
一种筒体纵环缝的焊接方法.pdf

一吃****成益


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种筒体纵环缝的焊接方法.pdf
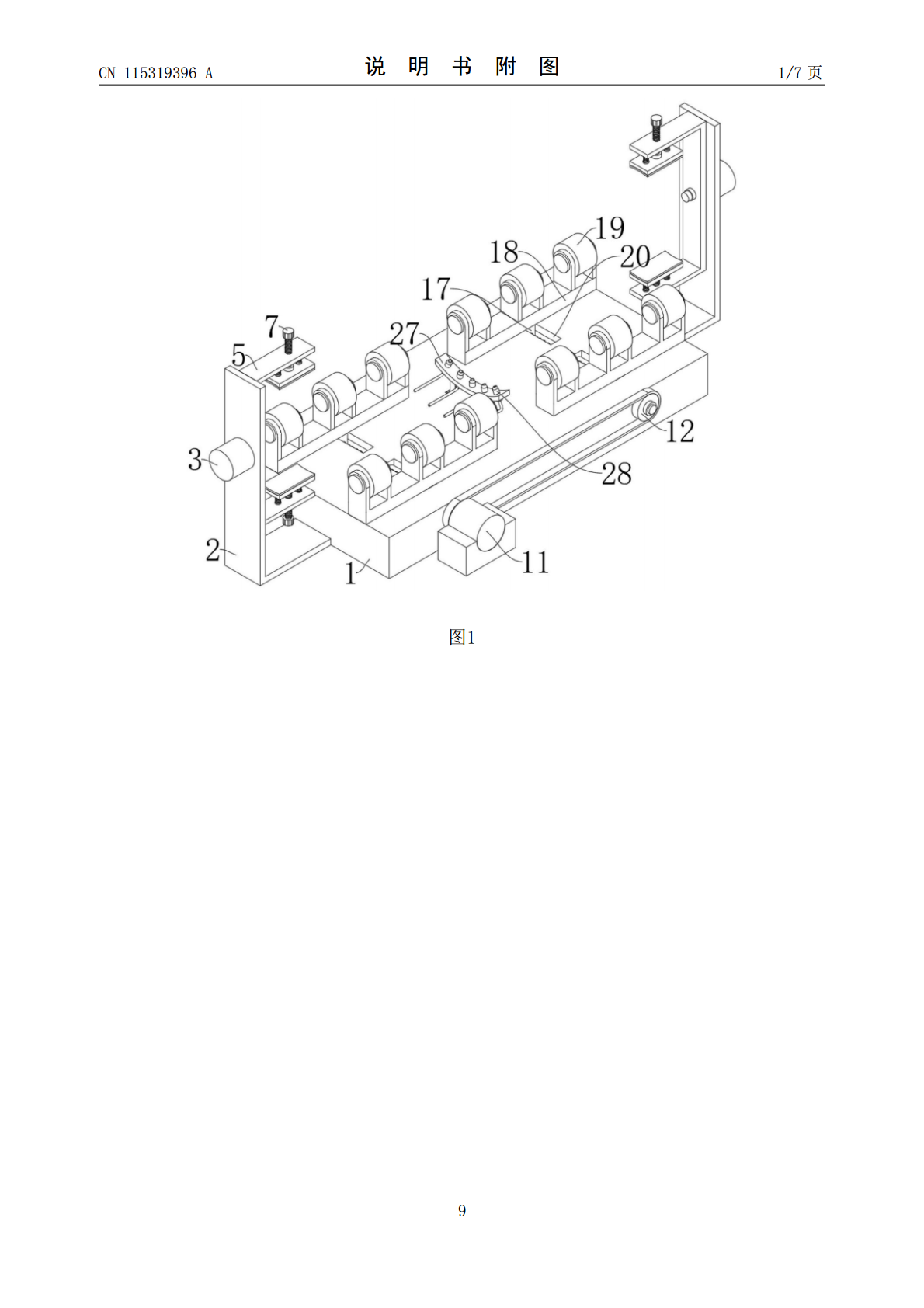
本发明公开了一种筒体纵环缝的焊接方法,步骤一:施焊前对筒体进行固定;步骤二:施焊前对筒体进行充分、均匀加热,使其不低于预热温度;步骤三:适当减小焊接电流,提高焊接速度,避免出现梨形焊缝;步骤四:焊后消氢热处理;其中,步骤一采用焊接加热机械配合完成,所述焊接加热机械包