
一种高强度抗撕裂无纺布的制造方法.pdf

An****70

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度抗撕裂无纺布的制造方法.pdf
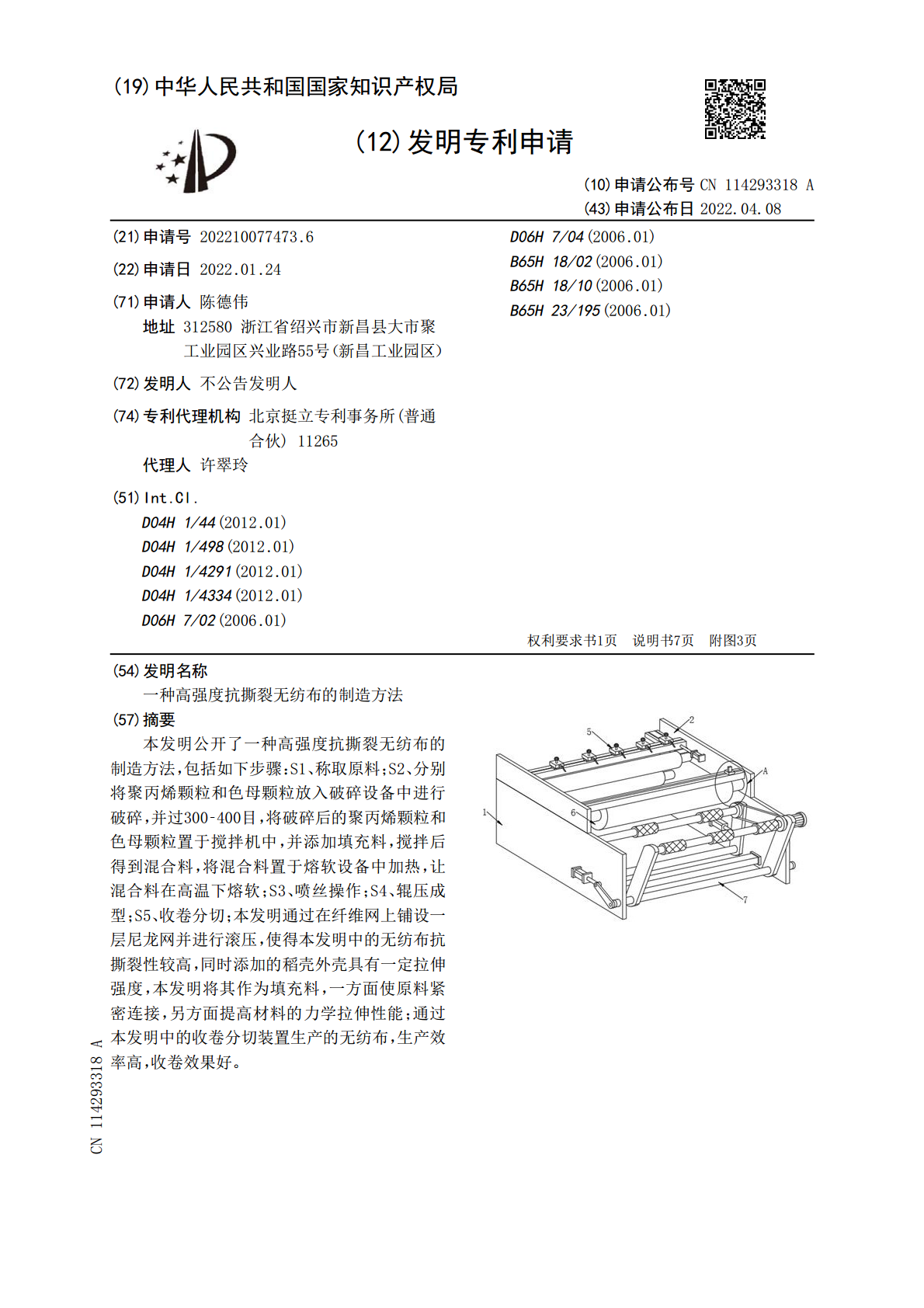
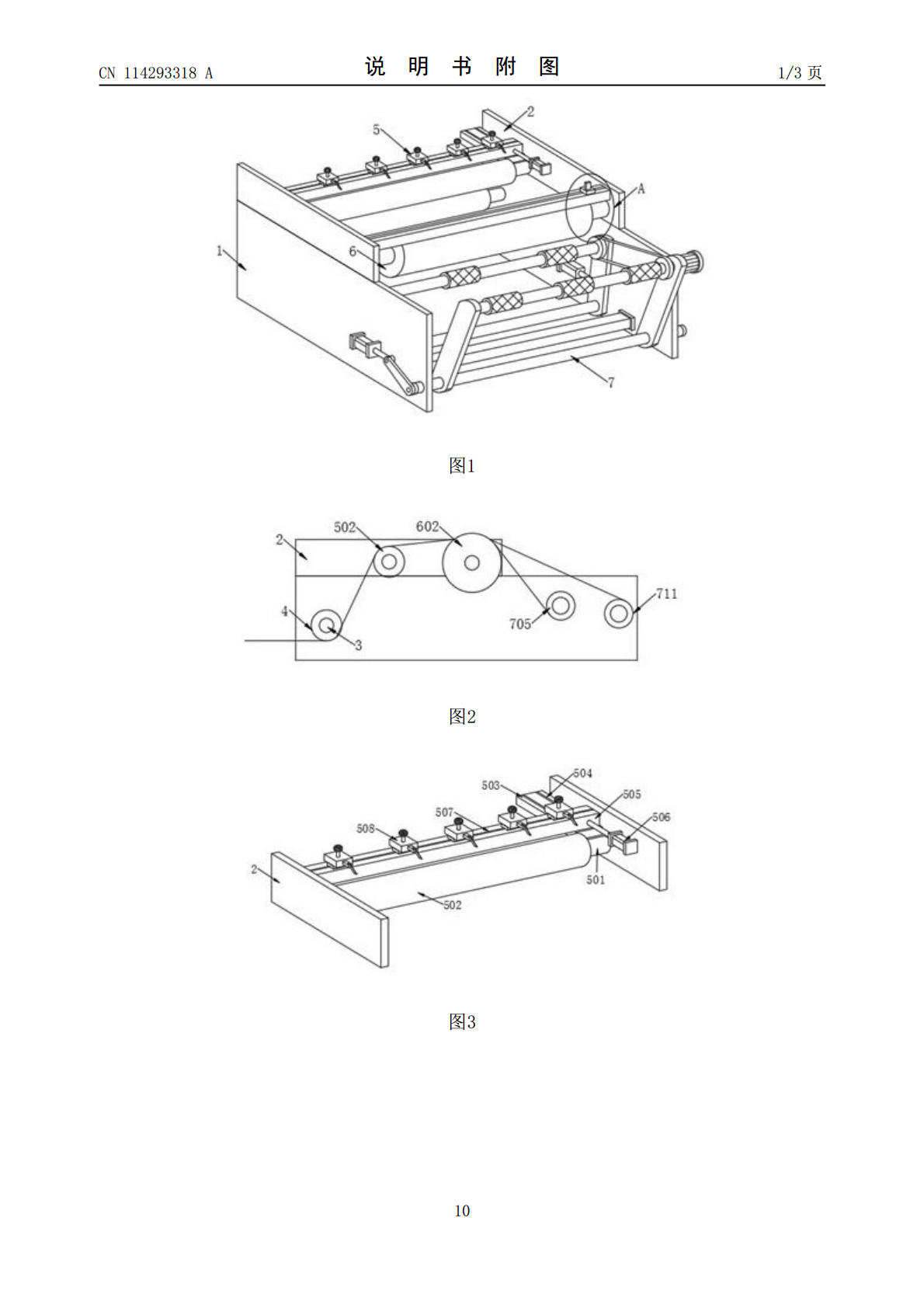
本发明公开了一种高强度抗撕裂无纺布的制造方法,包括如下步骤:S1、称取原料;S2、分别将聚丙烯颗粒和色母颗粒放入破碎设备中进行破碎,并过300‑400目,将破碎后的聚丙烯颗粒和色母颗粒置于搅拌机中,并添加填充料,搅拌后得到混合料,将混合料置于熔软设备中加热,让混合料在高温下熔软;S3、喷丝操作;S4、辊压成型;S5、收卷分切;本发明通过在纤维网上铺设一层尼龙网并进行滚压,使得本发明中的无纺布抗撕裂性较高,同时添加的稻壳外壳具有一定拉伸强度,本发明将其作为填充料,一方面使原料紧密连接,另方面提高材料的力学拉
