
感应加热装置的控制方法及感应加热装置.pdf

黛娥****ak

1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

感应加热装置的控制方法及感应加热装置.pdf
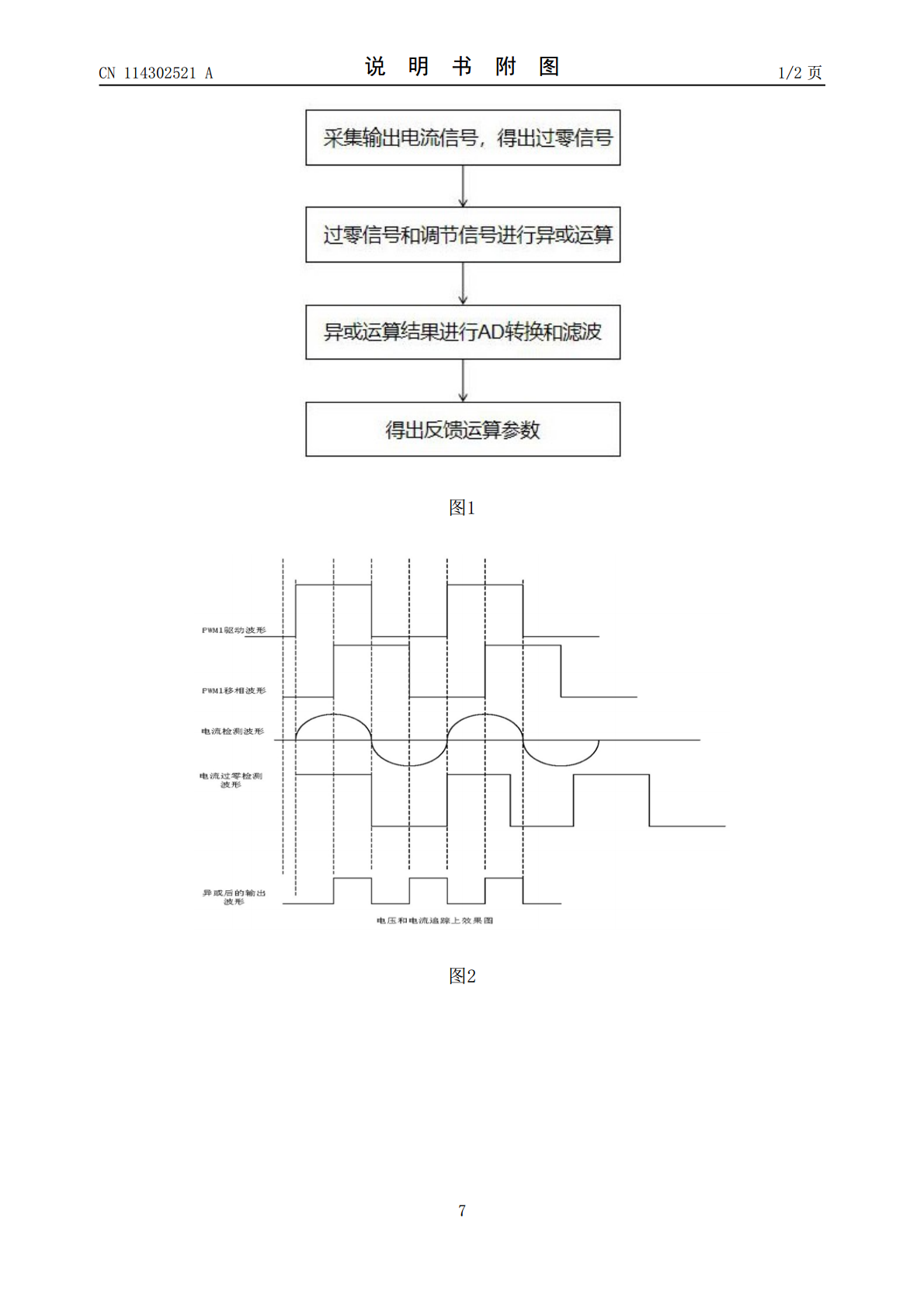
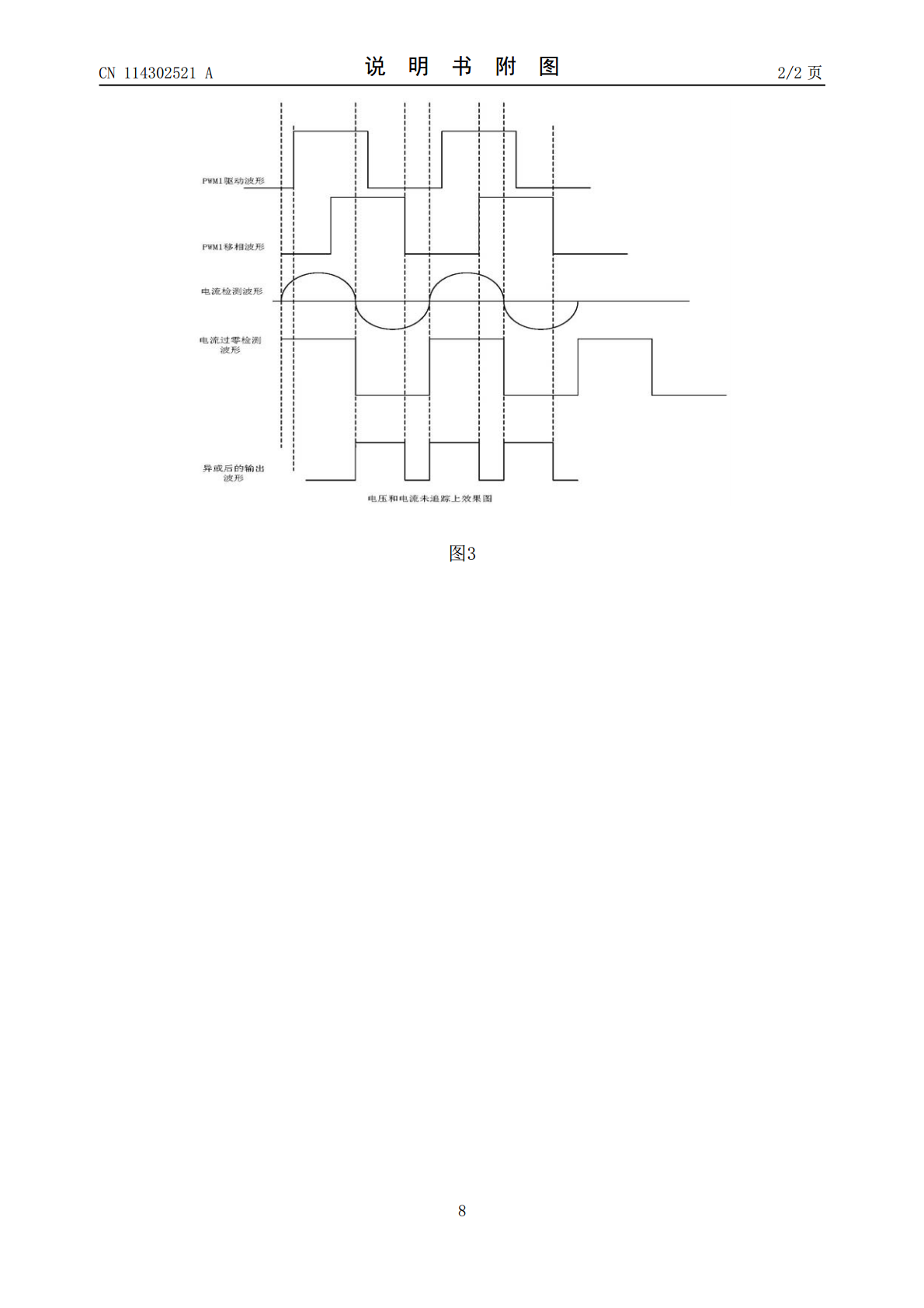
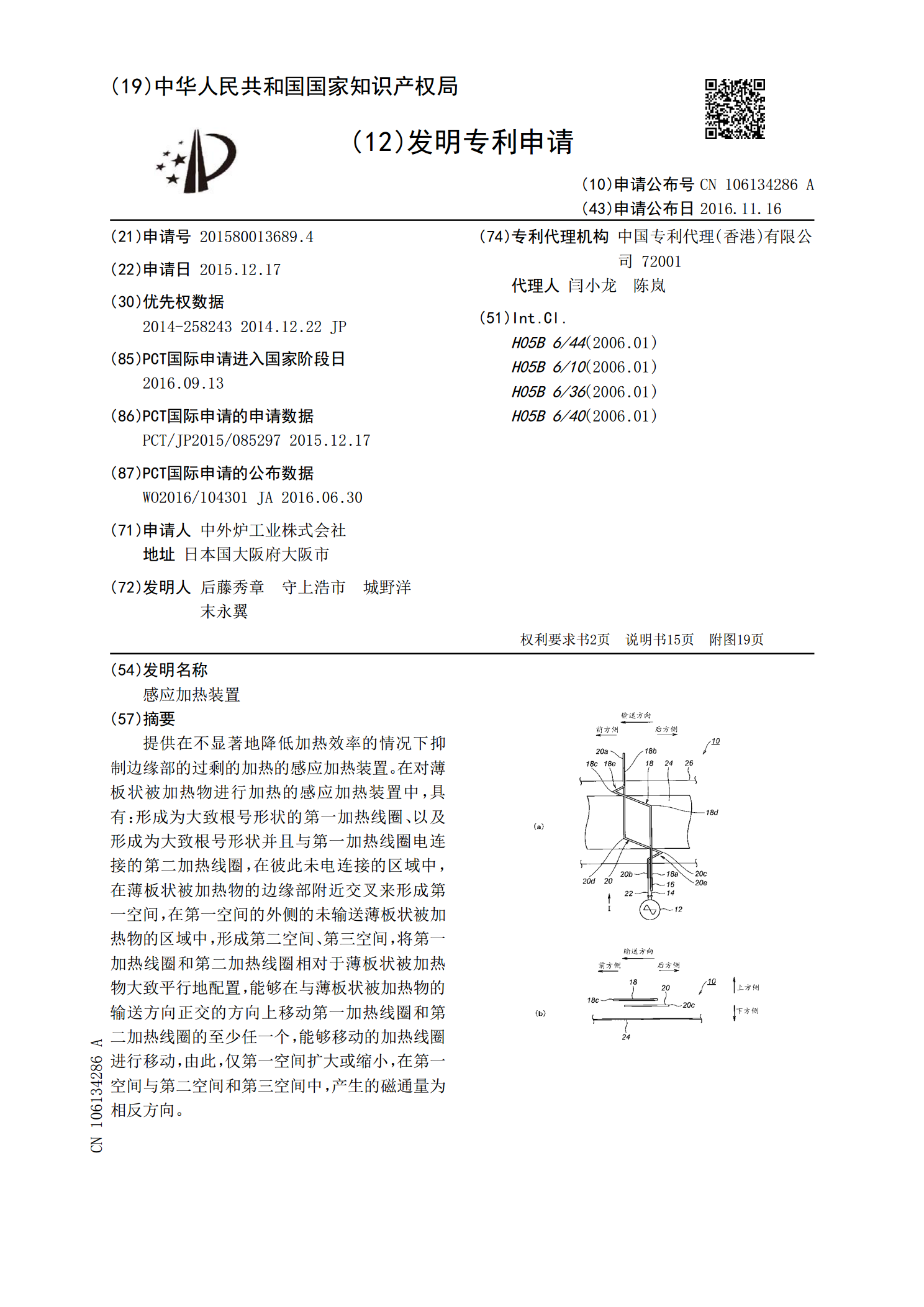
本发明公开了一种感应加热装置的控制方法及感应加热装置,感应加热装置的控制方法包括步骤:计算使感应加热装置加热效率达到目标效率时的给定运算参数;采集与感应加热装置加热效率相关的运行参数,处理运行参数并令处理后的结果为反馈运算参数;将给定运算参数和反馈运算参数输入预设计算模型输出调节信号;通过调节信号调节感应加热装置使反馈运算参数接近或等于给定运算参数。本发明提出的感应加热装置的控制方法实现了使感应加热装置加热效率最大化的调节过程的数字化,该方法既便于控制和调整,还能提高控制精度。

