
一种轧辊磨床的磨削方法.pdf

慧红****ad


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轧辊磨床的磨削方法.pdf
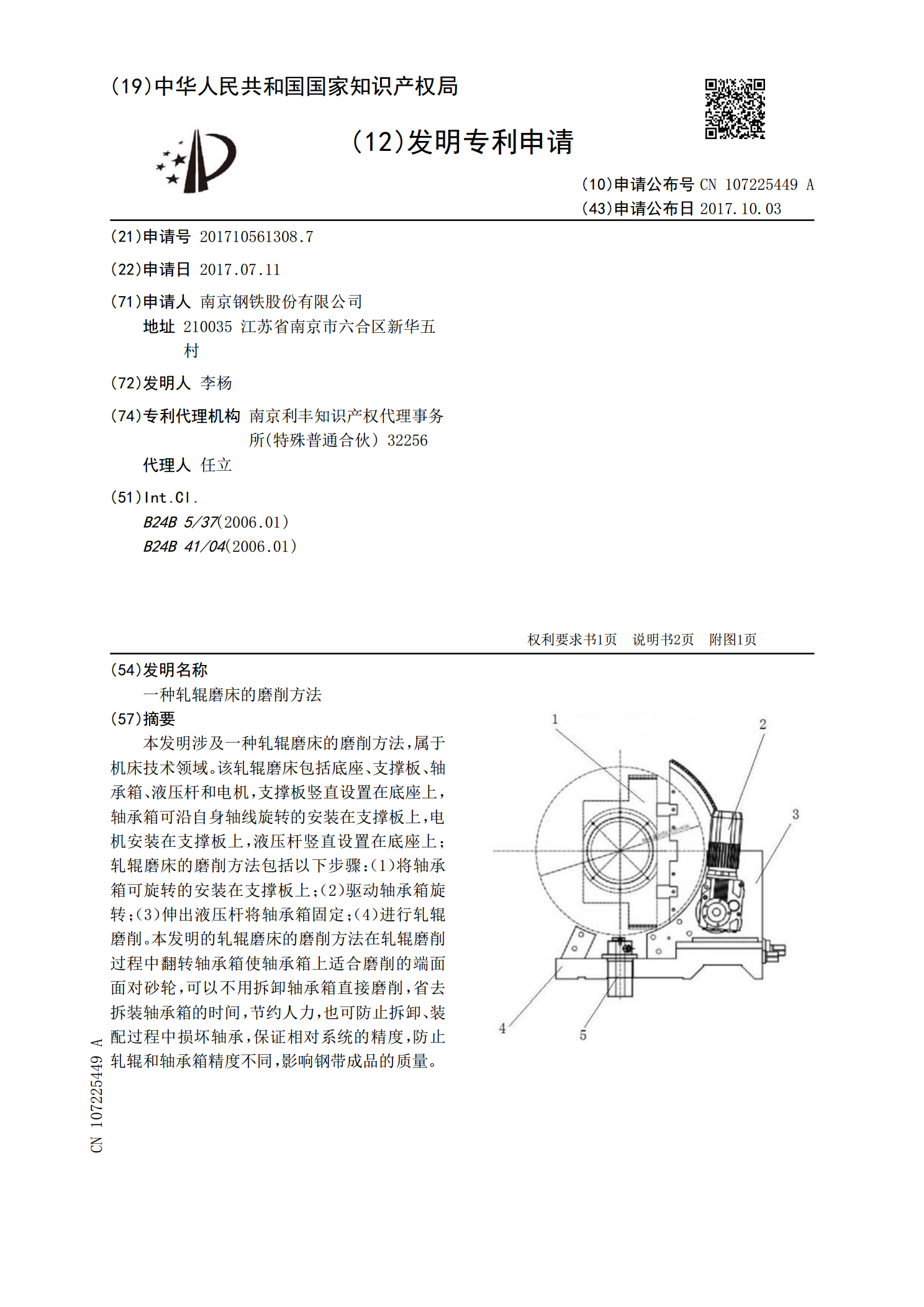
本发明涉及一种轧辊磨床的磨削方法,属于机床技术领域。该轧辊磨床包括底座、支撑板、轴承箱、液压杆和电机,支撑板竖直设置在底座上,轴承箱可沿自身轴线旋转的安装在支撑板上,电机安装在支撑板上,液压杆竖直设置在底座上;轧辊磨床的磨削方法包括以下步骤:(1)将轴承箱可旋转的安装在支撑板上;(2)驱动轴承箱旋转;(3)伸出液压杆将轴承箱固定;(4)进行轧辊磨削。本发明的轧辊磨床的磨削方法在轧辊磨削过程中翻转轴承箱使轴承箱上适合磨削的端面面对砂轮,可以不用拆卸轴承箱直接磨削,省去拆装轴承箱的时间,节约人力,也可防止拆卸

