
一种带钢活套控制方法和装置.pdf

听云****君哇


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种带钢活套控制方法和装置.pdf
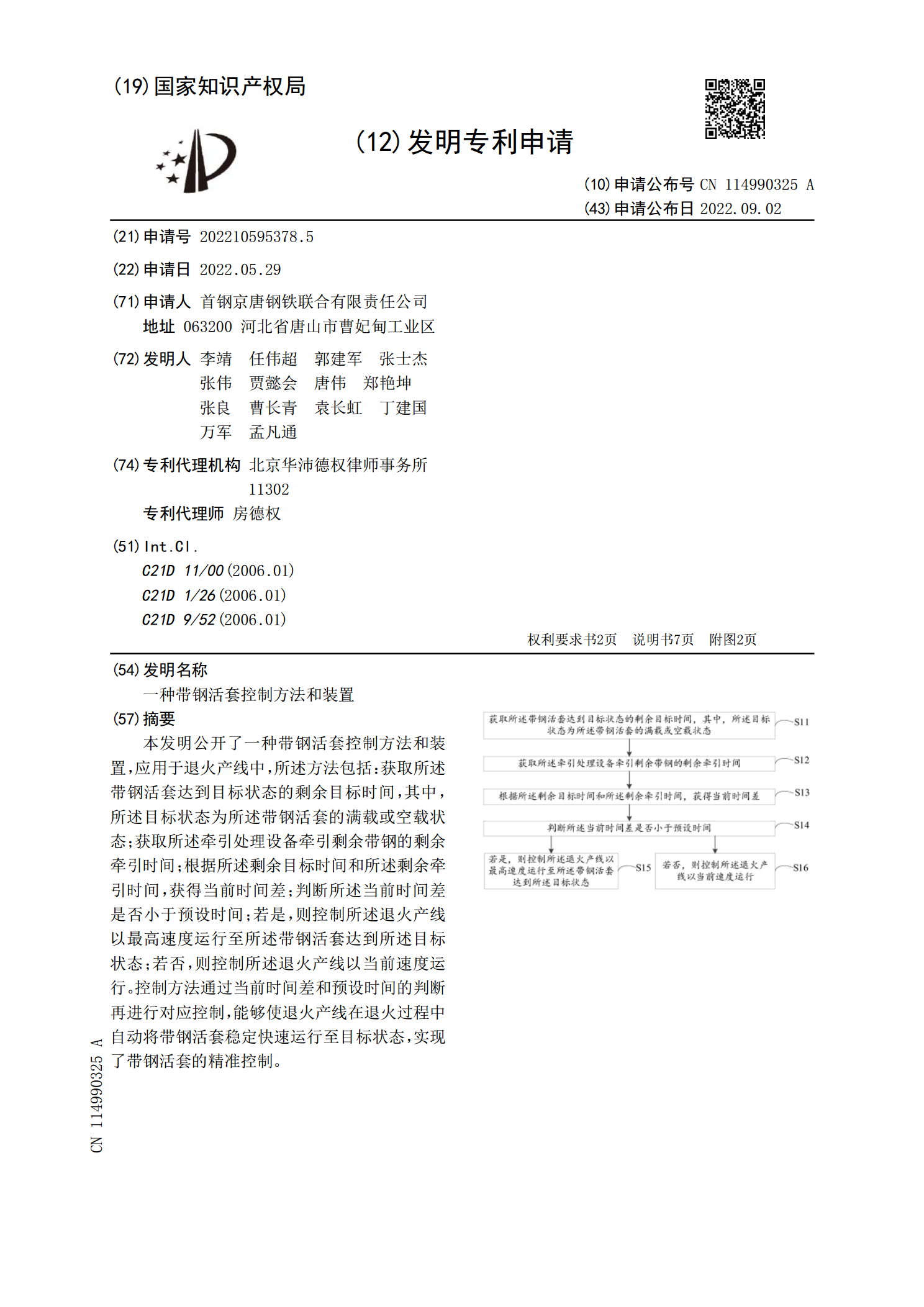
本发明公开了一种带钢活套控制方法和装置,应用于退火产线中,所述方法包括:获取所述带钢活套达到目标状态的剩余目标时间,其中,所述目标状态为所述带钢活套的满载或空载状态;获取所述牵引处理设备牵引剩余带钢的剩余牵引时间;根据所述剩余目标时间和所述剩余牵引时间,获得当前时间差;判断所述当前时间差是否小于预设时间;若是,则控制所述退火产线以最高速度运行至所述带钢活套达到所述目标状态;若否,则控制所述退火产线以当前速度运行。控制方法通过当前时间差和预设时间的判断再进行对应控制,能够使退火产线在退火过程中自动将带钢活套

