
一种Mini Led的点胶装置及点胶方法.pdf

一条****贺6


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种Mini Led的点胶装置及点胶方法.pdf
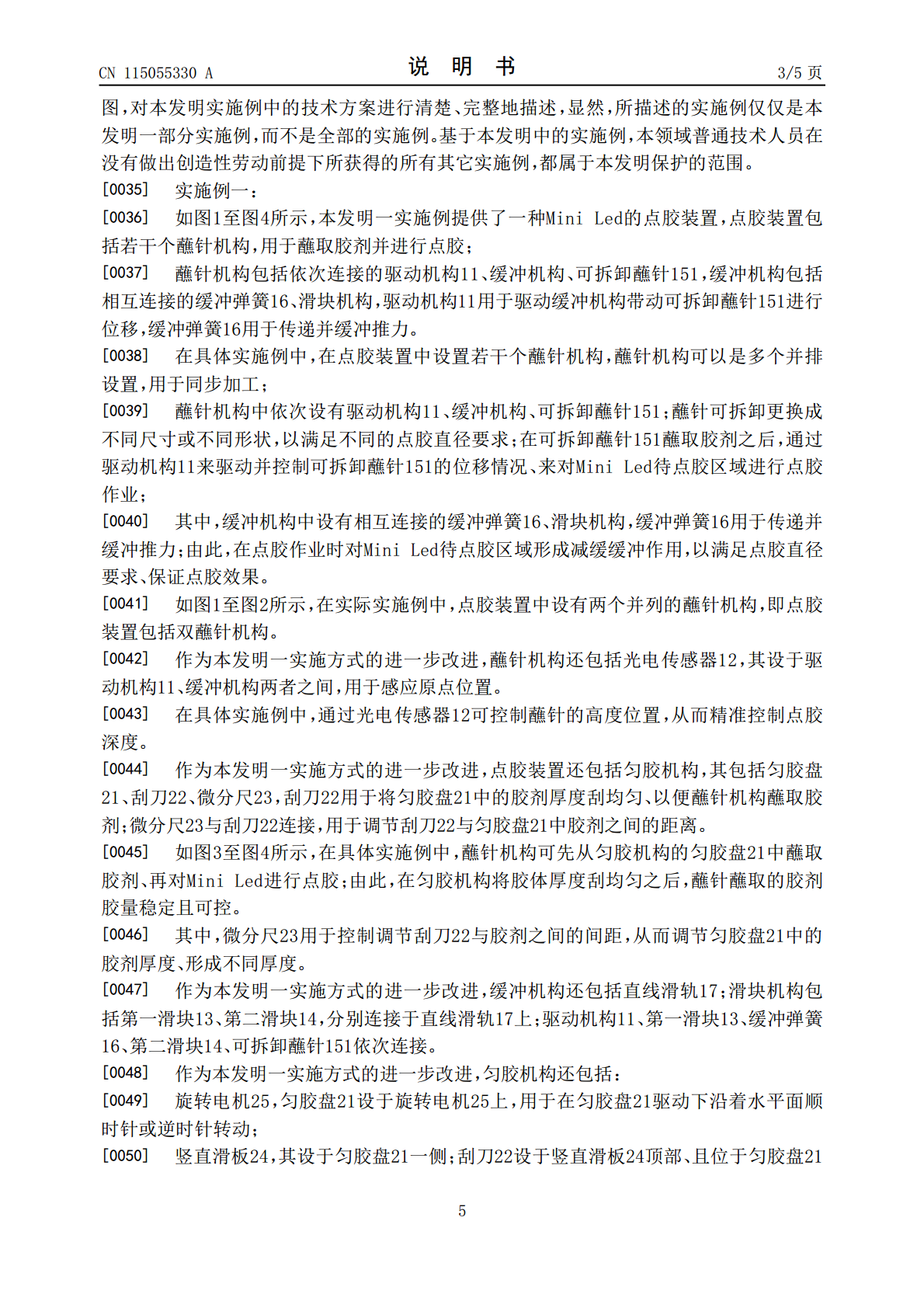
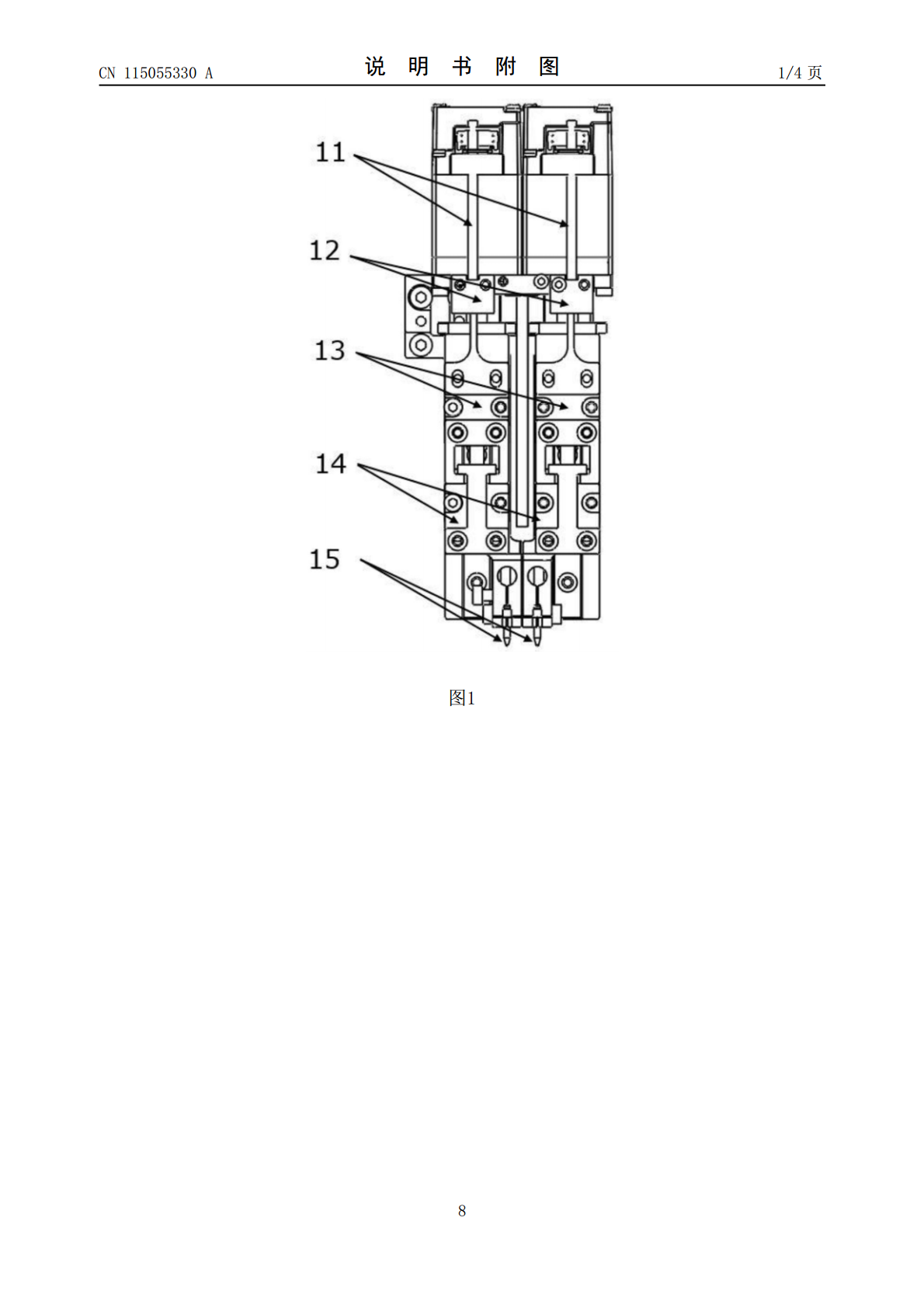
本发明涉及一种MiniLed的点胶装置及点胶方法,所述MiniLed的点胶装置包括若干个蘸针机构,用于蘸取胶剂并进行点胶;所述蘸针机构包括依次连接的驱动机构、缓冲机构、可拆卸蘸针,所述缓冲机构包括相互连接的缓冲弹簧、滑块机构,所述驱动机构用于驱动所述缓冲机构带动所述可拆卸蘸针进行位移,所述缓冲弹簧用于传递并缓冲推力。通过上述技术方案,可解决目前MiniLed无法进行精密点胶、点胶作业无法满足工艺要求和工艺效果的问题。