括支撑组件、转动组件和加热组件;所述支撑组件,设有两组,用来对筒体进行支撑,包括安装架。本发明通过加热组件和转动组件的设置,其中加热组件对筒体焊缝处进行加热,转动组件在加热组件对筒体焊缝处进行加热时,带动筒体缓慢自转,使筒体的环焊缝每一截焊缝进
窄筒体纵缝焊接工装.pdf
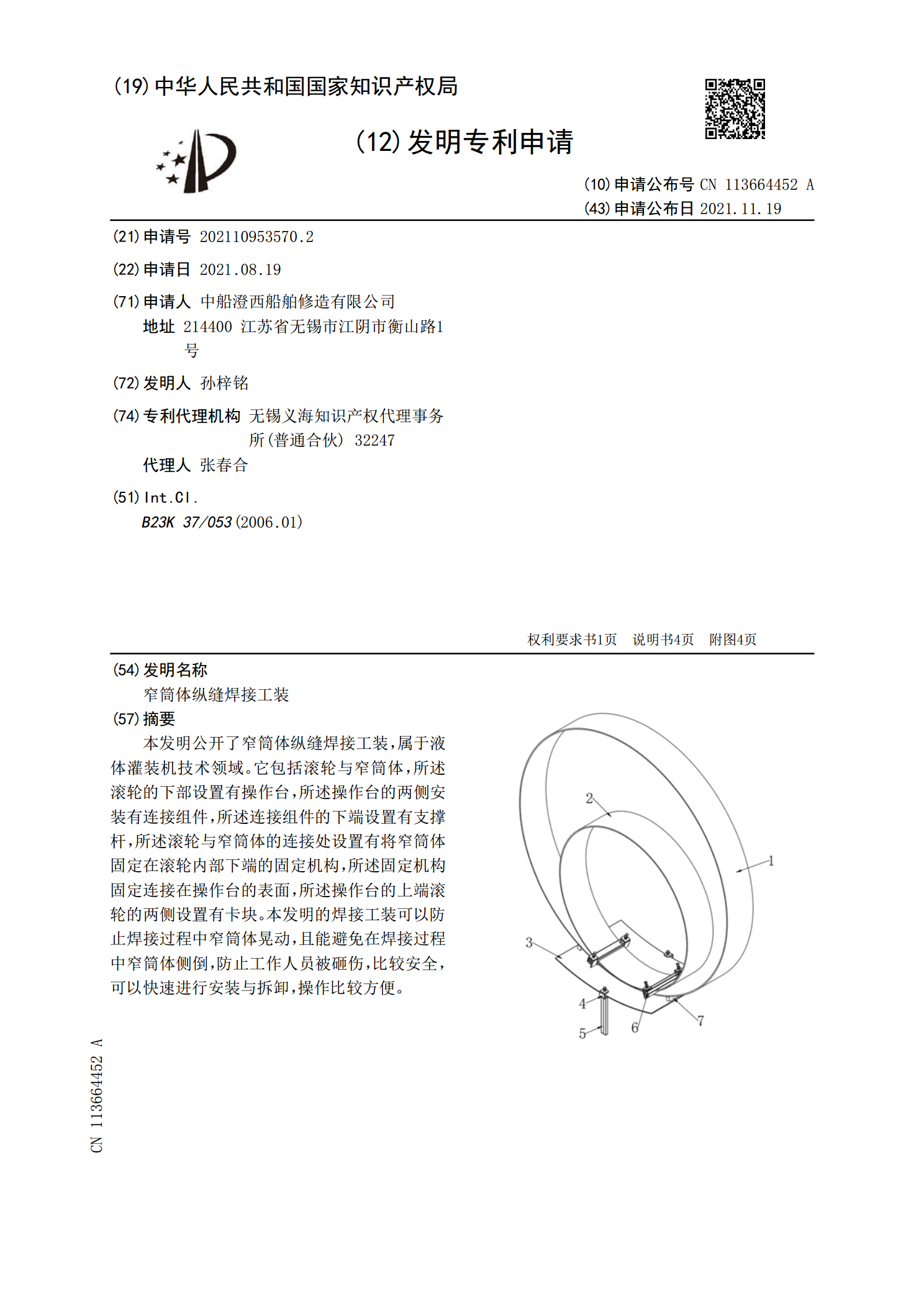
本发明公开了窄筒体纵缝焊接工装,属于液体灌装机技术领域。它包括滚轮与窄筒体,所述滚轮的下部设置有操作台,所述操作台的两侧安装有连接组件,所述连接组件的下端设置有支撑杆,所述滚轮与窄筒体的连接处