一种抗撕裂抗菌无纺布及其制备方法.pdf
本发明公开了一种抗撕裂抗菌无纺布及其制备方法,以端羧基聚乳酸、聚己内酯、聚丁二酸丁二醇酯、羟丙基淀粉醚、油酸甘油酯、双醛壳聚糖、硝酸铜、钛酸铈微球为原料,经混合熔融、喷丝成网、热轧成布即可。本发明所得无纺布具有优异的抗撕裂性能和抗菌性,可用于医疗卫生用品的生产加工,使用推广前景广阔。
一种无纺布的制造方法.pdf
本发明公开了一种无纺布制造方法,包括以下步骤:进棉;混棉,开松;给棉;预梳理;铺网;主梳理;热轧;将阻燃剂、热稳定剂、载体树脂以及助剂按照一定的重量配比加入高纯水中,然后上涂无纺布,通过高速烘干,将热轧好的水溶性无纺布进行卷绕,获得水溶性无纺布的水溶温度20~80℃。本发明制造的无纺布具有水溶性,丢弃后不会造成生活垃圾,杜绝二次污染,大大减轻了环境的污染以及资源的浪费,同时使用方便,便于清洁打扫;通过将阻燃剂直接上涂无纺布,然后按照工艺流程直接生产出性能稳定的阻燃性无纺布,工艺简单,生产效率高。
一种无纺布、无纺布的制造方法及其生产装置.pdf
