
谷物表面碾磨加工设备的智能控制系统及谷物加工设备.pdf

含平****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
谷物表面碾磨加工设备的智能控制系统及谷物加工设备.pdf
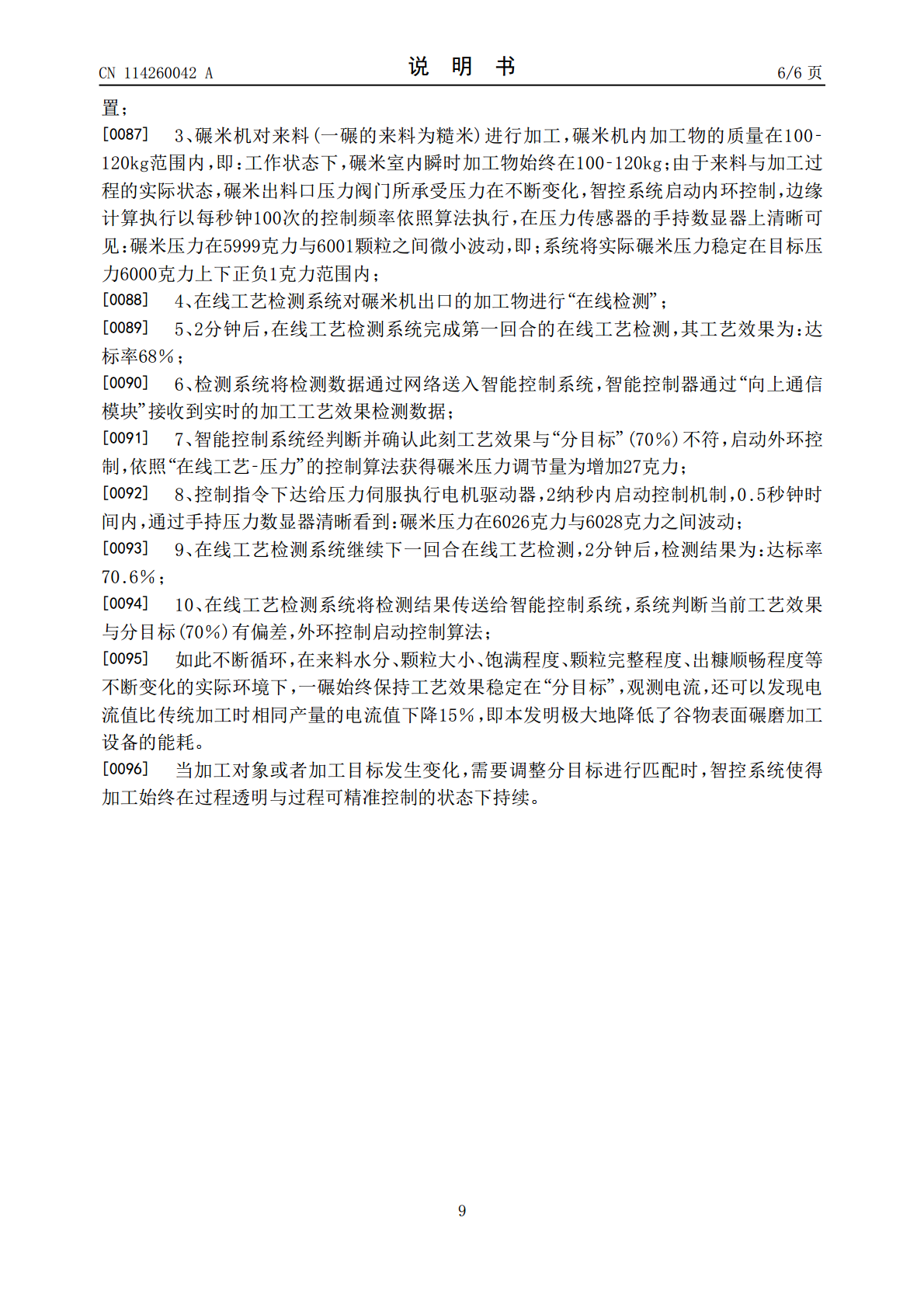
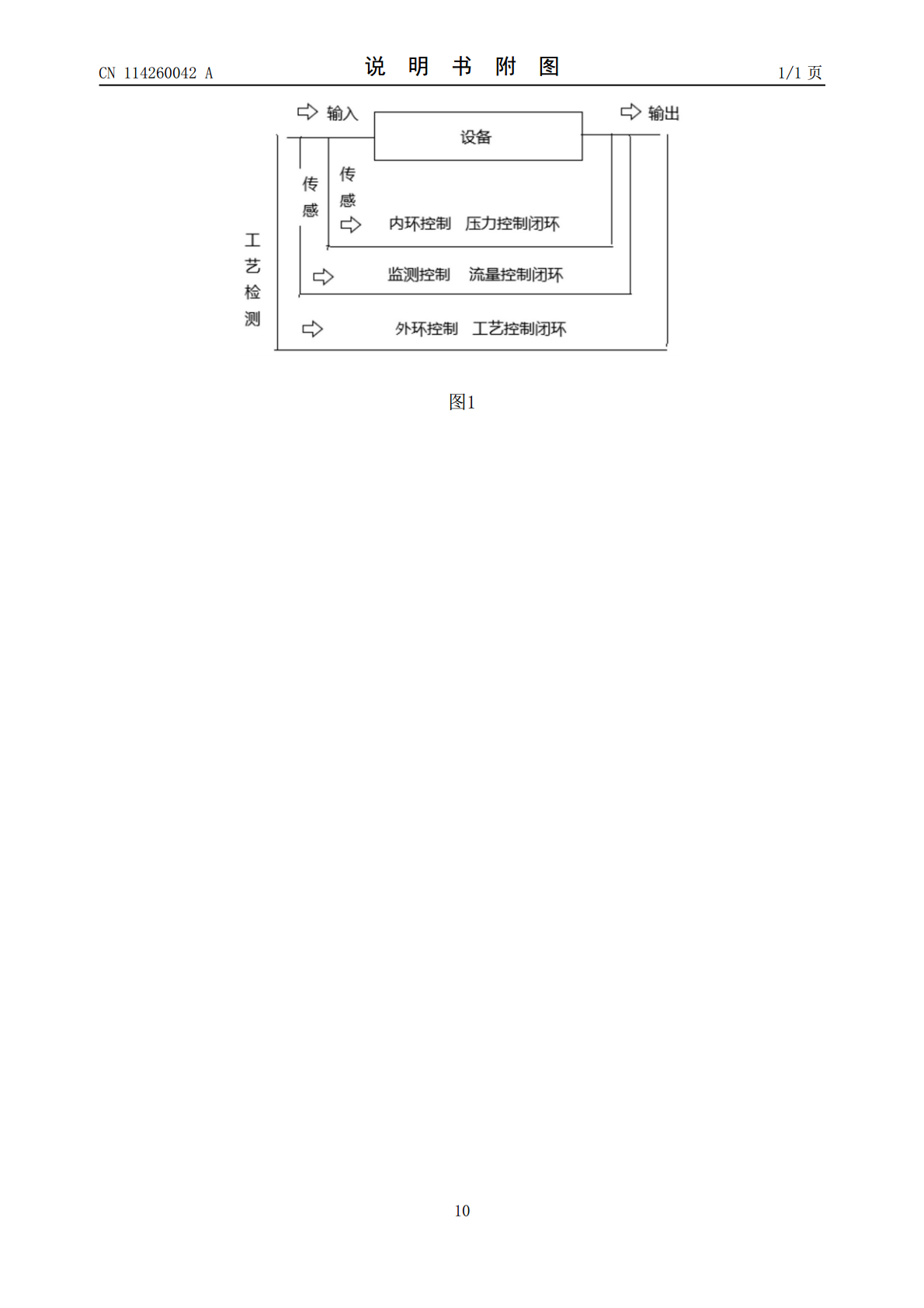
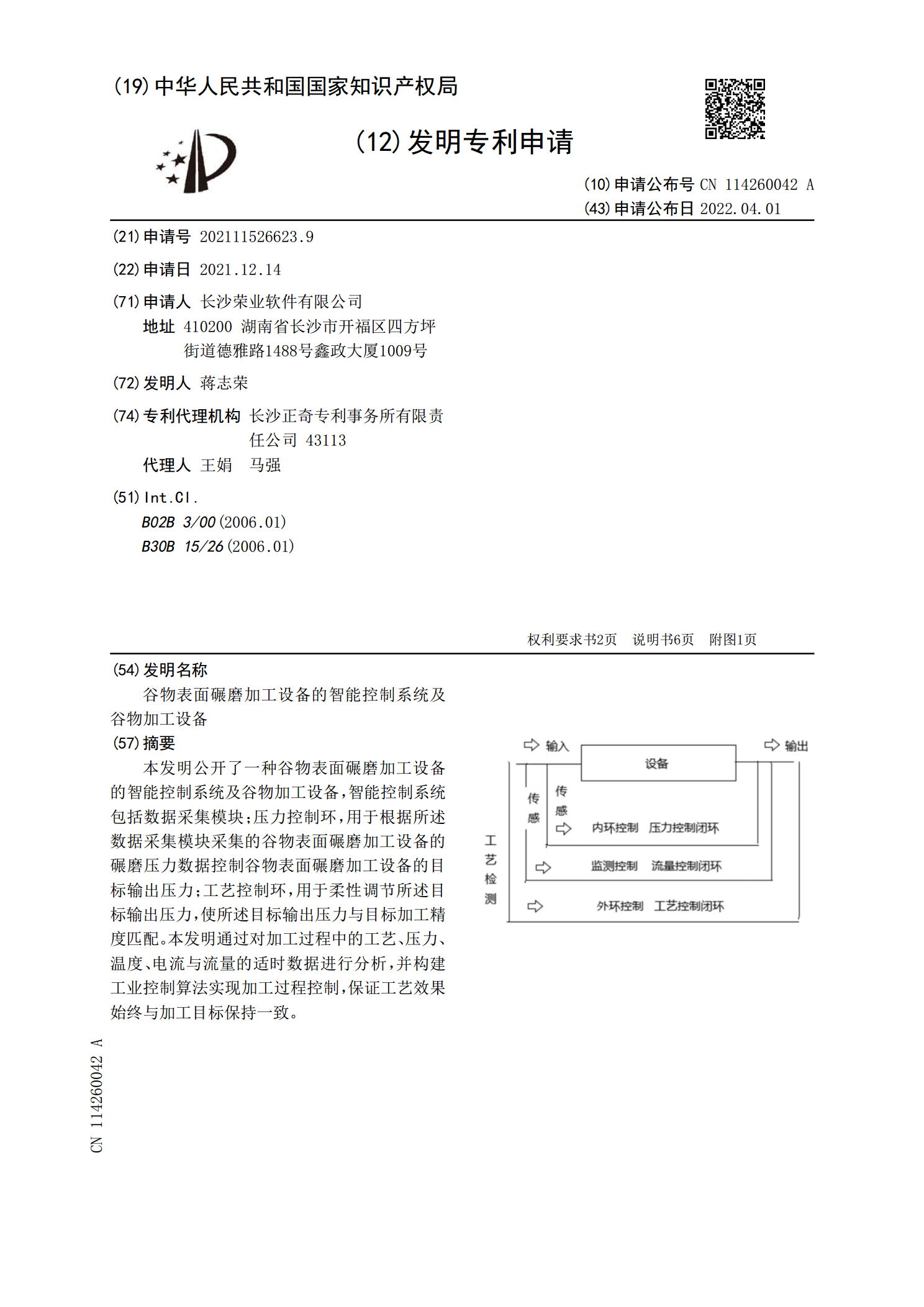
本发明公开了一种谷物表面碾磨加工设备的智能控制系统及谷物加工设备,智能控制系统包括数据采集模块;压力