
一种固态物料防错防呆配料系统及其配料方法.pdf

一吃****春艳


1/10
2/10
3/10
4/10

5/10
6/10

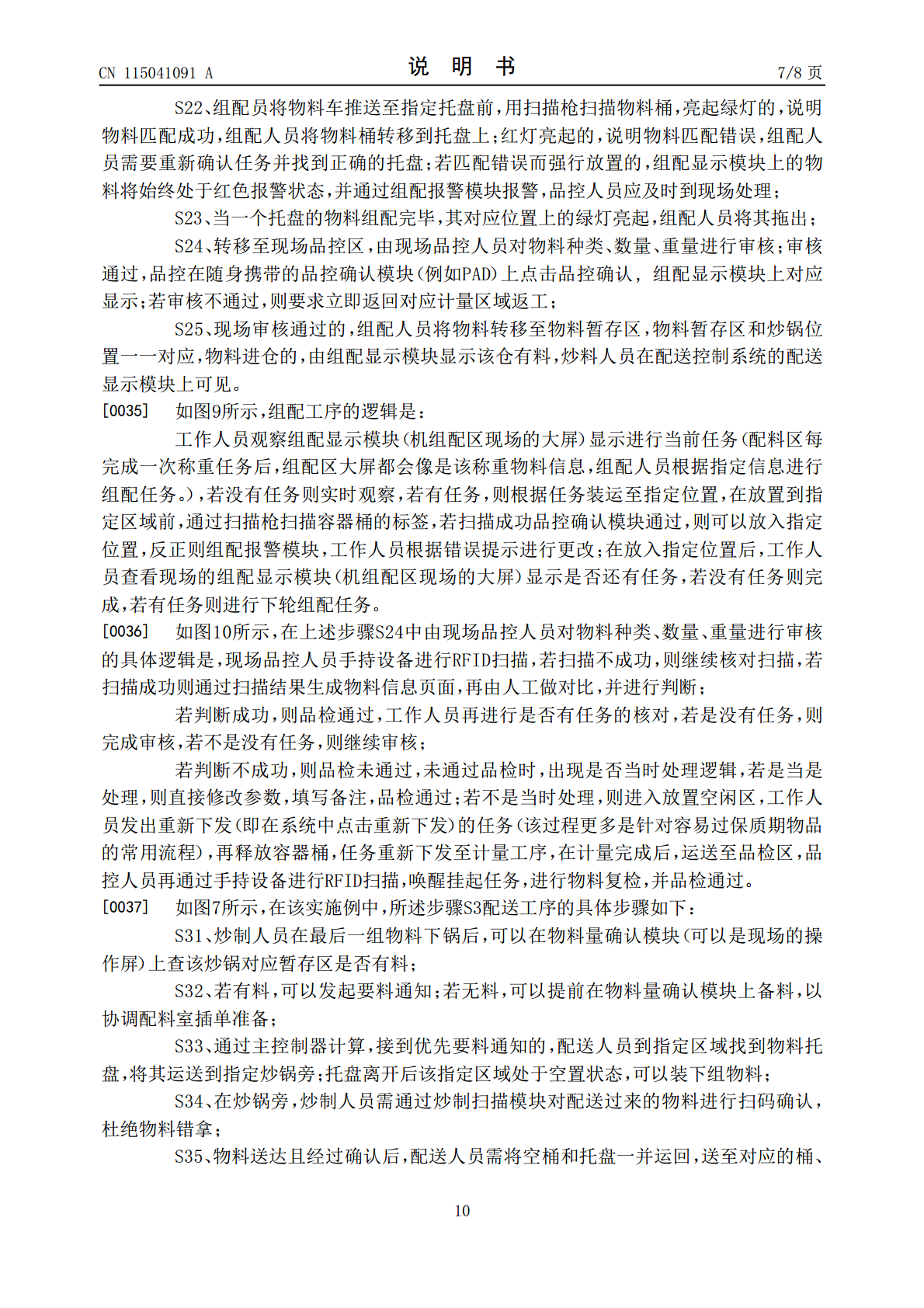
7/10

8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种固态物料防错防呆配料系统及其配料方法.pdf
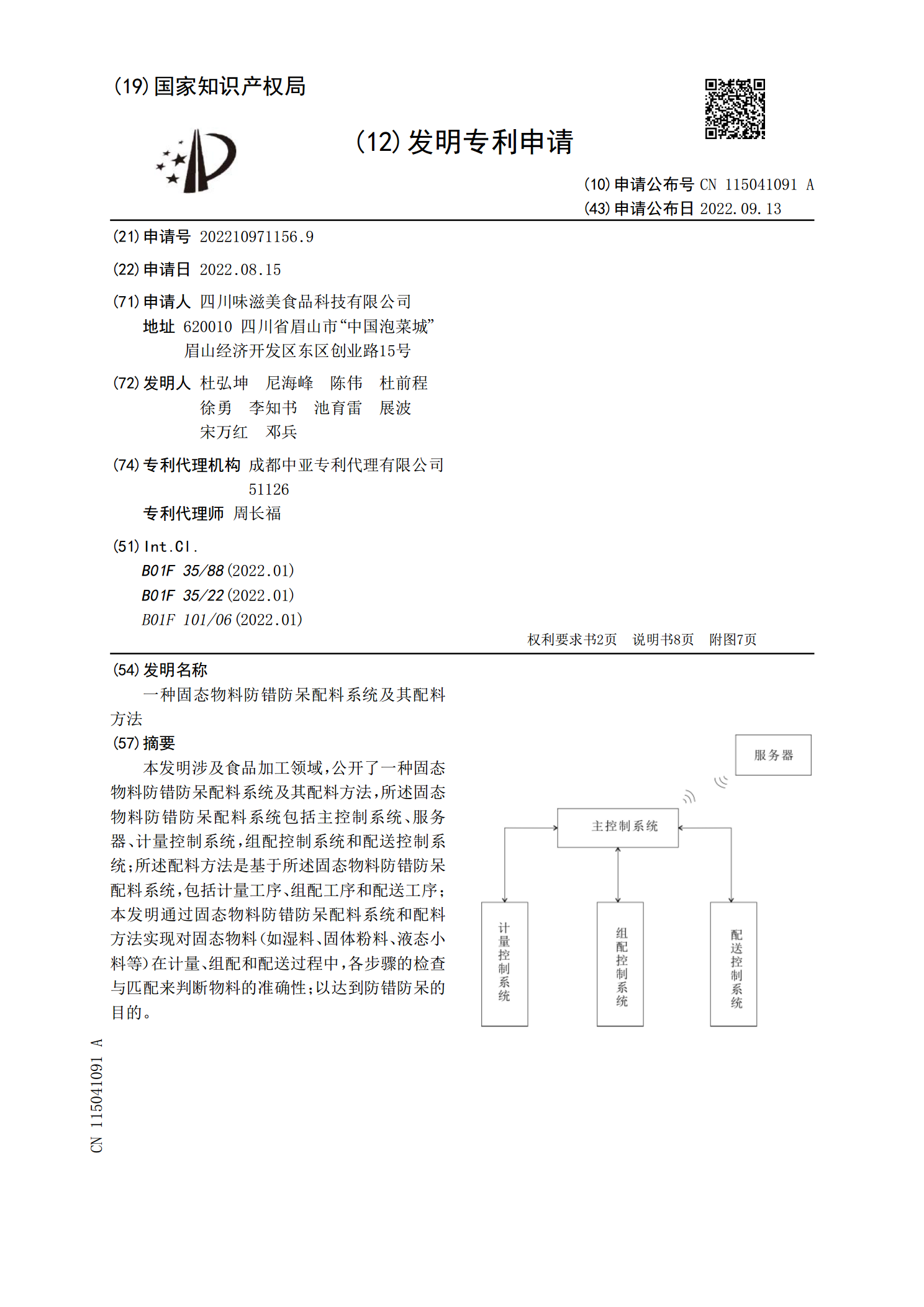
本发明涉及食品加工领域,公开了一种固态物料防错防呆配料系统及其配料方法,所述固态物料防错防呆配料系统包括主控制系统、服务器、计量控制系统,组配控制系统和配送控制系统;所述配料方法是基于