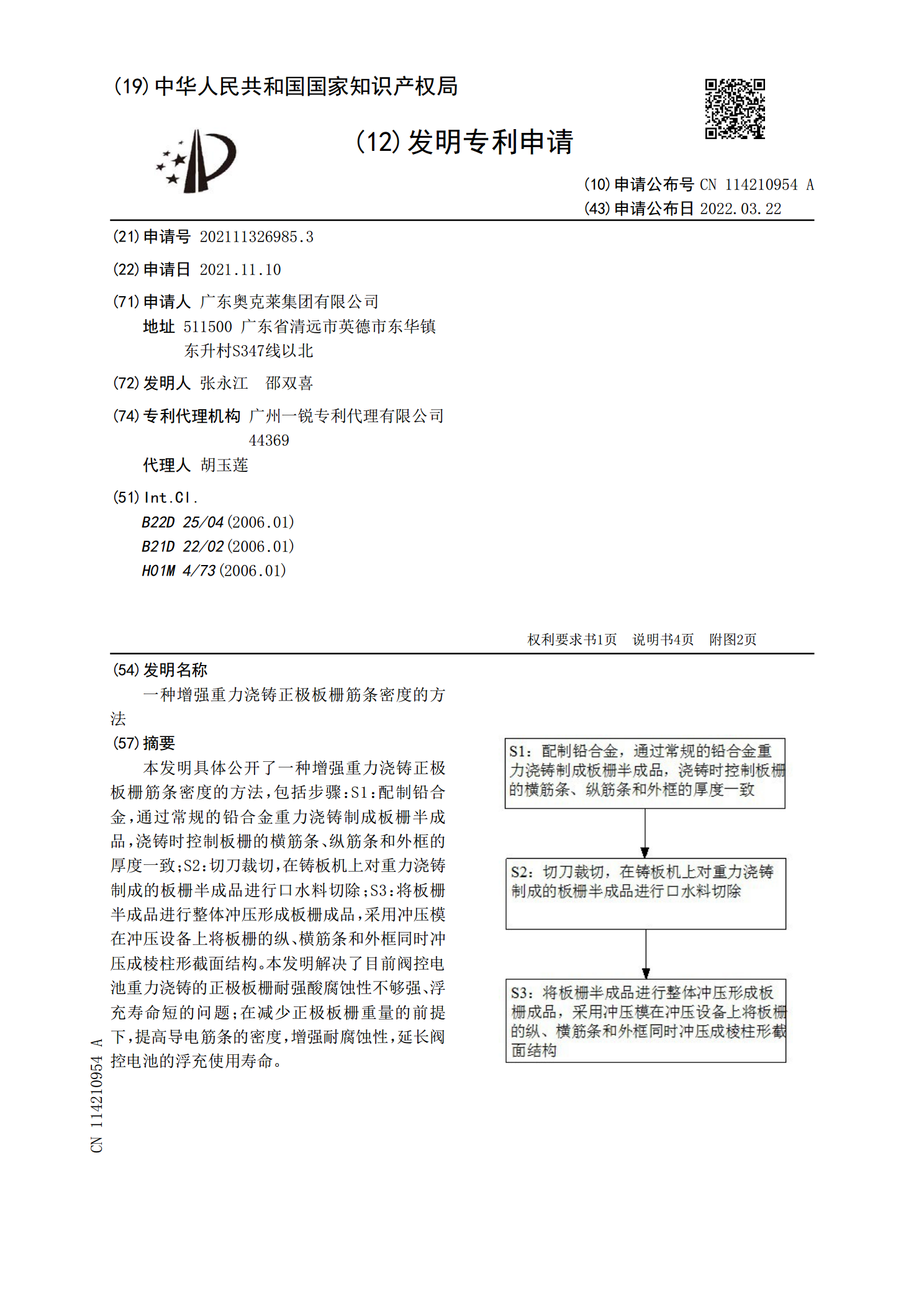
本发明具体公开了一种增强重力浇铸正极板栅筋条密度的方法,包括步骤:S1:配制铅合金,通过常规的铅合金重力浇铸制成板栅半成品,浇铸时控制板栅的横筋条、纵筋条和外框的厚度一致;S2:切刀裁切,在铸板机上对重力浇铸制成的板栅半成品进行口水料切除;S3:将板栅半成品进行整体冲压形成板栅成品,采用冲压模在冲压设备上将板栅的纵、横筋条和外框同时冲压成棱柱形截面结构。本发明解决了目前阀控电池重力浇铸的正极板栅耐强酸腐蚀性不够强、浮充寿命短的问题;在减少正极板栅重量的前提下,提高导电筋条的密度,增强耐腐蚀性,延长阀控电池

增强正极板活性物质与板栅结合牢固的方法.docx