控制环,用于根据所述数据采集模块采集的谷物表面碾磨加工设备的碾磨压力数据控制谷物表面碾磨加工设备的目标输出压力;工艺控制环,用于柔性调节所述目标输出压力,使所述目标输出压力与目标加工精度匹配。本发明通过对加工过程中的工艺、压力、温度、电流与流量的适时数据进行分析,并构建工业控制算法实现加工过程控制,保证工艺效果始终与加工目标保持一致。
谷物加工工艺及设备.pdf
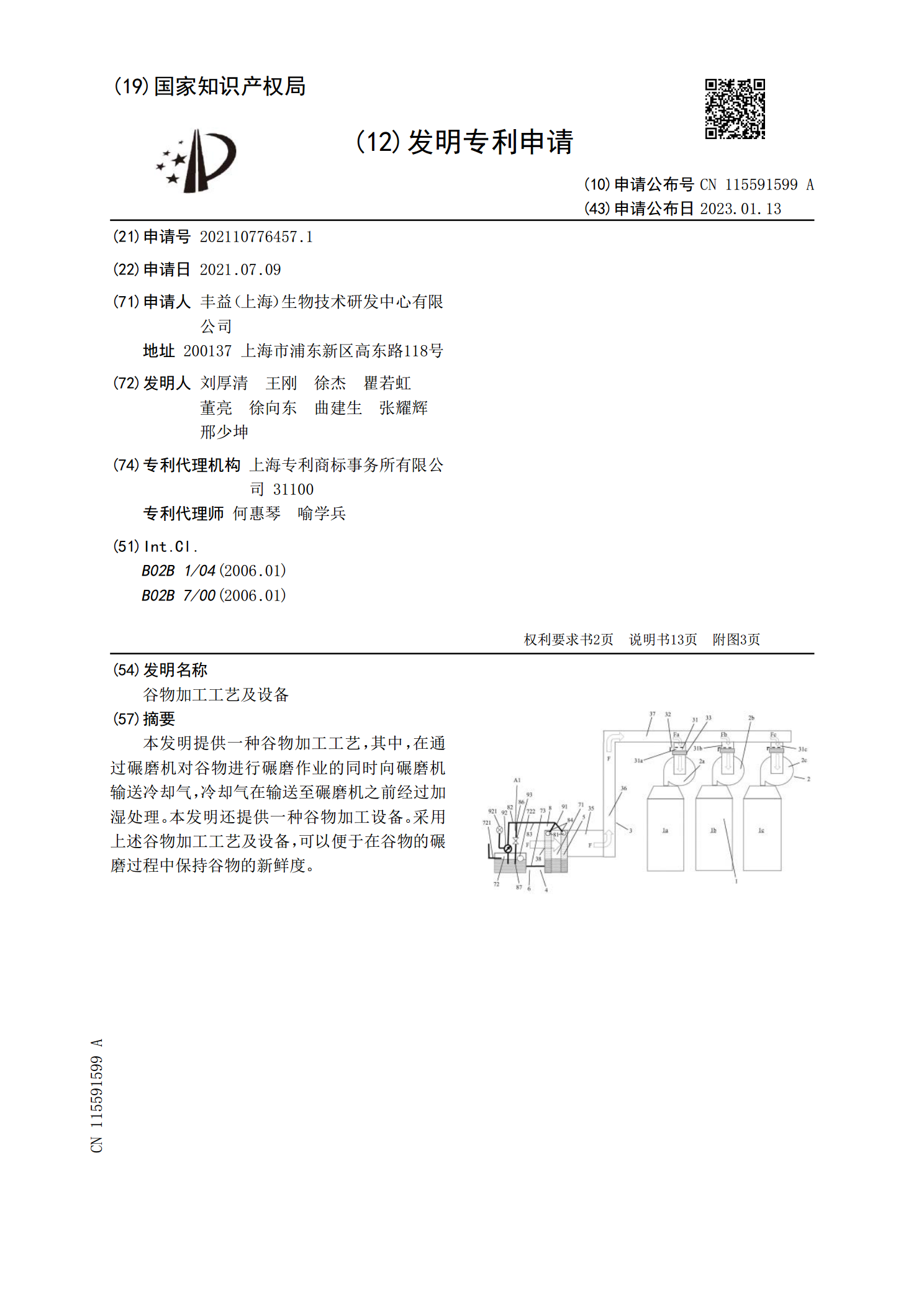
本发明提供一种谷物加工工艺,其中,在通过碾磨机对谷物进行碾磨作业的同时向碾磨机输送冷却气,冷却气在输送至碾磨机之前经过加湿处理。