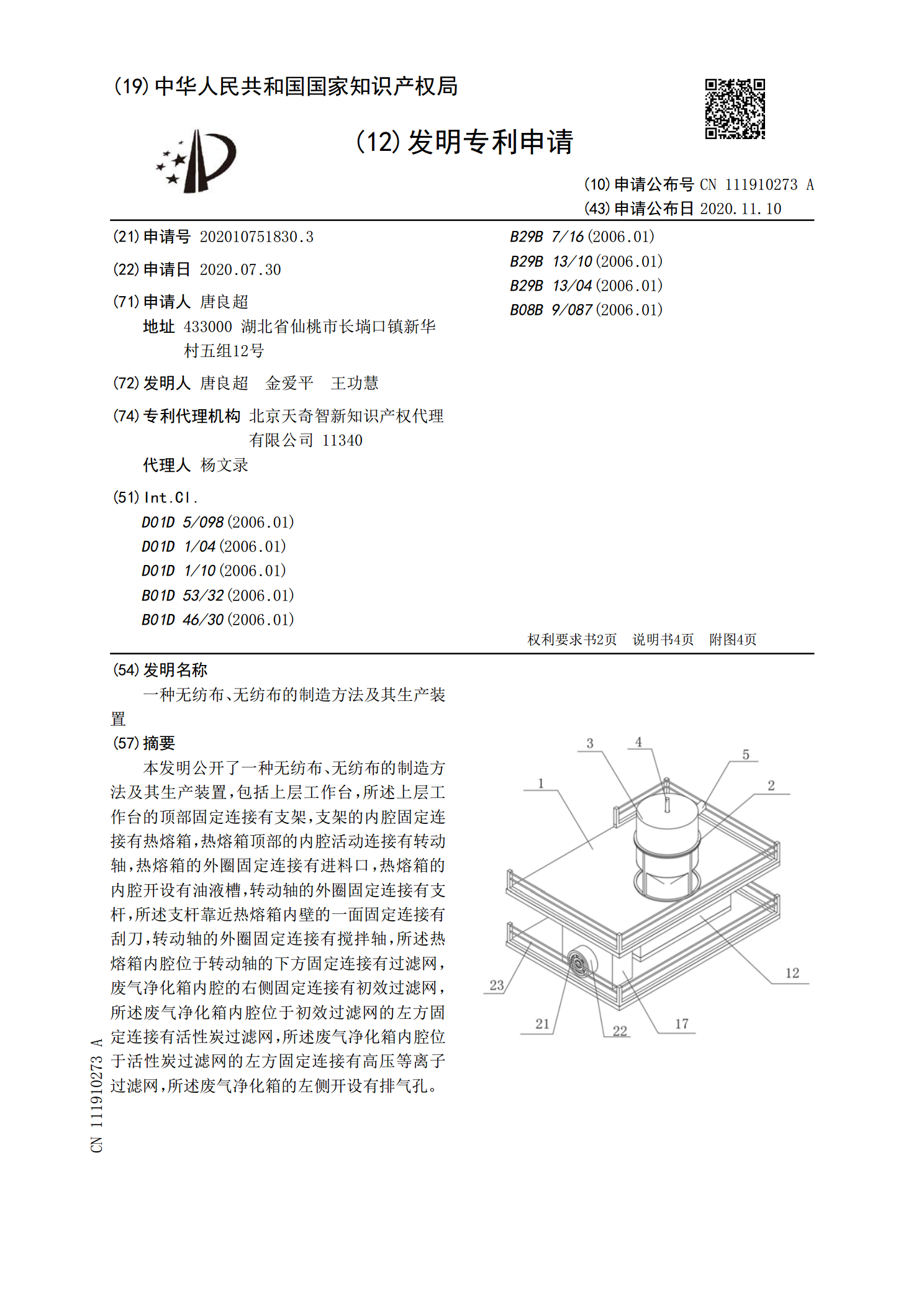
本发明公开了一种无纺布、无纺布的制造方法及其生产装置,包括上层工作台,所述上层工作台的顶部固定连接有支架,支架的内腔固定连接有热熔箱,热熔箱顶部的内腔活动连接有转动轴,热熔箱的外圈固定连接有进料口,热熔箱的内腔开设有油液槽,转动轴的外圈固定连接有支杆,所述支杆靠近热熔箱内壁的一面固定连接有刮刀,转动轴的外圈固定连接有搅拌轴,所述热熔箱内腔位于转动轴的下方固定连接有过滤网,废气净化箱内腔的右侧固定连接有初效过滤网,所述废气净化箱内腔位于初效过滤网的左方固定连接有活性炭过滤网,所述废气净化箱内腔位于活性炭过滤

一种高强度抗撕裂的橡胶履带及其制备方法.pdf
本发明提供一种高强度抗撕裂的橡胶履带及其制备方法,橡胶履带的制备原料,包括以下组分:天然橡胶;氢化丁腈橡胶;丙烯腈‑丁二烯共聚物;炭黑;聚合物‑金刚石/羟基磷灰石纳米颗粒;蒙脱石纳米颗粒;防老剂;促进剂;富勒烯纳米纤维;溴化四丁基铵;CHCl