增强正极板活性物质与板栅结合牢固的方法增强正极板活性物质与板栅结合牢固的方法摘要:锂离子电池作为目前应用最为广泛的可充电电池之一,其正极板活性物质与板栅之间的结合牢固度对电池循环寿命和性能具有重要影响。本文综述了目前常用的几种方法来增强正极板活性物质与板栅的结合牢固度,包括物理压实法、化学结合法和功能性界面修饰法,并对这些方法的优缺点进行了评述。最后,展望了未来在增强正极板活性物质与板栅结合牢固度方面的发展方向。关键词:锂离子电池,正极板活性物质,板栅结合,结合牢固度1.引言锂离子电池作为一种高能量密度和
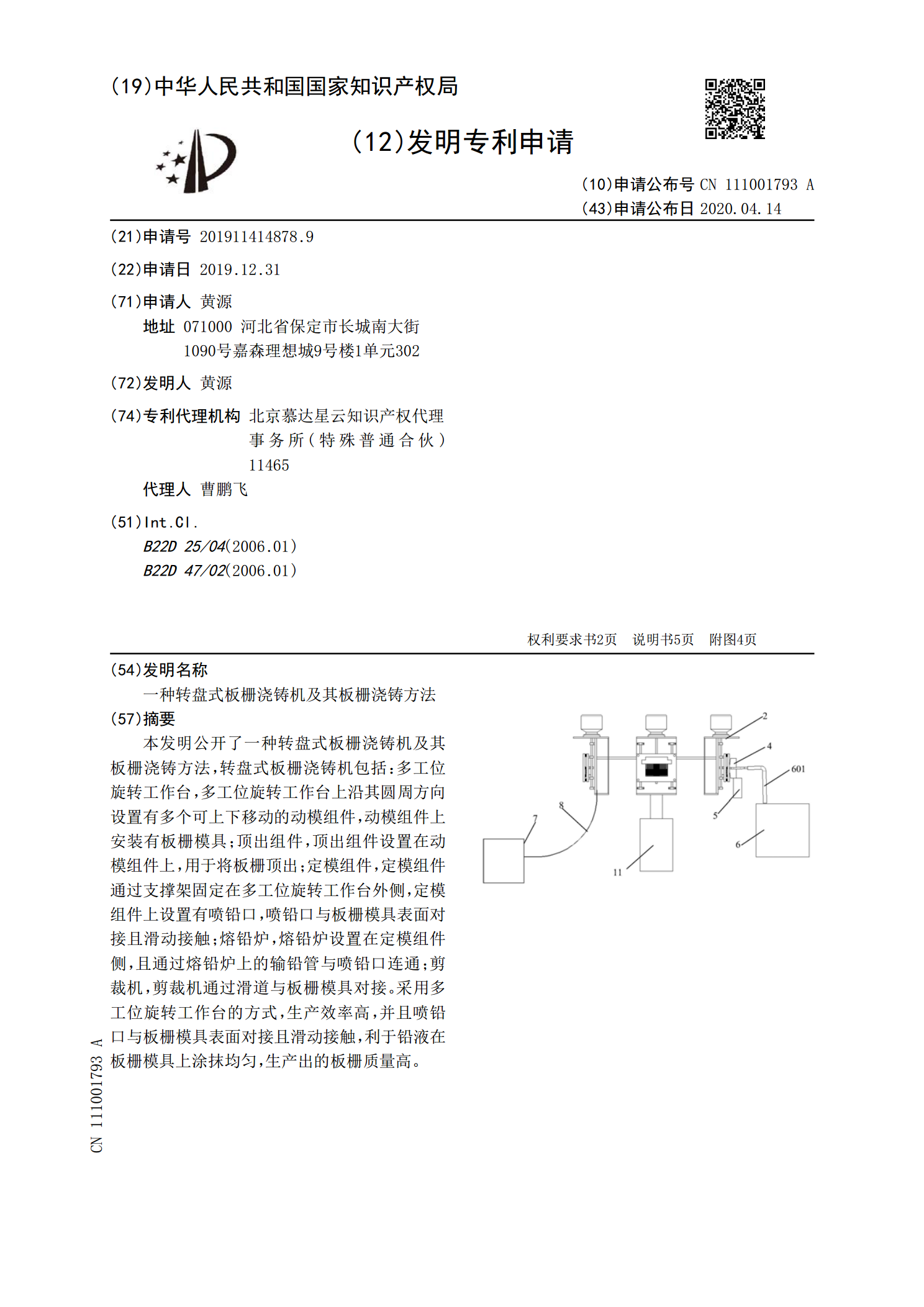
一种转盘式板栅浇铸机及其板栅浇铸方法.pdf
本发明公开了一种转盘式板栅浇铸机及其板栅浇铸方法,转盘式板栅浇铸机包括:多工位旋转工作台,多工位旋转工作台上沿其圆周方向设置有多个可上下移动的动模组件,动模组件上安装有板栅模具;顶出组件,顶出组件设置在动模