本发明还提供一种谷物加工设备。采用上述谷物加工工艺及设备,可以便于在谷物的碾磨过程中保持谷物的新鲜度。
一种农业加工用谷物碾磨装置.pdf
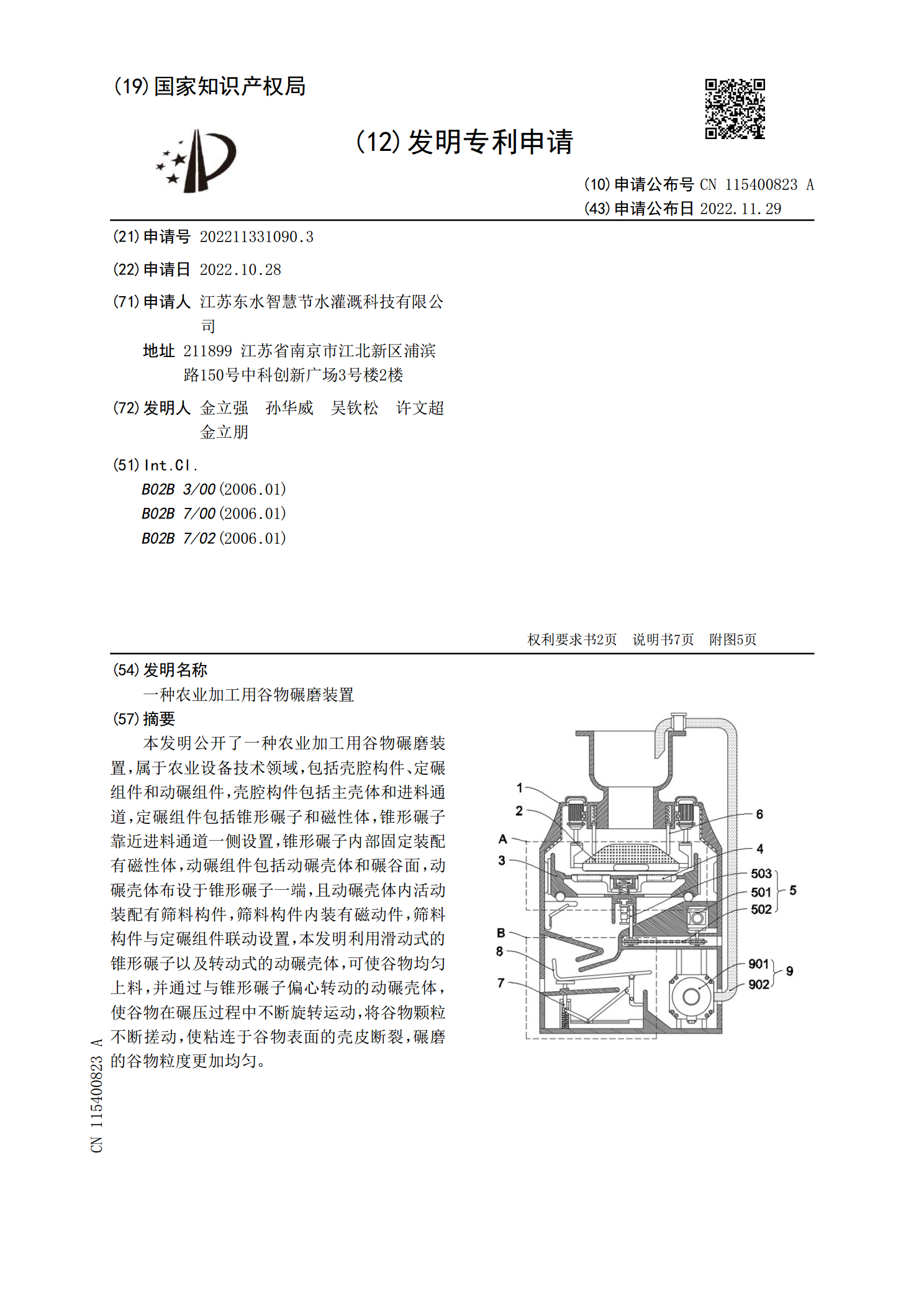
本发明公开了一种农业加工用谷物碾磨装置,属于农业设备技术领域,包括壳腔构件、定碾组件和动碾组件,壳腔构件包括主壳体和进料通道,定碾组件包括锥形碾子和磁性体,锥形碾子靠近进料通道一侧设置,锥形碾子内部固定装配有磁性体,动碾组件包括动碾壳体和碾谷面,动碾壳体布设于锥形碾子一端,且动碾壳体内活动装配有筛料构件,筛料构件内装有磁动件,筛料构件与定碾组件联动设置,本发明利用滑动式