
一种大断面高碳铬轴承钢连铸坯加热控制方法.pdf

是你****馨呀

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大断面高碳铬轴承钢连铸坯加热控制方法.pdf
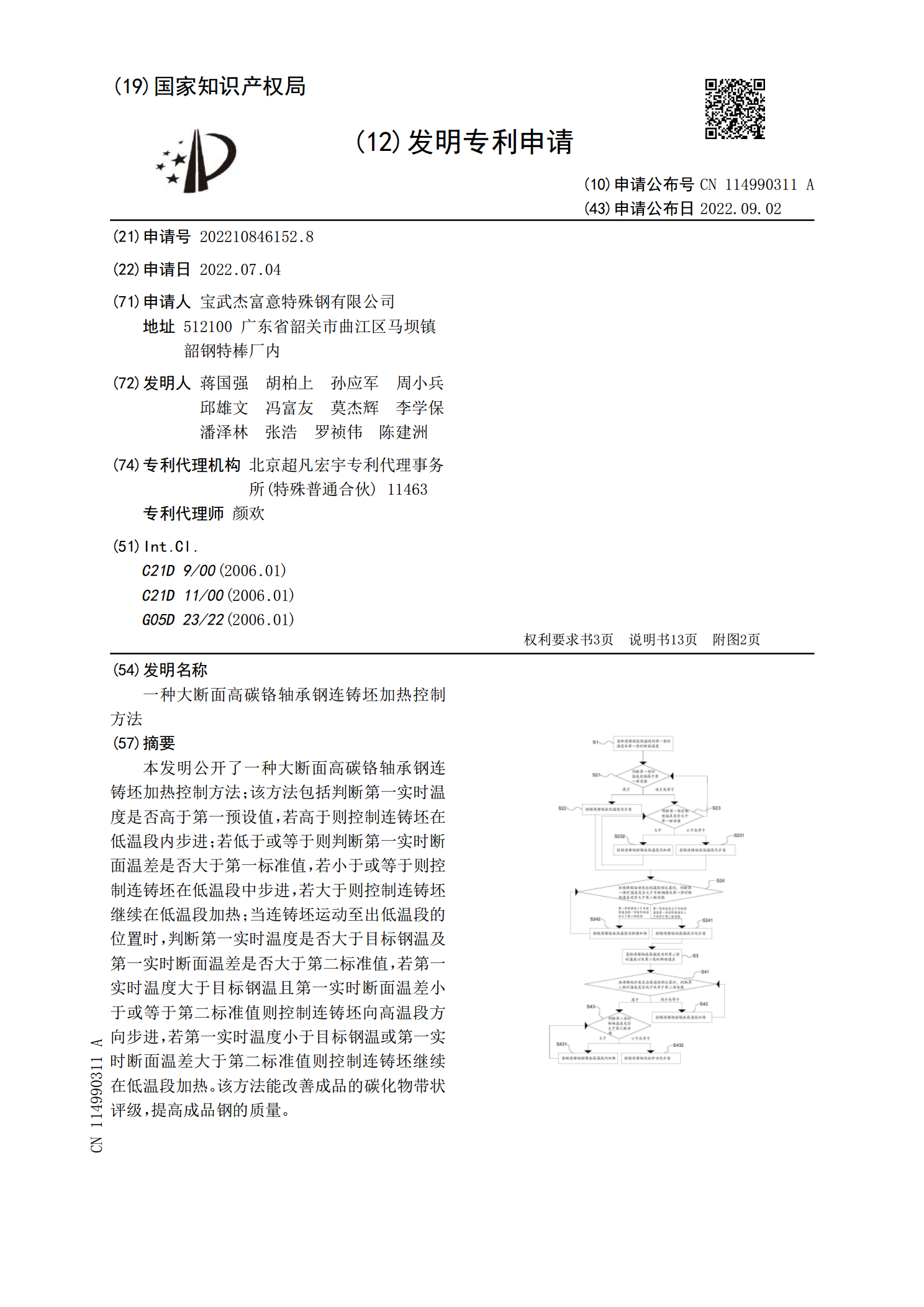
本发明公开了一种大断面高碳铬轴承钢连铸坯加热控制方法;该方法包括判断第一实时温度是否高于第一预设值,若高于则控制连铸坯在低温段内步进;若低于或等于则判断第一实时断面温差是否大于第一标准值,若小于或等于则控制连铸坯在低温段中步进,若大于则控制连铸坯继续在低温段加热;当连铸坯运动至出低温段的位置