
批量小工件加工长度快速夹具.pdf

一吃****海逸


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
批量小工件加工长度快速夹具.pdf
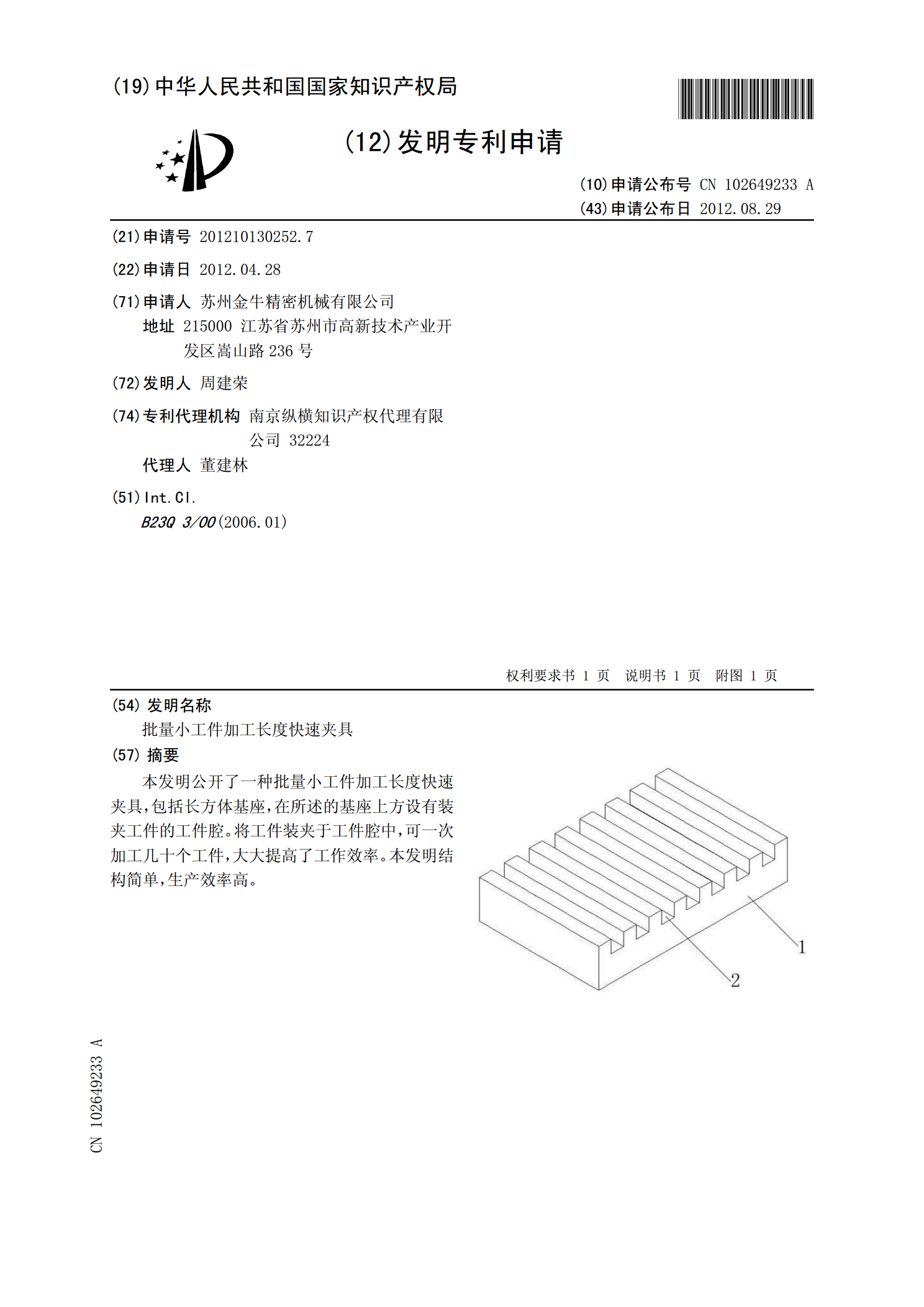
本发明公开了一种批量小工件加工长度快速夹具,包括长方体基座,在所述的基座上方设有装夹工件的工件腔。将工件装夹于工件腔中,可一次加工几十个工件,大大提高了工作效率。本发明结构简单,生产效率高。

批量小零件铣长度夹具.pdf
本发明公开了一种批量小零件铣长度夹具,包括夹具底座,所述的夹具底座呈“T”字型,在所述夹具底座的一侧设有放置零件的面板,所述的面板与底座连接处设有一凹槽。本发明可以一次性用铣刀侧边刀口加工几个或十几个零件的长度尺寸,方便快速,尺寸定位准确,提高了工作效率。
一种批量夹取工件的夹具.pdf