一种用于LED产品制作的点胶装置及其点胶方法.pdf
本发明公开了一种用于LED产品制作的点胶装置及其点胶方法,包括机架、支撑架、预处理箱、传送带,所述机架上方设置有所述传送带,所述传送带上方设置有所述预处理箱,所述预处理箱一侧设置有所述支撑架,所述支撑架一侧设置有烘干模组,所述机架其中一侧壁上设置有控制器,所述传送带内部设置有物料固定器。有益效果在于:1、设备采取组合式设计,占地面积小,使用难度低,使用寿命长;2、设备采取多重固定措施,确保了物料的固定效果,显著提升了物料的点胶精度;3、采取有整体机械化作业,显著降低了工人的劳动强度,同时设备采取有预处理和
一种点胶装置及点胶方法.pdf
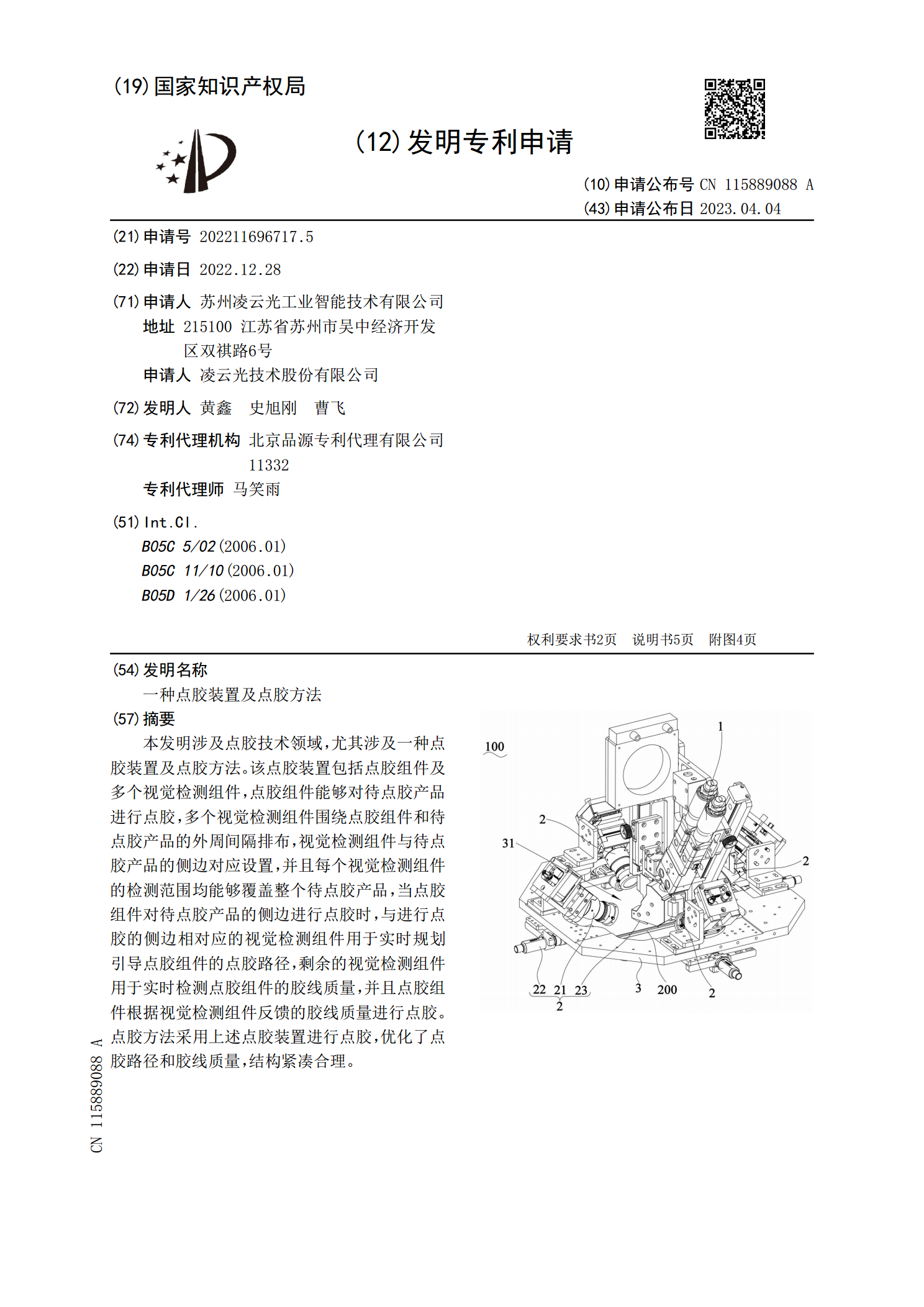