组件上,用于将板栅顶出;定模组件,定模组件通过支撑架固定在多工位旋转工作台外侧,定模组件上设置有喷铅口,喷铅口与板栅模具表面对接且滑动接触;熔铅炉,熔铅炉设置在定模组件侧,且通过熔铅炉上的输铅管与喷铅口连通;剪裁机,剪裁机通过滑道与板栅模具对接。采用多工位旋转工作台的方式,生产效率高,并且喷铅口与板栅模
一种低能耗重力浇铸板栅的制作工艺.pdf
本发明公开了一种低能耗重力浇铸板栅的制作工艺,属于蓄电池技术领域。包括配置合金液,将电解铅加入到合金配置炉中进行融化并升温至550℃~620℃,再加入锑和锡并使其熔化;将板栅重力铸造模具加热,使得板栅重力铸造模具上口和板栅重力铸造模具下口温度达到140℃~160℃,同时将输铅管加热到500℃~520℃;将铅勺进行加热,并保证铅勺保持在500℃~520℃;浇铸板栅,将铅锑锡合金液通过输铅管和铅勺注入到板栅重力铸造模具中,并在浇铸中通过负压发生器使得板栅重力铸造模具的型腔内形成负压。本发明通过在浇铸中板栅重力
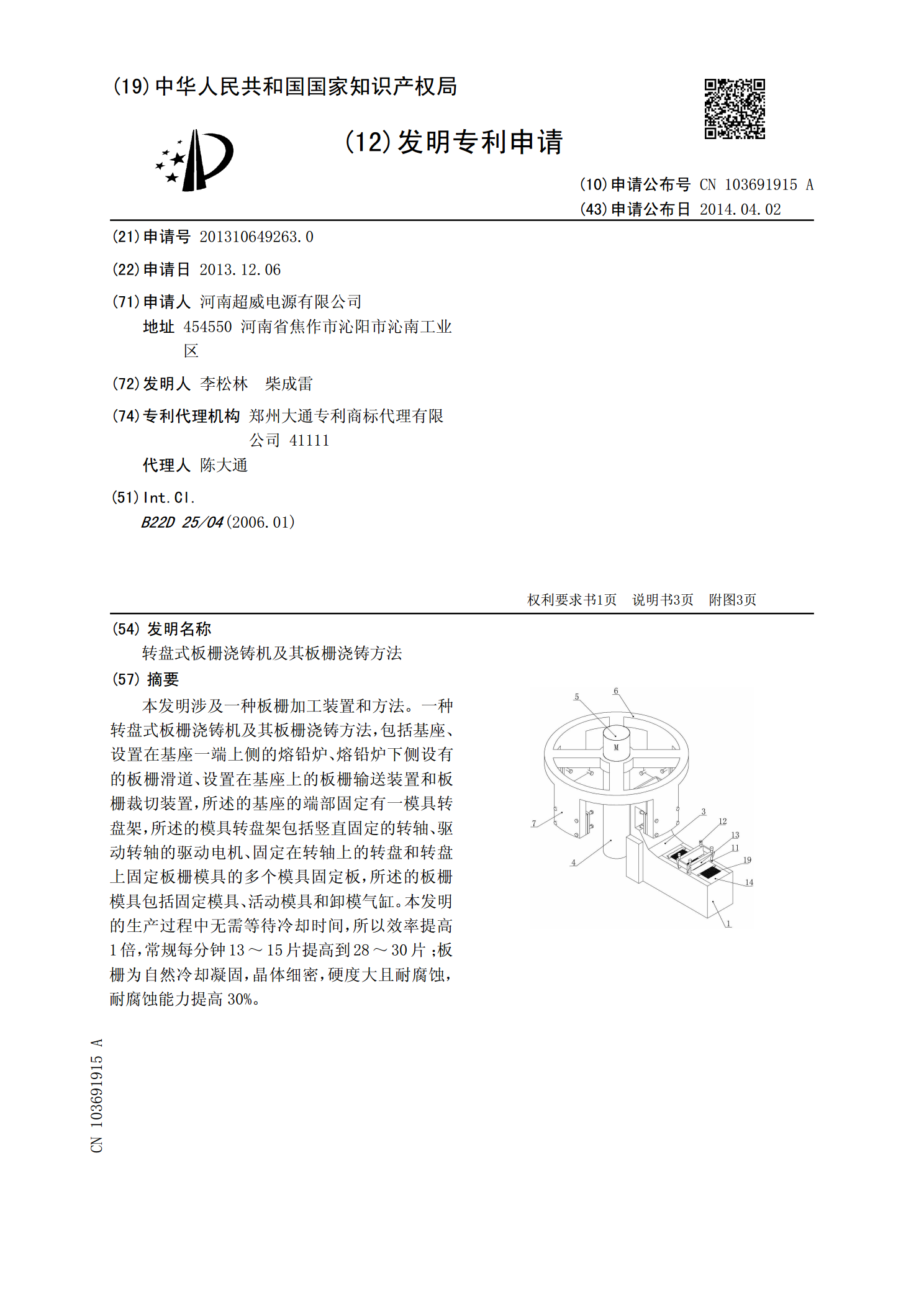
转盘式板栅浇铸机及其板栅浇铸方法.pdf
本发明涉及一种板栅加工装置和方法。一种转盘式板栅浇铸机及其板栅浇铸方法,包括基座、设置在基座一端上侧的熔铅炉、熔铅炉下侧设有的板栅滑道、设置在基座上的板栅输送装置和板栅裁切装置,所述的基座的端部固定有一模具转盘架,所述的模具转盘架包括竖直固定的转轴、驱动转轴的驱动电机、固定在转轴上的转盘和转盘上固定板栅模具的多个模具固定板,所述的板栅模具包括固定模具、活动模具和卸模气缸。本发明的生产过程中无需等待冷却时间,所以效率提高1倍,常规每分钟13~15片提高到28~30片;板栅为自然冷却凝固,晶体细密,硬度大且耐