所述固态物料防错防呆配料系统,包括计量工序、组配工序和配送工序;本发明通过固态物料防错防呆配料系统和配料方法实现对固态物料(如湿料、固体粉料、液态小料等)在计量、组配和配送过程中,各步骤的检查与匹配来判断物料的准确性;以达到防错防呆的目的。

配料防错系统介绍,配方执行监控系统.pdf
配料防错系统介绍星火包装设备有限公司2011-08-17系统实际硬件配置以合同签订配置为准系统基本操作流程系统基本操作流程•1.下达配料任务,通过数据主机下达配料产品种类、计划配料量。通过数据主机两人两次确认来输入使用那个投料设备,保证投料设备选用正确。•2.配料人员选择准备要称料的配料任务后根据系统提示的辅料用量称量,当电子秤显示数值在理论用量范围内时,进行身份验证后系统打印出辅料投料标签。•3.投料人员将辅料运送到投料区域,通过现场PLC电柜的二维码扫描枪扫描辅料上的辅料投料标签同时验证投料人身份后现
一种插件机用物料防错防呆装置及其使用方法.pdf
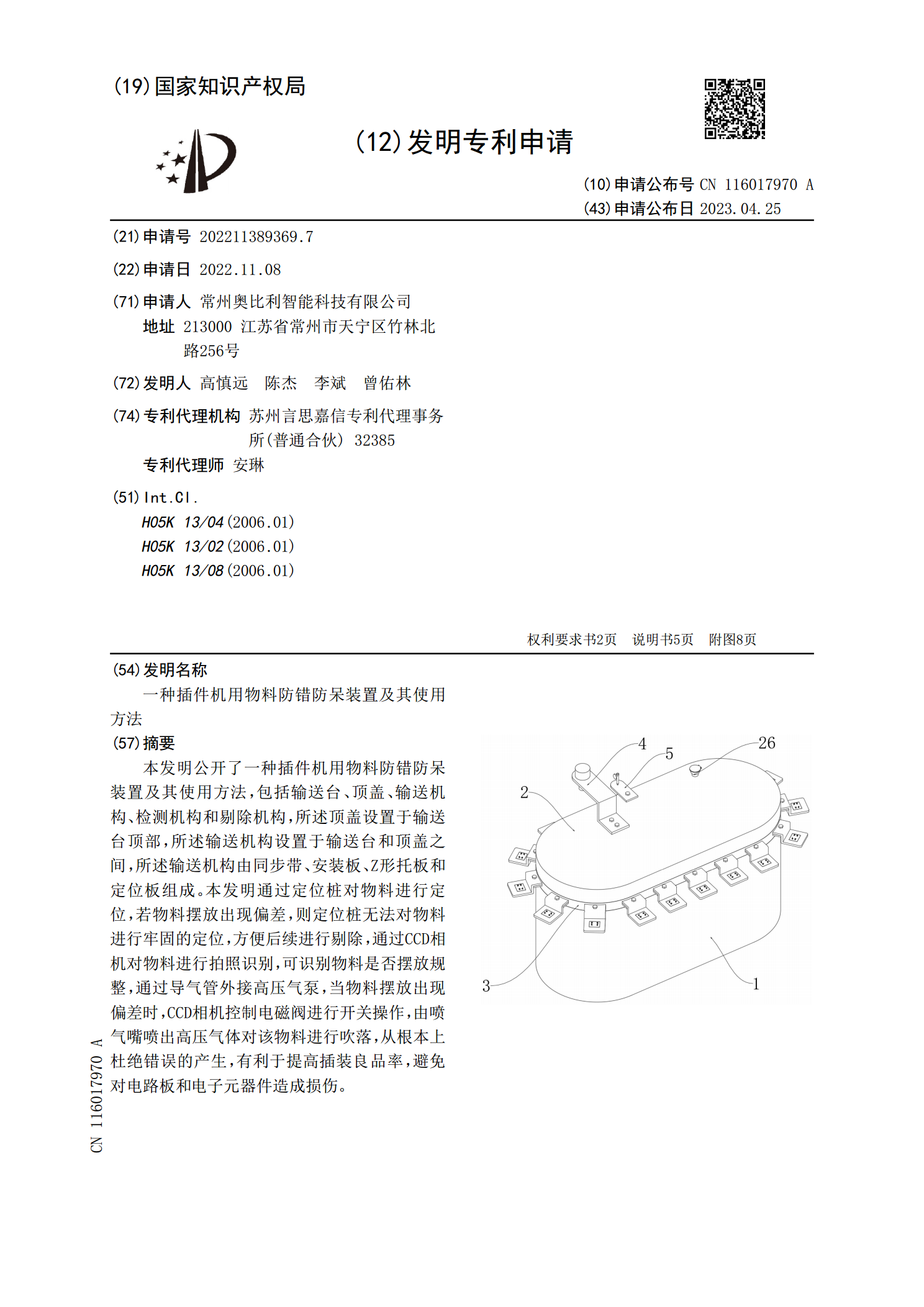
本发明公开了一种插件机用物料防错防呆装置及其使用方法,包括输送台、顶盖、输送机构、检测机构和剔除机构,所述顶盖设置于输送台顶部,所述输送机构设置于输送台和顶盖之间,所述输送机构由同步带、安装板、Z形托板和定位板组成。本发明通过定位桩对物料进行定位,若物料摆放出现偏差,则定位桩无法对物料进行牢固的定位,方便后续进行剔除,通过CCD相机对物料进行拍照识别,可识别物料是否摆放规整,