一种轧辊磨床的磨削方法.pdf
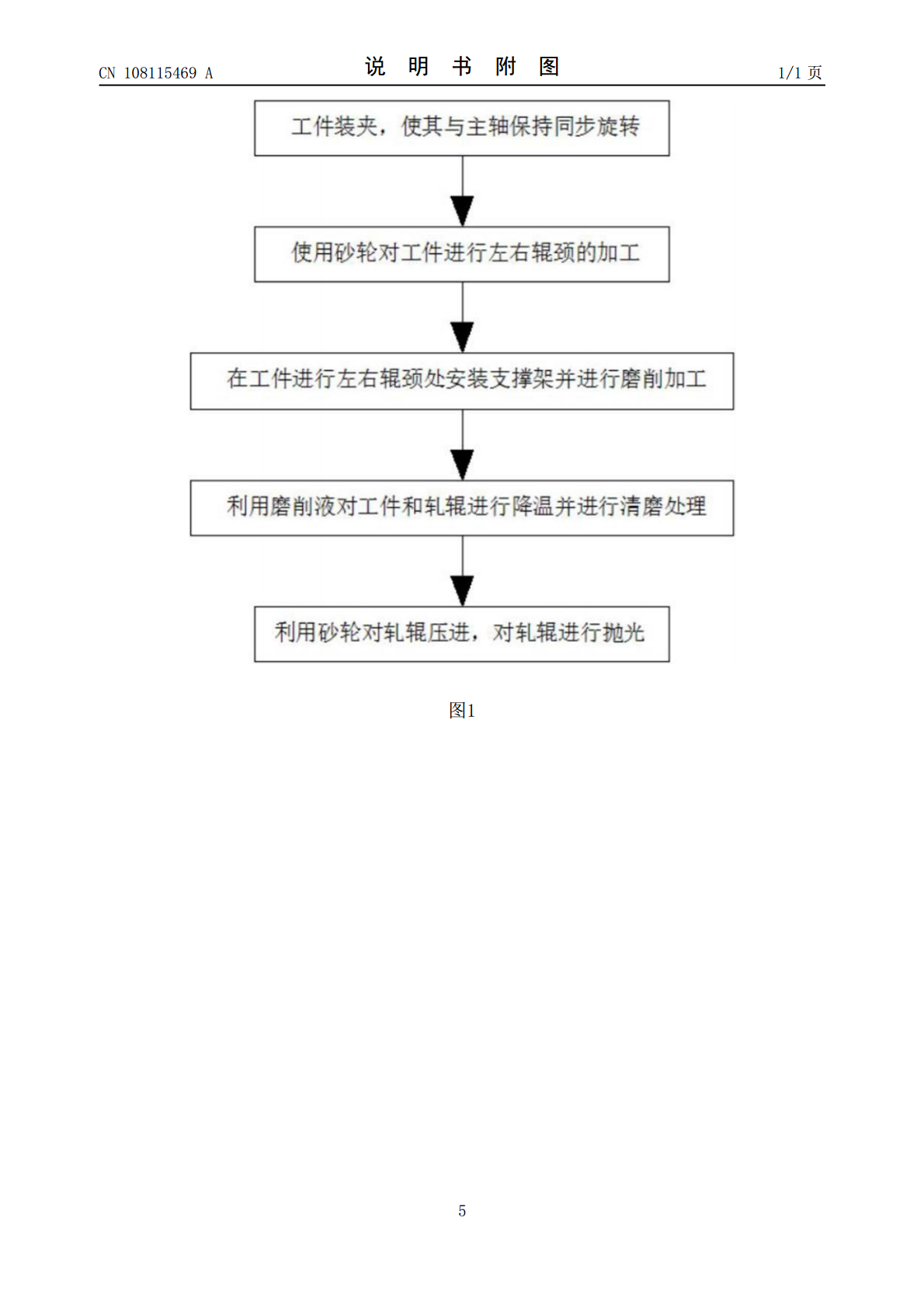
本发明公开了机床技术领域的一种轧辊磨床的磨削方法,该方法的具体步骤如下:S1:将工件的两端加工出中心孔,并两组中心孔处各安装一个顶尖;S2:在精密外圆磨床上利用砂轮对工件主轴的前后颈处作超精细加工;S3:对工件表面进行磨削加工;S4:在加工过程中利用磨削液对工件和轧辊的表面进行降温处理,随后进行工件的清磨处理;S5:磨削完毕后,将砂轮向轧辊压进,但不作进给,对轧辊进行抛光,以进一步提高磨削表面质量,本发明加工方法简单,加工精度高,生产效率高,采用磨削液对工件和轧辊进行降温,保证了加工的顺利进行,工件的装夹
一种轧辊磨床磨削轧辊精度改进方法.pdf
本发明公开了一种轧辊磨床磨削轧辊精度改进方法,包括对导轨的检测与修刮;直平面内直线度≤0.01mm/m;水平面内直线度≤0.01mm/m;对拖板座导轨的垂直度≤0.02mm/250m;接触点要求12~14点/25mm×25mm;砂轮主轴与轴瓦间的间隙调整及检测;前后轴承油腔压力;砂轮的修整一般情况下,用只经过金刚笔修整的砂轮在普通磨床上只能磨出Ra0.4~0.8µ;m的表面粗糙度。为使磨削表面达到Ra0.02~0.04µ;m的粗糙度要求,就必须对砂轮进行精修和细修两次修整。