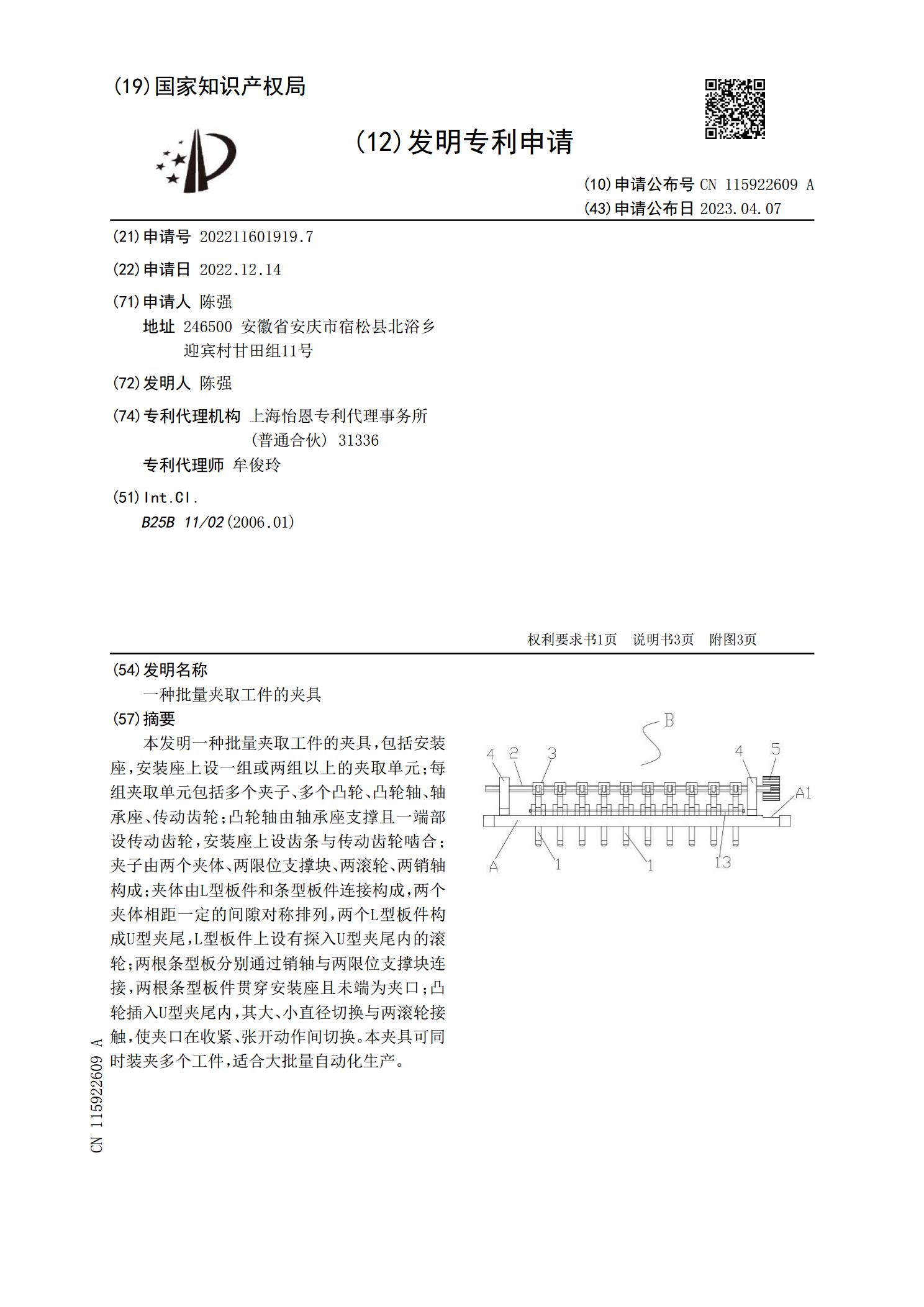
本发明一种批量夹取工件的夹具,包括安装座,安装座上设一组或两组以上的夹取单元;每组夹取单元包括多个夹子、多个凸轮、凸轮轴、轴承座、传动齿轮;凸轮轴由轴承座支撑且一端部设传动齿轮,安装座上设齿条与传动齿轮啮合;夹子由两个夹体、两限位支撑块、两滚轮、两销轴构成;夹体由L型板件和条型板件连接构成,两个夹体相距一定的间隙对称排列,两个L型板件构成U型夹尾,L型板件上设有探入U型夹尾内的滚轮;两根条型板分别通过销轴与两限位支撑块连接,两根条型板件贯穿安装座且未端为夹口;凸轮插入U型夹尾内,其大、小直径切换与两滚轮接

一种批量工件铣端面夹具.pdf
本发明涉及一种批量工件铣端面夹具,主要包括工作台,工作台上沿前后方向均布有四个滑槽,滑槽右端均设有定位板块,滑槽内均滑动安装有夹紧板;夹紧板下端均连接有水平设置的滚珠丝杠