设置有将窄筒体固定在滚轮内部下端的固定机构,所述固定机构固定连接在操作台的表面,所述操作台的上端滚轮的两侧设置有卡块。本发明的焊接工装可以防止焊接过程中窄筒体晃动,且能避免在焊接过程中窄筒体侧倒,防止工作人员被砸伤,比较安全,可以快速进行安装与拆卸,操作比较方便。
大型压力容器筒体纵、环缝焊接装置.pdf
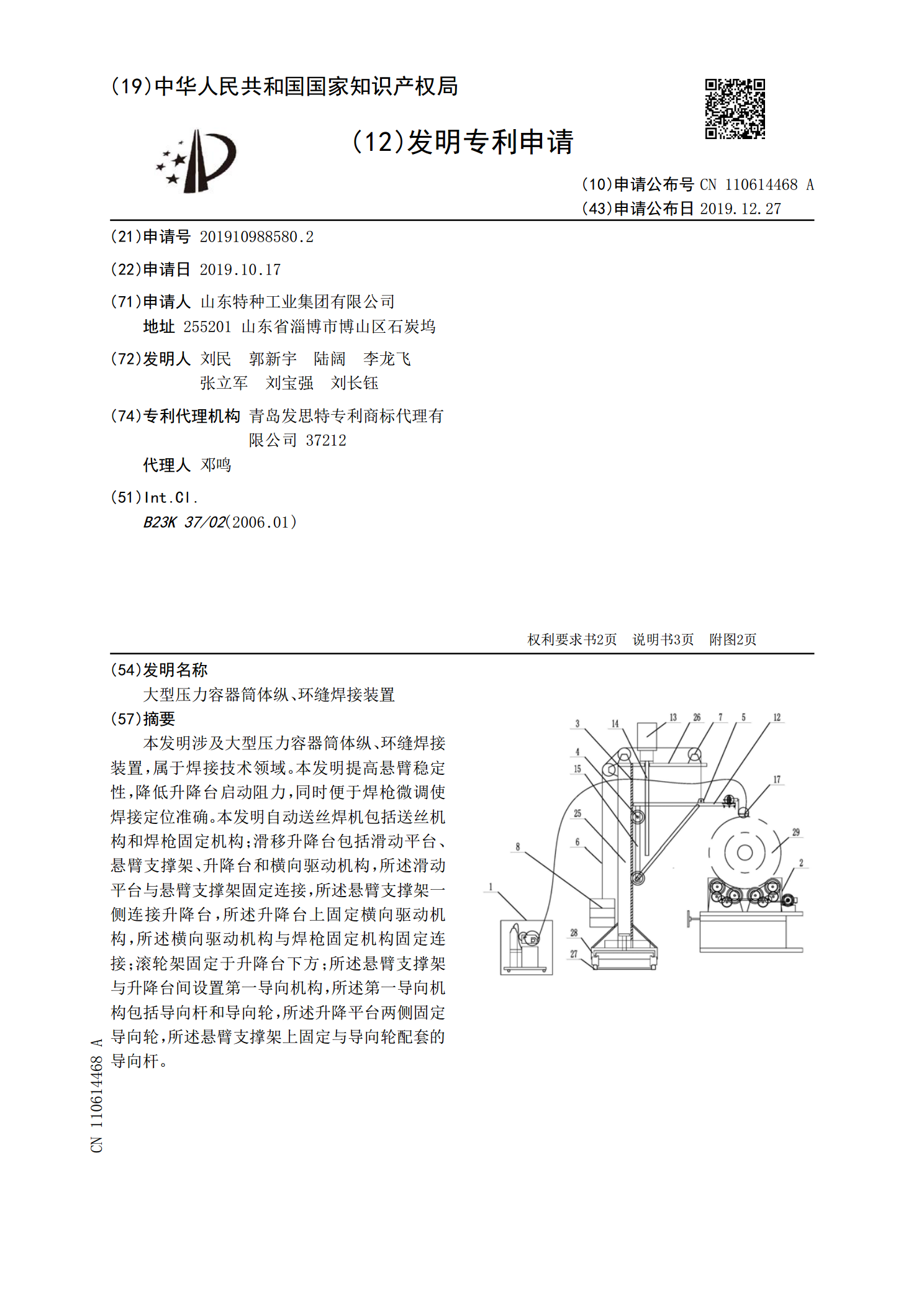
本发明涉及大型压力容器筒体纵、环缝焊接装置,属于焊接技术领域。本发明提高悬臂稳定性,降低升降台启动阻力,同时便于焊枪微调使焊接定位准确。