时,判断第一实时温度是否大于目标钢温及第一实时断面温差是否大于第二标准值,若第一实时温度大于目标钢温且第一实时断面温差小于或等于第二标准值则控制连铸坯向高温段方向步进,若第一实时温度小于目标钢温或第一实时断面温差大于第
一种基于温度时间控制的高碳铬轴承钢连铸坯加热控制方法.pdf
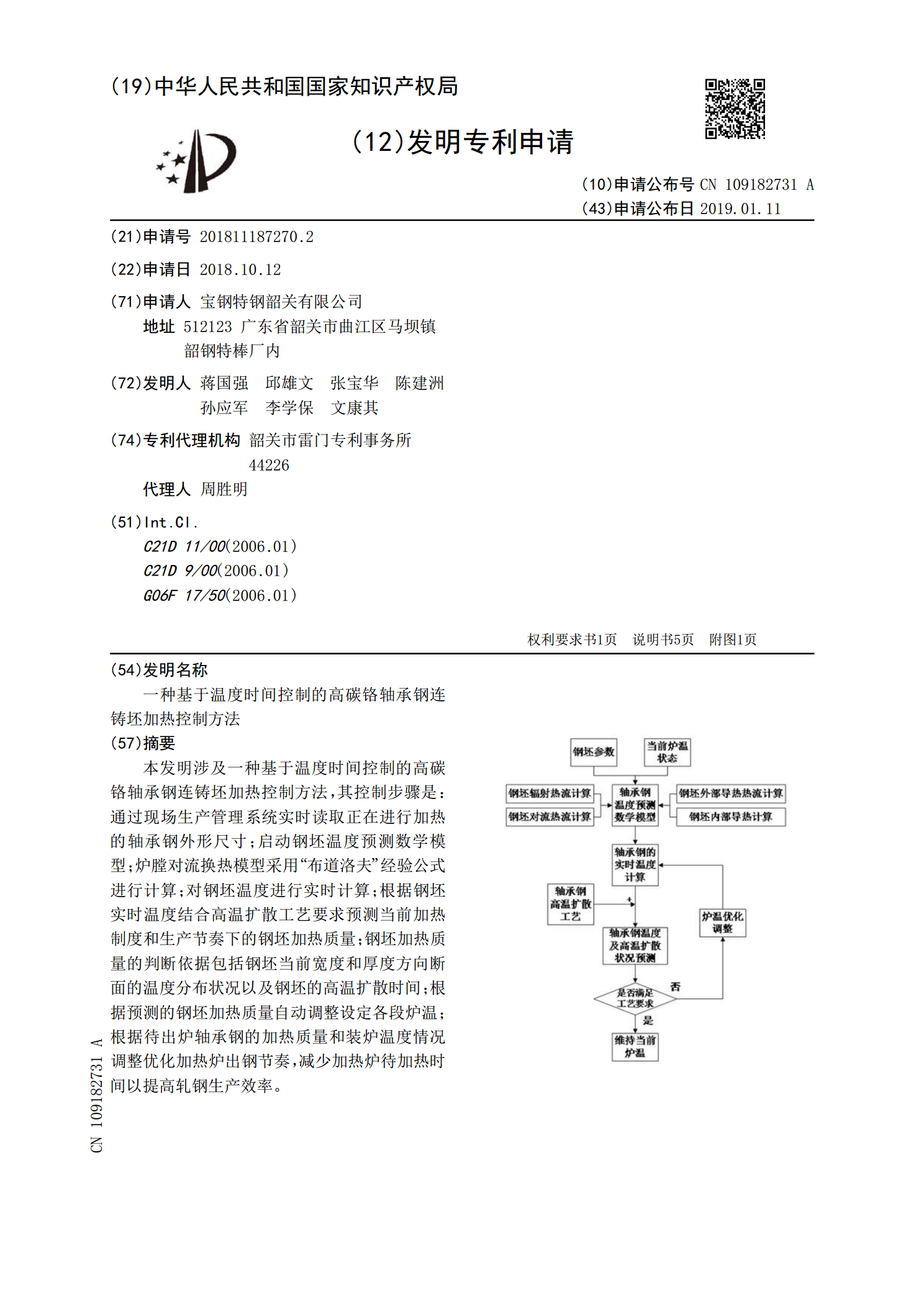
本发明涉及一种基于温度时间控制的高碳铬轴承钢连铸坯加热控制方法,其控制步骤是:通过现场生产管理系统实时读取正在进行加热的轴承钢外形尺寸;启动钢坯温度预测数学模型;炉膛对流换热模型采用“布道洛夫”经验公式进行计算;对钢坯温度进行实时计算;根