的锥形碾子以及转动式的动碾壳体,可使谷物均匀上料,并通过与锥形碾子偏心转动的动碾壳体,使谷物在碾压过程中不断旋转运动,将谷物颗粒不断搓动,

一种谷物加工设备.pdf
本发明属于谷物晾晒领域,尤其涉及一种谷物加工设备,它包括底座、滑杆、复位弹簧、支撑块、圆销、摆座、导杆、晾晒机构、方杆、螺杆,其中摆座通过两个可拆卸的圆销铰接于底座上的两个支耳之间;本发明中的晾晒机构中的晾晒板在方杆驱动下绕摆轴摆动至其与水平面夹角小于谷物堆积自流角的角度来保证晾晒与晾晒板上的谷物可以最大限度地停留其上进行晾晒。多层晾晒机构的等量的谷物晾晒大大地节省了谷物晾晒所在的场地面积,保证用较小的场地面积晾晒较多的谷物,提高场地的利用率和谷物的单次晾晒量。

谷物干法加工.ppt
第一节脱壳碾米清理工序:搓撕脱壳:砻谷基本原理:利用稻谷、糙米在粒度、密度、弹性、表面摩擦因素等物理性质方面的差异进行分离。粒度分选:平面回转分离筛(粒度自动分级)密度、弹性、表面摩擦因素分选:重力谷糙分离机(重力自动分级)擦离碾白(又称压力碾白):依靠米粒与辊筒、米筛等构件,米粒与米粒之间强烈的摩擦而产生的擦离作用,使皮层与胚乳分离。特点:机内压力大,适用于结构紧密、质地坚实的品种,产品表面细腻、光洁,碾白室内米粒密度大,容易出碎米。碾削碾白(又称速度碾白):依靠碾米机内金刚砂辊对糙米皮层进行不断的磨削