本发明自动送丝焊机包括送丝机构和焊枪固定机构;滑移升降台包括滑动平台、悬臂支撑架、升降台和横向驱动机构,所述滑动平台与悬臂支撑架固定连接,所述悬臂支撑架一侧连接升降台,所述升降台上固定横向驱动机构,所述横向驱动机构与焊枪固定机构固定连接;滚轮架固定于升降台下方;所述悬臂支撑架与升降台间设置第一导向机构,所述第一导向机构包括导向杆和导向轮,所述升降平台两侧固定导向轮,所述悬
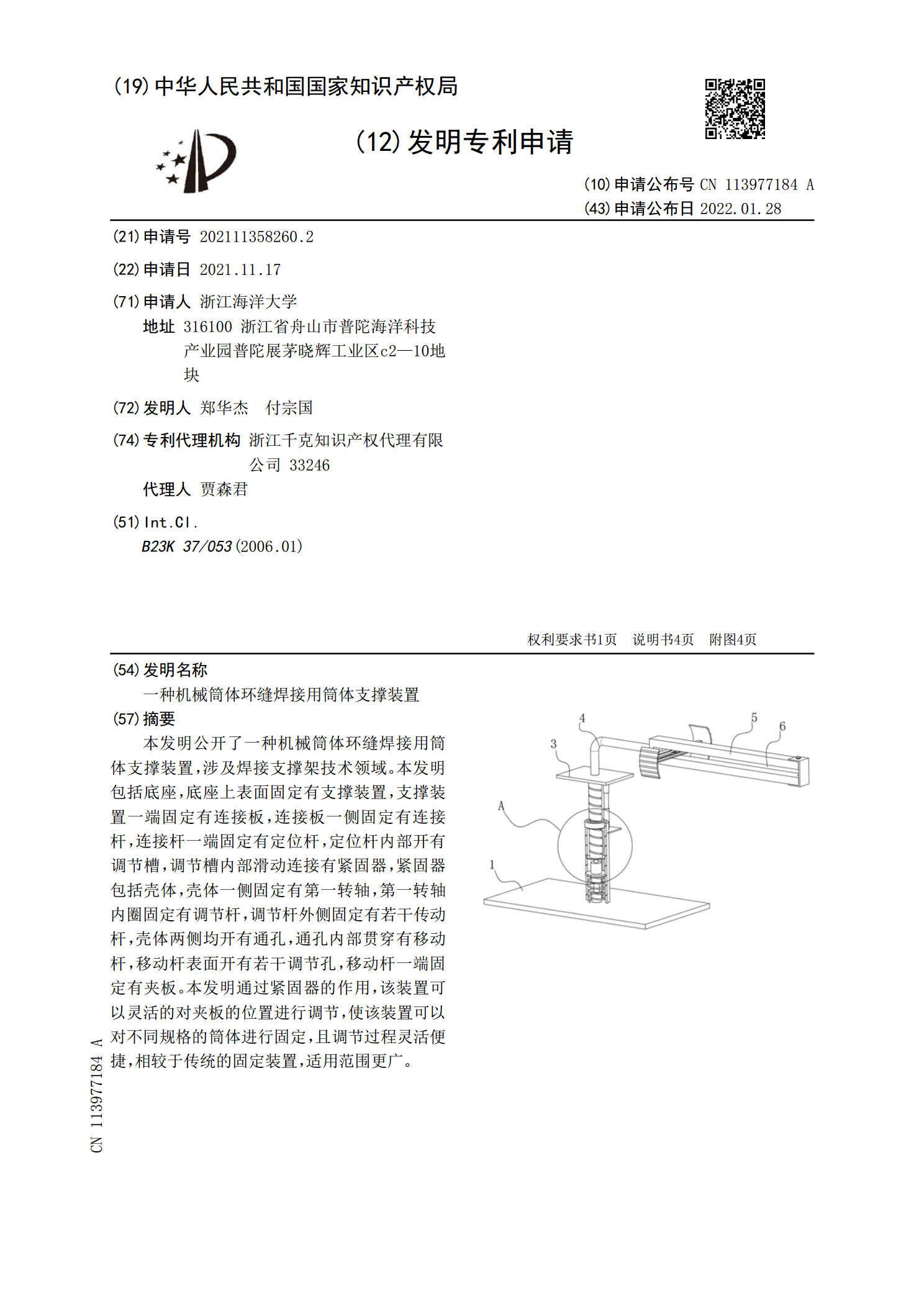
一种机械筒体环缝焊接用筒体支撑装置.pdf