薄带连铸带钢自由活套位置控制装置及控制方法.pdf
本发明涉及一种薄带连铸带钢自由活套位置控制装置及控制方法,其中主动导向辊通过轴承座固定在底座上,主动导向辊的一端装有链轮,链轮通过传动链条与驱动电机连接,在主动导向辊的两端分别设有一组第一摇臂,第一摇臂一侧与主动导向辊相连接,另一侧与被动导向辊相连接,在液压缸的驱动下,第一摇臂绕主动导向辊上下摆动。一被动导向辊固定在第一摇臂上,还与第二摇臂相连,在液压缸的驱动下,第二摇臂绕该被动导向辊上下摆动,第二摇臂上还装有数根被动导向辊。本发明适用于检测并控制铸带钢的自由活套,通过检测仪表检测到铸带位于导向辊道上的位
一种用于防止带钢划伤的活套辊状态判断的装置和方法.pdf
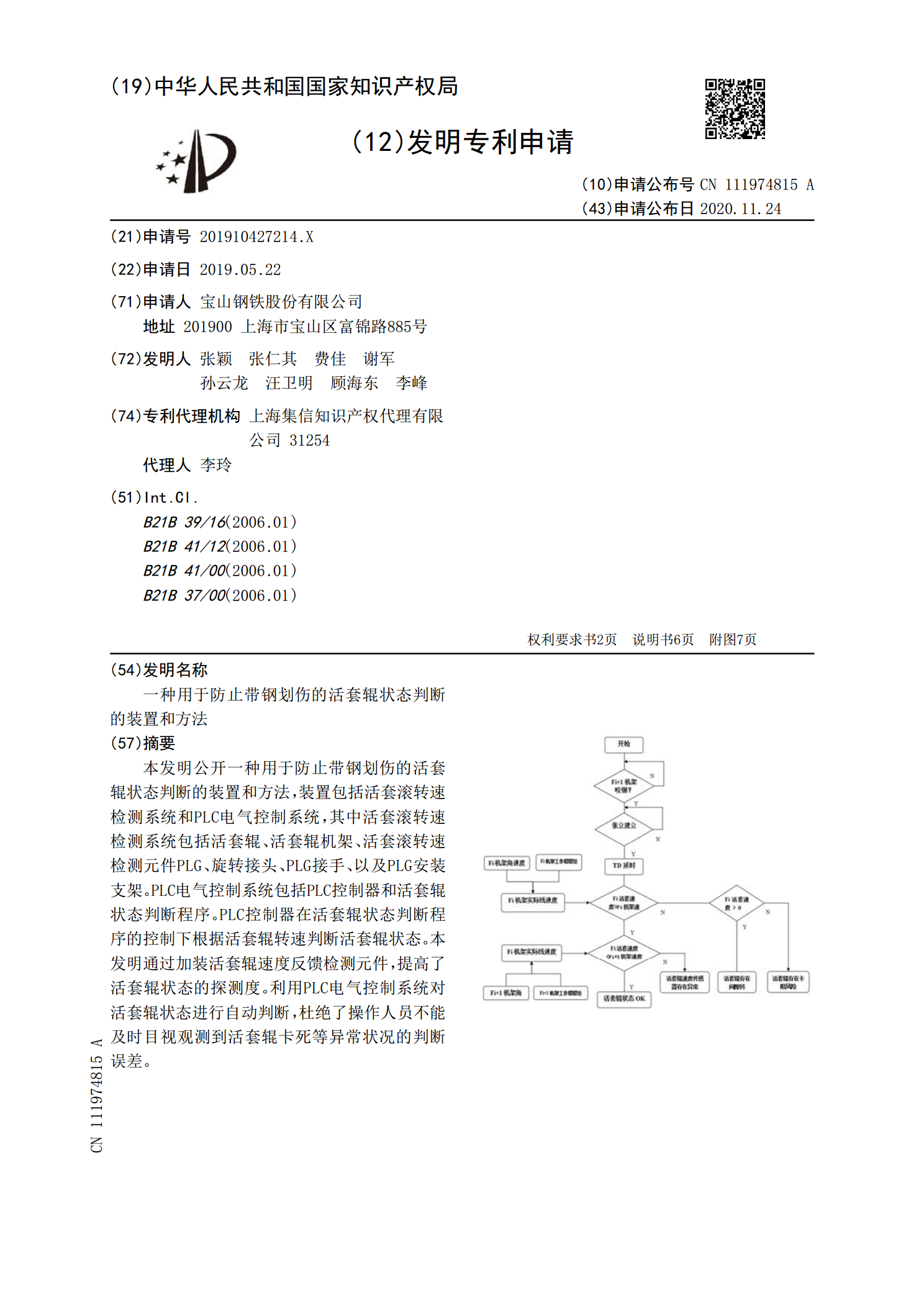
本发明公开一种用于防止带钢划伤的活套辊状态判断的装置和方法,装置包括活套滚转速检测系统和PLC电气控制系统,其中活套滚转速检测系统包括活套辊、活套辊机架、活套滚转速检测元件PLG、旋转接头、PLG接手、以及PLG安装支架。PLC电气控制系统包括PLC控制器和活套辊状态判断程序。PLC控制器在活套辊状态判断程序的控制下根据活套辊转速判断活套辊状态。本发明通过加装活套辊速度反馈检测元件,提高了活套辊状态的探测度。利用PLC电气控制系统对活套辊状态进行自动判断,杜绝了操作人员不能及时目视观测到活套辊卡死等异常状