数控轧辊磨床的磨削工艺改进.docx
数控轧辊磨床的磨削工艺改进概述:随着工业自动化与信息化的不断发展,数控技术在各个领域得到了广泛应用,数控轧辊磨床作为一种高精度、高效的设备,在钢铁、有色金属、塑料等行业中得到了广泛应用。然而,随着时代的变迁,生产环境和要求也在不断变化,磨削工艺也面临着新的挑战和改进。本文将围绕数控轧辊磨床的磨削工艺改进进行探讨。一、数控轧辊磨床的工艺流程及其特点数控轧辊磨床是一种专门用于轧辊磨削加工的设备,其磨削过程一般可以分为以下几个步骤:(1)磨砂布摆放,(2)轴承安装和调试,(3)床身调整,(4)轮头、工件调配和上

轧辊磨床磨削工艺参数合理选择对轧辊质量的影响.docx
轧辊磨床磨削工艺参数合理选择对轧辊质量的影响随着现代工业的不断发展,轧辊在钢铁冶炼、机械加工和其他行业中扮演着非常重要的角色。轧辊的质量不仅决定了产品的质量,而且还能影响生产效率和工艺流程。因此,轧辊的制造过程必须特别谨慎,其中包括轧辊磨床磨削工艺参数的合理选择。本文将探讨轧辊磨床磨削工艺参数合理选择对轧辊质量的影响,并提出一些改善轧辊磨床磨削工艺参数的建议。一、轧辊磨床磨削工艺参数的合理选择对轧辊质量的影响1.磨削方式轧辊磨床磨削方式有两种:单片磨和双片磨。单片磨的磨片只能磨削一面,而双片磨可同时对轧辊