本发明公开了一种机械筒体环缝焊接用筒体支撑装置,涉及焊接支撑架技术领域。本发明包括底座,底座上表面固定有支撑装置,支撑装置一端固定有连接板,连接板一侧固定有连接杆,连接杆一端固定有定位杆,定位杆内部开有调节槽,调节槽内部滑动连接有紧固器,紧固器包括壳体,壳体一侧固定有第一转轴,第一转轴内圈固定有调节杆,调节杆外侧固定有若干传动杆,壳体两侧均开有通孔,通孔内部贯穿有移动杆,移动杆表面开有若干调节孔,移动杆一端固定有夹板。本发明通过紧固器的作用,该装置可以灵活的对夹板的位置进行调节,使该装置可以对不同规格的筒
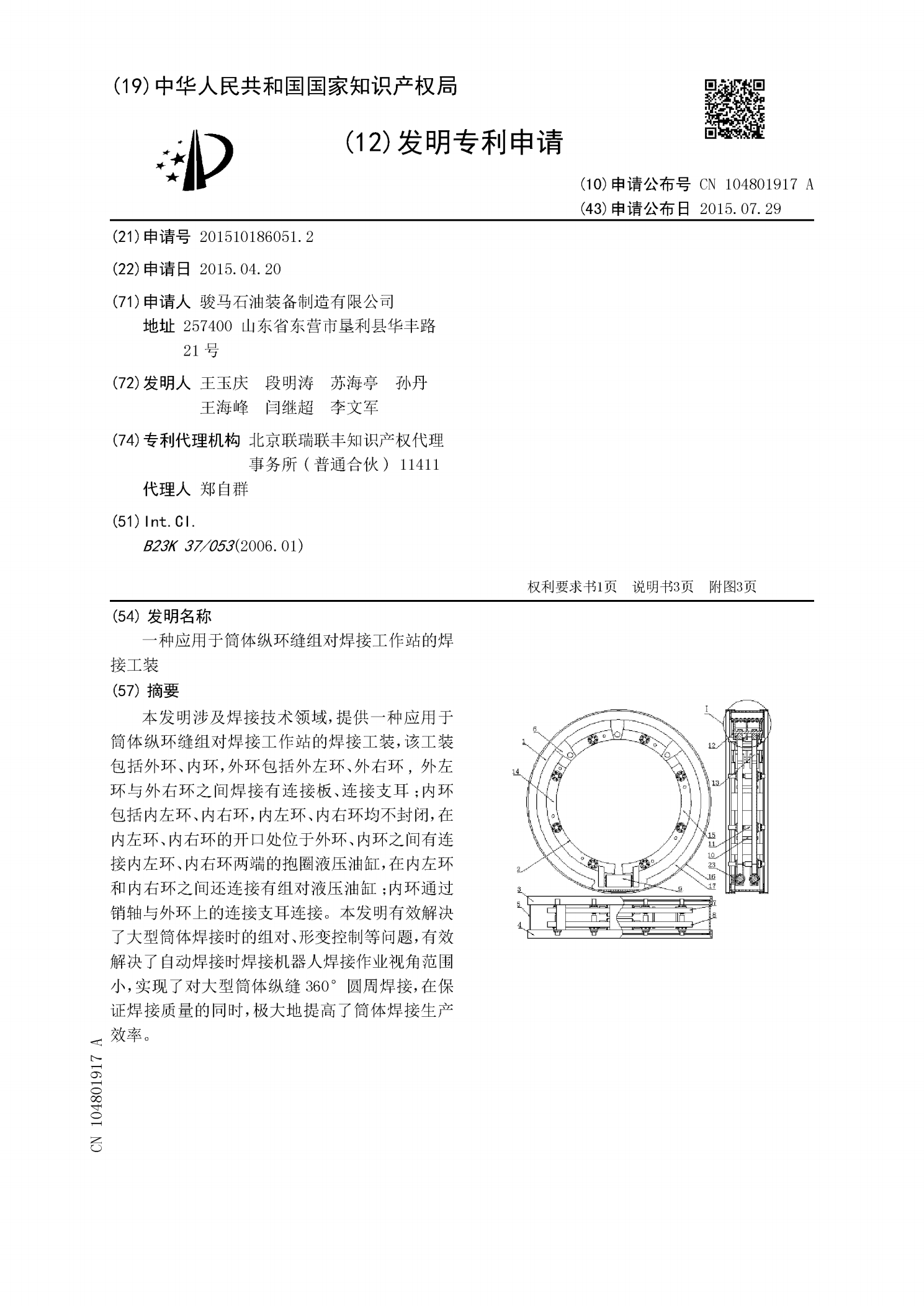
一种应用于筒体纵环缝组对焊接工作站的焊接工装.pdf
本发明涉及焊接技术领域,提供一种应用于筒体纵环缝组对焊接工作站的焊接工装,该工装包括外环、内环,外环包括外左环、外右环,外左环与外右环之间焊接有连接板、连接支耳;内环包括内左环、内右环,内左环、内右环均不封闭,在内左环、内右环的开口处位于外环、内环之间有连接内左环、内右环两端的抱圈液压油缸,在内左环和内右环之间还连接有组对液压油缸;内环通过销轴与外环上的连接支耳连接。本发明有效解决了大型筒体焊接时的组对、形变控制等问题,有效解决了自动焊接时焊接机器人焊接作业视角范围小,实现了对大型筒体纵缝360°圆周焊接