通过导气管外接高压气泵,当物料摆放出现偏差时,CCD相机控制电磁阀进行开关操作,由喷气嘴喷出高压气体对该物料进行吹落,从根本上杜绝错
一种混凝土的配料系统及配料方法.pdf
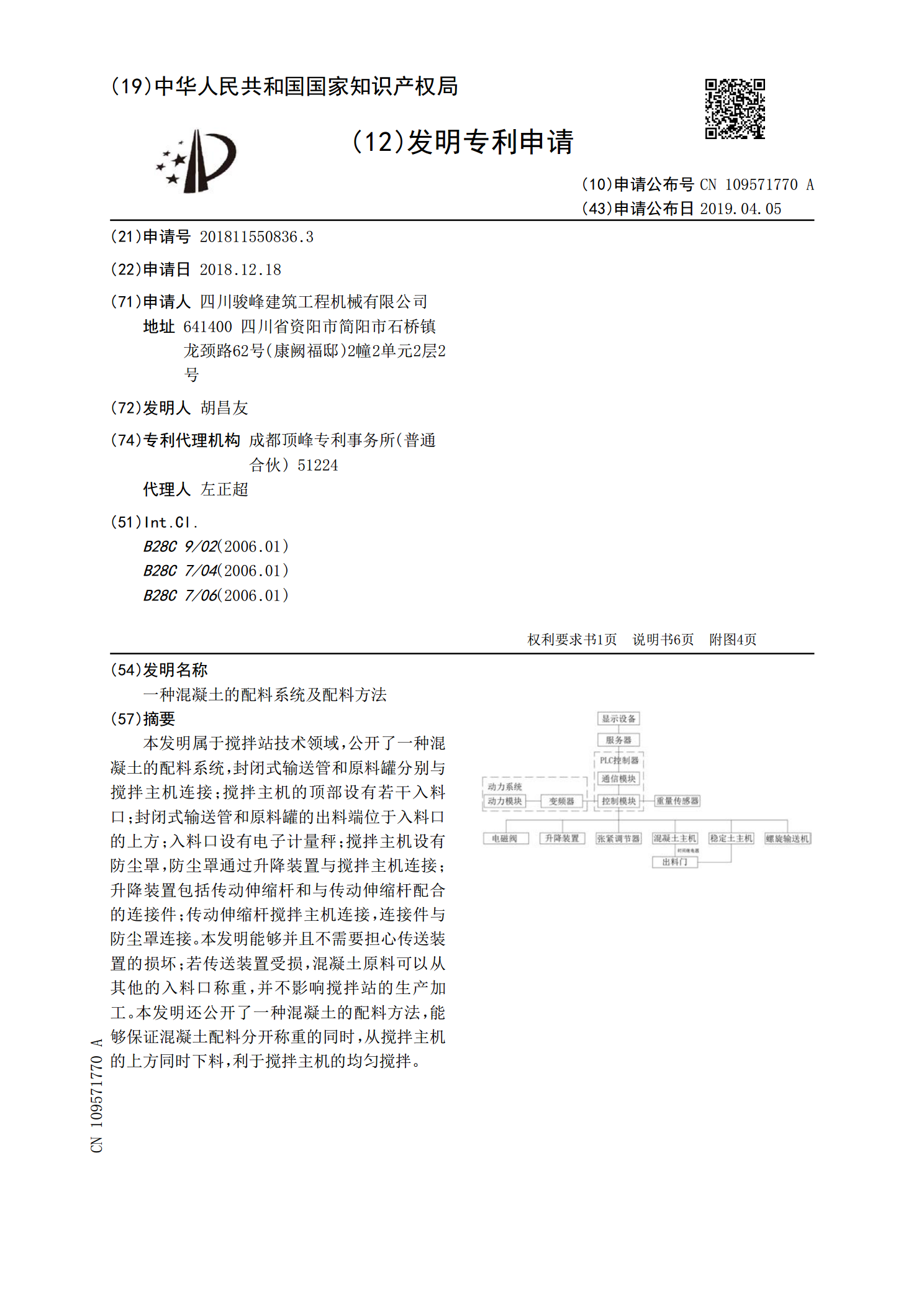
本发明属于搅拌站技术领域,公开了一种混凝土的配料系统,封闭式输送管和原料罐分别与搅拌主机连接;搅拌主机的顶部设有若干入料口;封闭式输送管和原料罐的出料端位于入料口的上方;入料口设有电子计量秤;搅拌主机设有防尘罩,防尘罩通过升降装置与搅拌主机连接;升降装置包括传动伸缩杆和与传动伸缩杆配合的连接件;传动伸缩杆搅拌主机连接,连接件与防尘罩连接。本发明能够并且不需要担心传送装置的损坏;若传送装置受损,混凝土原料可以从其他的入料口称重,并不影响搅拌站的生产加工。本发明还公开了一种混凝土的配料方法,能够保证混凝土配料

防溅料的湿物料配料设备.pdf
本发明属于定量配料输送技术领域,涉及一种防溅料的湿物料配料设备,包括倒料机构;所述倒料机构包括Y向倒料移动装置、由Y向倒料移动装置驱动的倒料装置以及能由倒料装置翻转的倒料盒;所述倒料装置包括两个立块,两个立块上设有竖直的滑槽,滑槽内设有一个能顺其滑动的滑块,滑块的外侧枢接有滚轮;所述倒料盒底部连接沿X方向延伸的第一连杆和第二连杆,第一连杆的两端枢接于立块上,第二连杆的两端活动连接于滑块上;机架上设有两个气缸,气缸竖直驱动一T型的升降头,升降头用来接触和顶升滚轮。本设备导料装置驱动方式比较简单,动作平缓,不