一种带钢跑偏控制方法和装置.pdf
本发明公开了一种带钢跑偏控制方法和装置,包括:从目标带钢的多个长度段中确定目标长度段,长度段为沿目标带钢的长度方向确定的带钢段;获取目标长度段中在宽度方向上的第一不对称度数据组;根据第一不对称度数据组,确定目标长度段的第一跑偏概率;当第一跑偏概率超过设定的第一预设阈值时,控制目标长度段在下一个工艺阶段的生产速度降低至预设速度。本申请可以根据在当前工艺阶段中带钢的板形的不对称度,确定带钢的跑偏概率,当带钢的目标长度段很可能跑偏时,则在下一工艺阶段中进行降速处理,进而降低带钢跑偏的几率,也就降低了限速事故和断

一种带钢控制方法、装置、设备和介质.pdf
本发明公开了一种带钢控制方法、装置、设备和介质,包括:在目标带钢处于热连轧的过程中,获取目标带钢进入热连轧机组的实际长度;判断实际长度是否大于等于预设长度;当实际长度大于等于预设长度时,控制热连轧机组中的冷却水管道释放冷却水,以对目标带钢降温。本发明在目标带钢的头部部分进入热连轧机组的时间段内不对目标带钢进行降温,以保证目标带钢进入热连轧机组的轧制稳定性;当目标带钢进入热连轧机组的实际长度超过预设长度时,再控制冷却水对目标带钢进行降温处理,以提高目标带钢的表面质量。