感应加热装置及感应加热方法.pdf
本发明提供一种可以同时良好地感应加热齿轮部和带台阶轴的感应加热装置及感应加热方法。一种具有齿轮部(16)和带台阶轴(15)的工件的感应加热装置(10),将环状线圈(1)配置在齿轮部(16)的周围,并将线性线圈(2)相对于带台阶轴(15)沿轴向对置配置,将分别不同的频率的交流电流向环状线圈(1)和线性线圈(2)供给。另外,将线性线圈(2)的部分与带台阶轴(15)和齿轮部(16)的交界部(17)对置配置,将环状线圈(1)引起的齿轮部(16)的淬火图案和线性线圈(2)引起的带台阶轴(15)的淬火图案连接。

感应加热装置及方法.pdf
本发明公开了一种感应加热装置及方法,对工件在不同的温度段采用不同的频率中频电源进行感应加热,使透热层深度Δ始终保持比较大的状态,得到更快的感应加热速度、更高的加热效率。对于步进式感应加热方式,本发明的双频感应加热装置相比按照常规设计的感应器总炉长可以缩短20%左右,解决了加热装置在车间内没有足够空间布置的问题。对于工件需加热到最高1200~1300℃的工艺温度的情况,由于加热速度加快,减少了工件在接近工艺温度到达到工艺温度的加热过程,减少了氧化皮的产生,达到对被加热工件表面烧损的严格要求。

感应加热装置.pdf
提供了一种用于增强感应加热装置的磁场的磁性插入件。磁性插入件(302)通过使用包含能模制聚合物基体和软磁性材料的组合物制造。
感应加热装置.pdf
提供在不显著地降低加热效率的情况下抑制边缘部的过剩的加热的感应加热装置。在对薄板状被加热物进行加热的感应加热装置中,具有:形成为大致根号形状的第一加热线圈、以及形成为大致根号形状并且与第一加热线圈电连接的第二加热线圈,在彼此未电连接的区域中,在薄板状被加热物的边缘部附近交叉来形成第一空间,在第一空间的外侧的未输送薄板状被加热物的区域中,形成第二空间、第三空间,将第一加热线圈和第二加热线圈相对于薄板状被加热物大致平行地配置,能够在与薄板状被加热物的输送方向正交的方向上移动第一加热线圈和第二加热线圈的至少任一