,滚珠丝杠左端均连接有一号锥齿轮,一号锥齿轮均啮合有二号锥齿轮,二号锥齿轮均连接有转轴,转轴下方均连接有离合器齿轮,离合器齿轮右端均啮合有以前后滑动方式安装在工作台下方的双边齿条,双边齿条右端啮合有驱动齿轮,驱动齿轮连接有转盘。本发明不仅具有以便捷的操作方式、轮齿啮合传动方式一次性快速将多个工件进行夹紧功能,还能够控制有效控制夹紧工件的数
固定工件加工斜面夹具.pdf
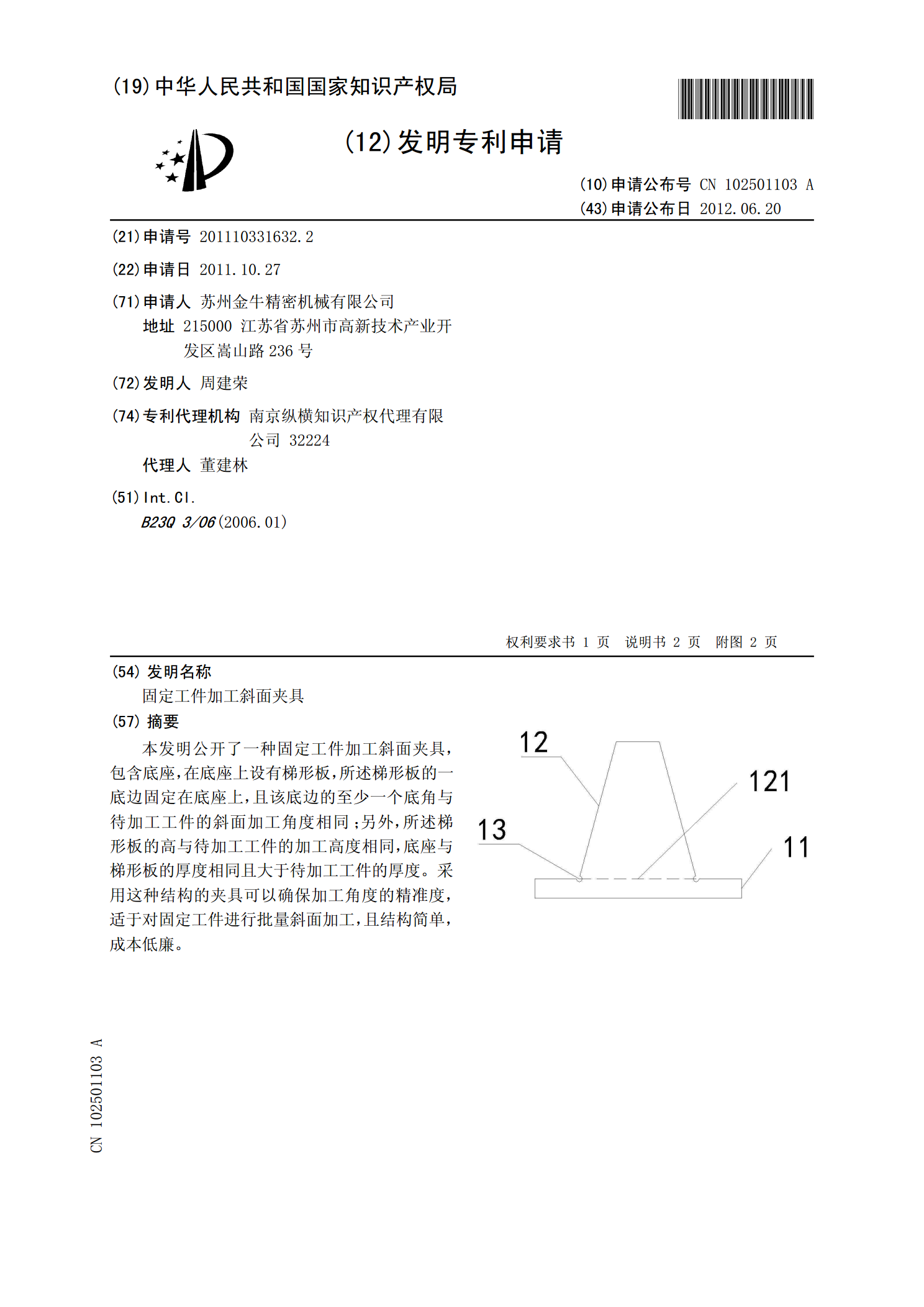
本发明公开了一种固定工件加工斜面夹具,包含底座,在底座上设有梯形板,所述梯形板的一底边固定在底座上,且该底边的至少一个底角与待加工工件的斜面加工角度相同;另外,所述梯形板的高与待加工工件的加工高度相同,底座与梯形板的厚度相同且大于待加工工件的厚度。采用这种结构的夹具可以确保加工角度的精准度,适于对固定工件进行批量斜面加工,且结构简单,成本低廉。