
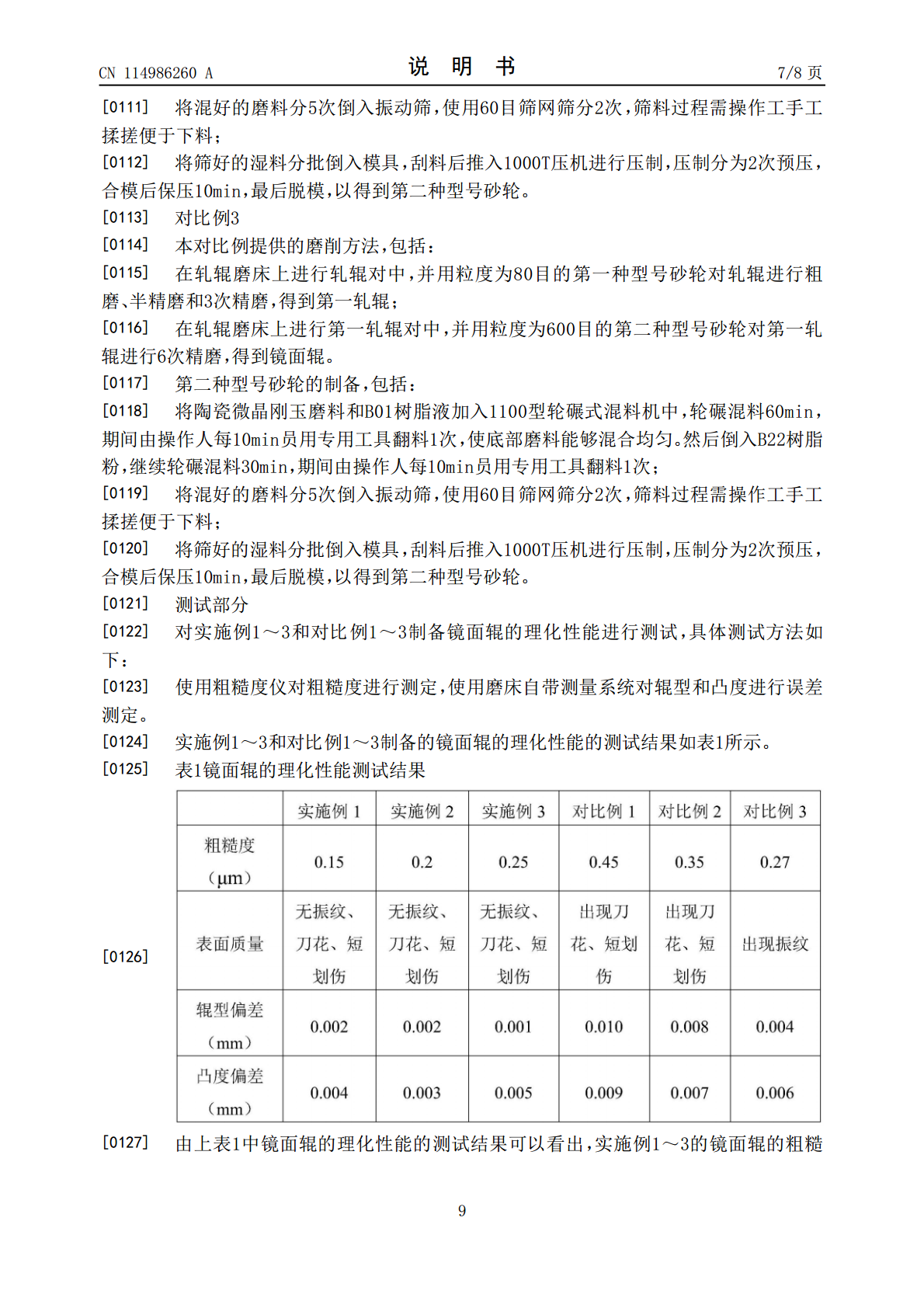
一种磨削轧辊的方法及镜面辊.pdf

是翠****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磨削轧辊的方法及镜面辊.pdf
本申请公开了一种磨削轧辊的方法及镜面辊。本申请提供的磨削轧辊的方法,包括:粗抛光步骤,包括在轧辊磨床上进行轧辊对中,并用粒度为80~100目的第一种型号砂轮对轧辊进行粗磨、半精磨和精磨,以得到表面粗糙度Ra为0.4~0.6μm的第一轧辊;精抛光步骤,包括在轧辊磨床上进行所述第一轧辊对中,提供粒度为500~600目的第二种型号砂轮,并使用所述第二种型号砂轮对所述第一轧辊进行精磨,以得到表面粗糙度Ra为0.015~0.025μm的镜面辊。本申请通过使用不同粒度的两种砂轮,对轧辊进行两步磨削,并通过优化磨削过程

一种轧辊磨削方法.pdf
一种轧辊磨削方法,属于冶金机械维修领域,磨床的砂轮采用80#或100#;磨床Z-轴横移速度是2000mm/min;X-轴连续进刀量是0.015mm/min;磨削压力是1.0~1.5Pa,轧辊表面粗糙度为0.2~0.7um。本发明可以有效避免发生带钢跑偏现象,提高带钢轧制效率,提高带钢产品质量。

一种提高粗轧轧辊新辊初期辊面粗糙度的磨削方法.pdf
本发明公开了一种提高粗轧轧辊新辊初期辊面粗糙度的磨削方法,所述方法包括对所述粗轧轧辊进行粗磨,粗磨过程中,控制砂轮线速度在26~37m/s,控制轧辊速度为13~18rpm,控制托板速度为1300~3500mm/min,控制进给量为0.02~0.26mm/min,电流控制范围为80~140A;对所述粗轧轧辊进行半精磨,半精磨过程中,控制砂轮线速度在15~28m/s,控制轧辊速度为10~17rpm,控制托板速度为600~1300mm/min,控制进给量为0.06~0.45mm/min,电流控制范围为120~1
一种轧辊磨床磨削轧辊精度改进方法.pdf
本发明公开了一种轧辊磨床磨削轧辊精度改进方法,包括对导轨的检测与修刮;直平面内直线度≤0.01mm/m;水平面内直线度≤0.01mm/m;对拖板座导轨的垂直度≤0.02mm/250m;接触点要求12~14点/25mm×25mm;砂轮主轴与轴瓦间的间隙调整及检测;前后轴承油腔压力;砂轮的修整一般情况下,用只经过金刚笔修整的砂轮在普通磨床上只能磨出Ra0.4~0.8µ;m的表面粗糙度。为使磨削表面达到Ra0.02~0.04µ;m的粗糙度要求,就必须对砂轮进行精修和细修两次修整。

一种轧辊磨床的磨削方法.pdf
本发明公开了机床技术领域的一种轧辊磨床的磨削方法,该方法的具体步骤如下:S1:将工件的两端加工出中心孔,并两组中心孔处各安装一个顶尖;S2:在精密外圆磨床上利用砂轮对工件主轴的前后颈处作超精细加工;S3:对工件表面进行磨削加工;S4:在加工过程中利用磨削液对工件和轧辊的表面进行降温处理,随后进行工件的清磨处理;S5:磨削完毕后,将砂轮向轧辊压进,但不作进给,对轧辊进行抛光,以进一步提高磨削表面质量,本发明加工方法简单,加工精度高,生产效率高,采用磨削液对工件和轧辊进行降温,保证了加工的顺利进行,工件的装夹