据钢坯实时温度结合高温扩散工艺要求预测当前加热制度和生产节奏下的钢坯加热质量;钢坯加热质量的判断依据包括钢坯当前宽度和厚度方向断面的温度分布状况以及钢坯的高温扩散时间;根据预测的钢坯加热质量自动调整设定各段炉温;根据待出炉轴承钢的加热质量和装炉温度情况调整优化加热炉出钢节
一种高碳铬轴承钢特殊断面方坯生产方法.pdf
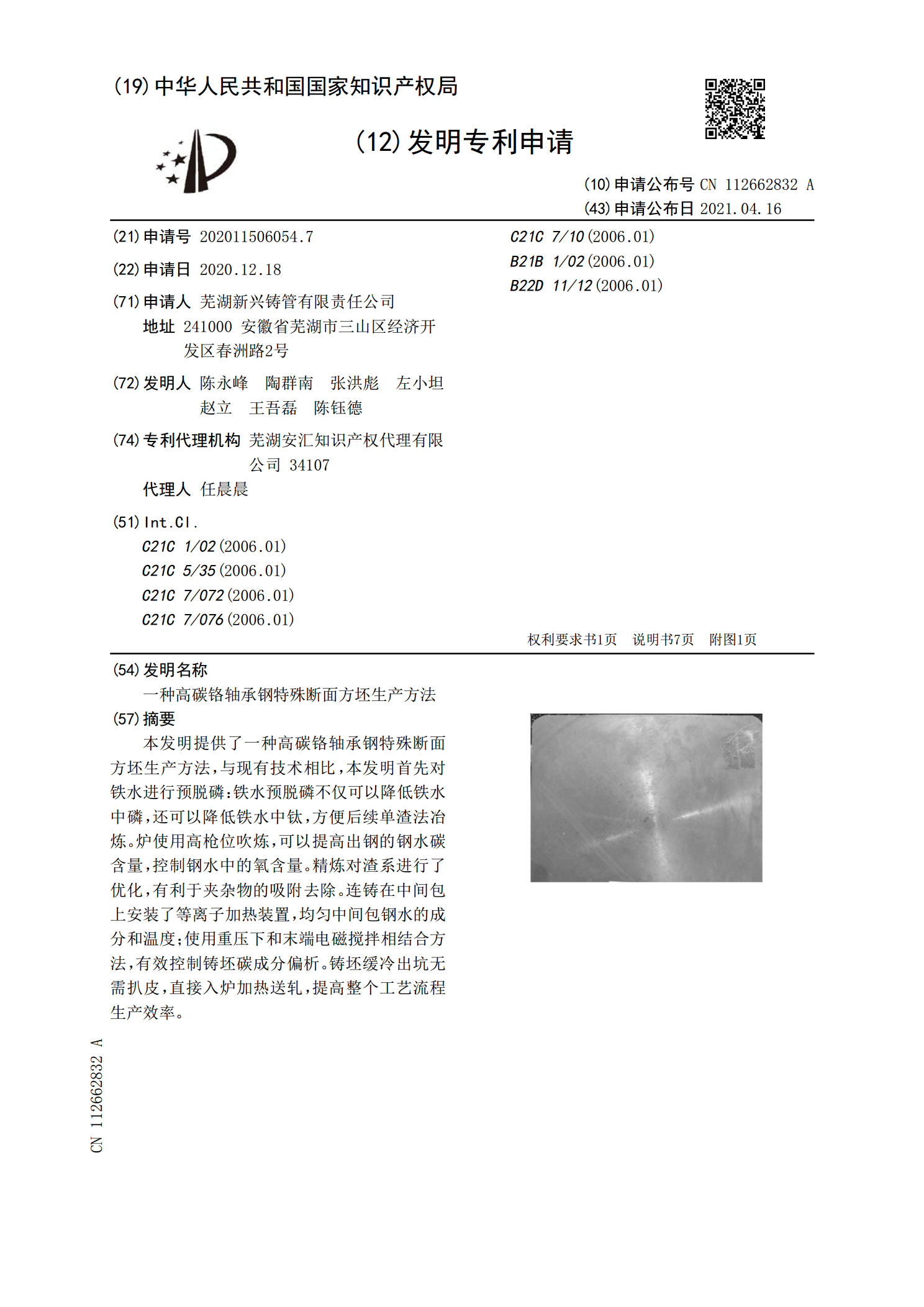
本发明提供了一种高碳铬轴承钢特殊断面方坯生产方法,与现有技术相比,本发明首先对铁水进行预脱磷:铁水预脱磷不仅可以降低铁水中磷,还可以降低铁水中钛,方便后续单渣法冶炼。炉使用高枪位吹炼,可以提高出钢的钢水碳含量,控制钢水中的氧含量。