本发明涉及点胶技术领域,尤其涉及一种点胶装置及点胶方法。该点胶装置包括点胶组件及多个视觉检测组件,点胶组件能够对待点胶产品进行点胶,多个视觉检测组件围绕点胶组件和待点胶产品的外周间隔排布,视觉检测组件与待点胶产品的侧边对应设置,并且每个视觉检测组件的检测范围均能够覆盖整个待点胶产品,当点胶组件对待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的视觉检测组件用于实时规划引导点胶组件的点胶路径,剩余的视觉检测组件用于实时检测点胶组件的胶线质量,并且点胶组件根据视觉检测组件反馈的胶线质量进行点胶。点胶方法采用
一种用于LED封胶的点胶装置.pdf
本发明公开了一种用于LED封胶的点胶装置,包括组成主要框架的基座、移动轮A、架体、支撑块B、托接板、导电块、发热铜管、开口槽及驱动执行部件,所述驱动执行部件包括:上下调节部件、导槽部件B、导轨架体机构、传输部件和导槽部件A,所述基座固定设置于地面上,所述导电块左右对称固定设置于基座上端面,所述发热铜管固定设置于两个所述导电块之间,所述基座左右两侧对称设置有导轨,所述导轨内设有导轨槽。
一种LED灯点胶装置.pdf
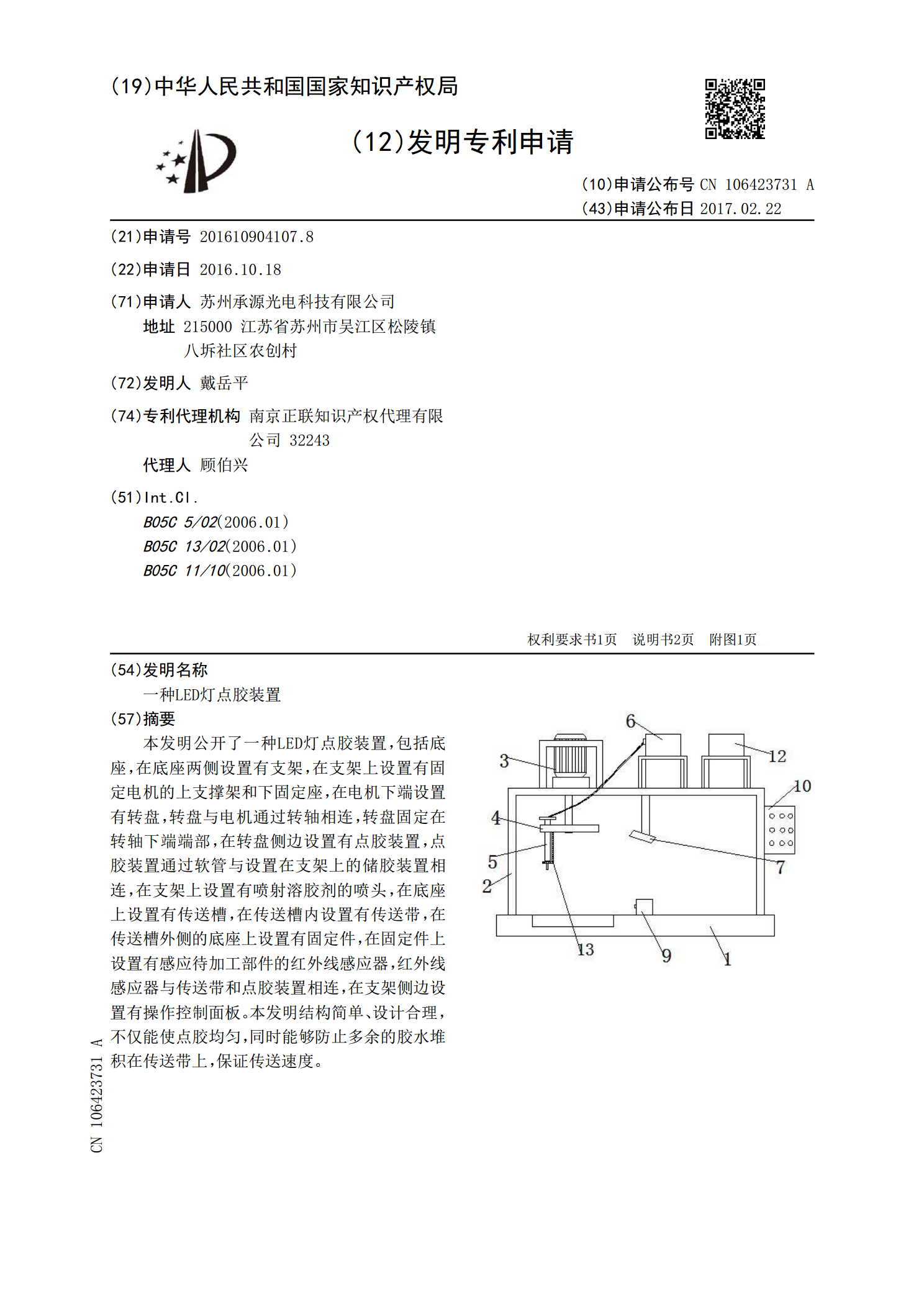
本发明公开了一种LED灯点胶装置,包括底座,在底座两侧设置有支架,在支架上设置有固定电机的上支撑架和下固定座,在电机下端设置有转盘,转盘与电机通过转轴相连,转盘固定在转轴下端端部,在转盘侧边设置有点胶装置,点胶装置通过软管与设置在支架上的储胶装置相连,在支架上设置有喷射溶胶剂的喷头,在底座上设置有传送槽,在传送槽内设置有传送带,在传送槽外侧的底座上设置有固定件,在固定件上设置有感应待加工部件的红外线感应器,红外线感应器与传送带和点胶装置相连,在支架侧边设置有操作控制面板。本发明结构简单、设计合理,不仅能使