精炼对渣系进行了优化,有利于夹杂物的吸附去除。连铸在中间包上安装了等离子加热装置,均匀中间包钢水的成分和温度;使用重压下和末端电磁搅拌相结合方法,有效控制铸坯碳成分偏析。铸坯缓冷出坑无需扒皮,直接入炉加热送轧,提高整个工艺流程生产效率。
一种大断面连铸圆坯生产高碳锰铬钢的方法.pdf
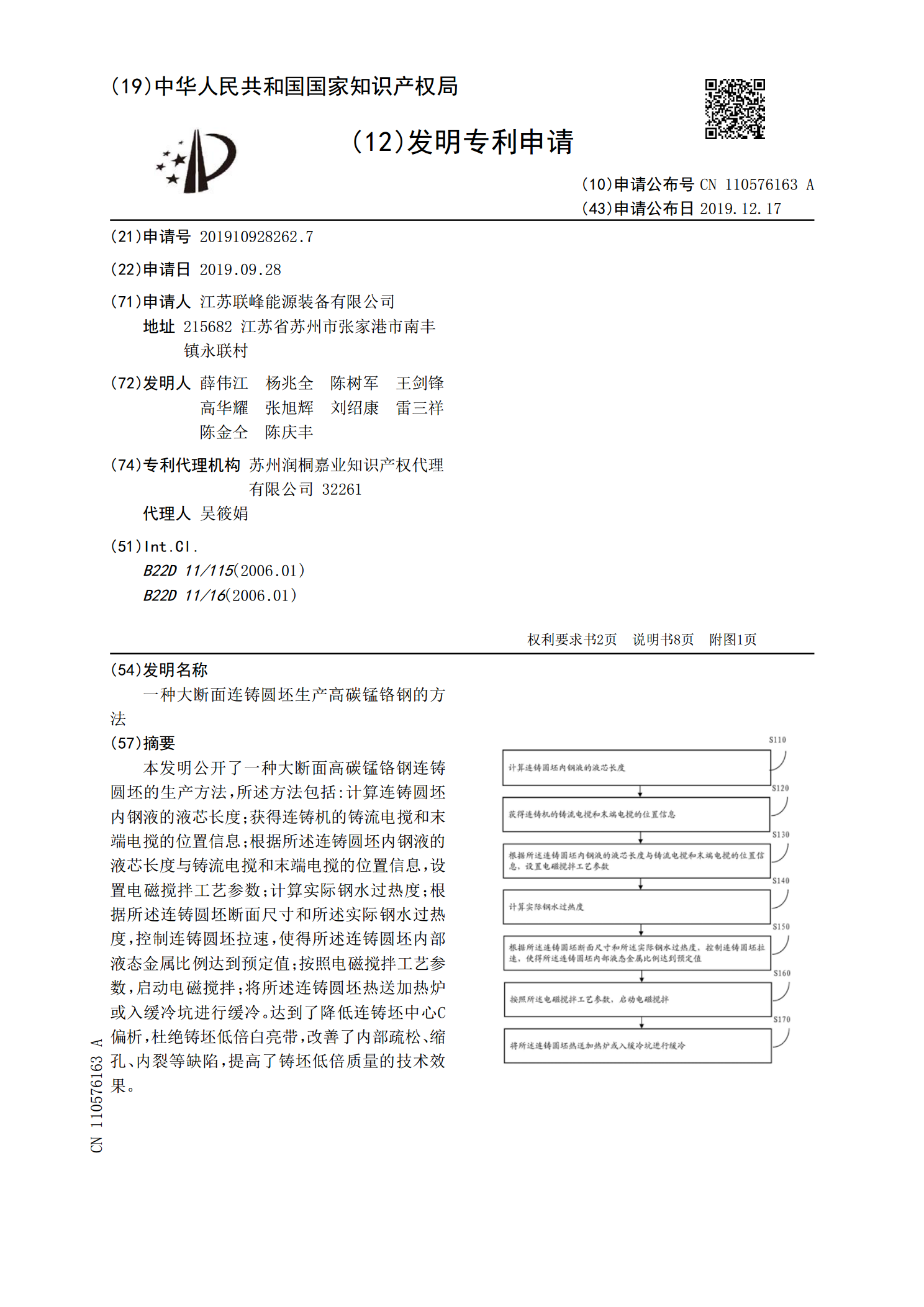
本发明公开了一种大断面高碳锰铬钢连铸圆坯的生产方法,所述方法包括:计算连铸圆坯内钢液的液芯长度;获得连铸机的铸流电搅和末端电搅的位置信息;根据所述连铸圆坯内钢液的液芯长度与铸流电搅和末端电搅的位置信息,设置电磁搅拌工艺参数;计算实际钢水过热度;根据所述连铸圆坯断面尺寸和所述实际钢水过热度,控制连铸圆坯拉速,使得所述连铸圆坯内部液态金属比例达到预定值;按照电磁搅拌工艺参数,启动电磁搅拌;将所述连铸圆坯热送加热炉或入缓冷坑进行缓冷。达到了降低连铸坯中心C偏析,杜绝铸坯低倍白亮带,改善了内部疏松、缩孔、内裂等缺
一种高碳铬轴承钢小方坯的生产方法.pdf
本发明一种高碳铬轴承钢小方坯的生产方法,属于冶金技术领域,转炉冶炼终点[C]≥0.05%,[P]≤0.014%,出钢脱氧后钢中氧含量≤40ppm;LF进站钢液中[Al]为400~700ppm,精炼渣成分为TFe≤0.8%,CaO45~50%,SiO