
折弯机新型独立加压挠度补偿机构.pdf

傲丝****账号


1/8

2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
折弯机新型独立加压挠度补偿机构.pdf
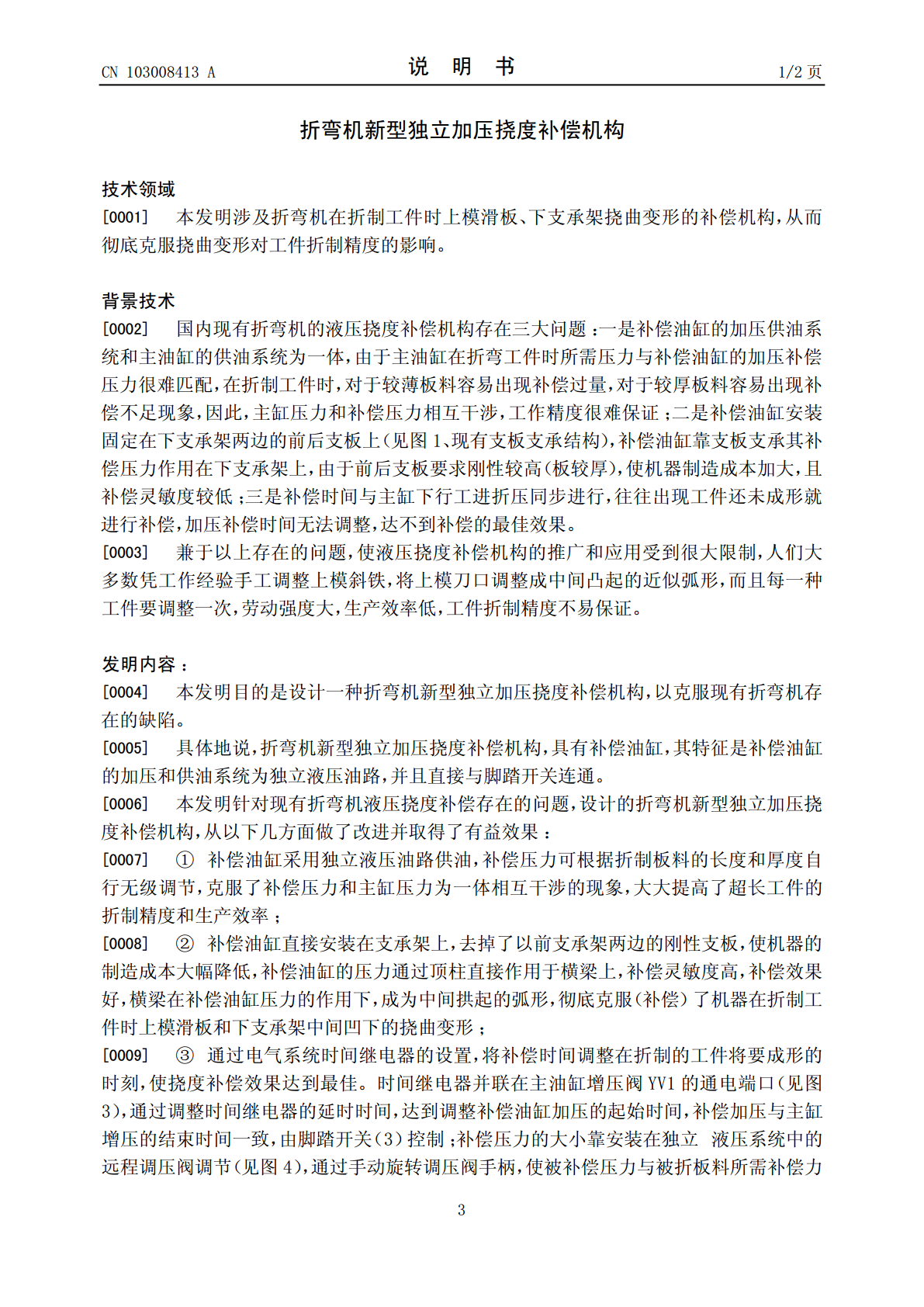
本发明涉及折弯机新型独立加压挠度补偿机构,具有补偿油缸,其补偿油缸的加压和供油系统为独立液压油路,并且直接与脚踏开关连通。本发明针对现有折弯机液压挠度补偿存在的问题,设计的折弯机新型独立加压挠度补偿机构,补偿油缸采用独立液压油路供油,补偿压力可根据折制板料的长度和厚度自行无级调节,克服了补偿压力和主缸压力为一体相互干涉的现象,大大提高了超长工件的折制精度和生产效率。

新型锻压折弯机构.pdf
一种新型锻压折弯机构,它是由锻压折弯机构有一机构体,在机构体的上面设置有折弯机平板,折弯机平板通过右支架与左支架由螺栓固定在机构体的上面,在右支架与左支架的上面设有双动滚轮,双动滚轮通过销轴安装在右支架与左支架的上面;在折弯冲头的左右两侧下端部位设置有双动滚轮,双动滚轮通过销轴安装在折弯冲头的两侧下端部,在折弯冲头的上端连接有冲头连接板,下端放置有棒型工件;如此,将棒型工件放入凹型槽内的折弯机平板的上面,即可将棒型工件冲压成型,若棒型工件的开档宽度有变化,只需调节左支架与右支架之间的距离,更换折弯冲头即可

折弯机多点扰度补偿机构.pdf
本发明公开了一种折弯机多点扰度补偿机构,包括工作台台面(1)、工作台基座(2)和多组扰度补偿组件;扰度补偿组件设在工作台主体上,扰度补偿组件均包括减速机(8)、伺服电机(9)、主动同步轮(10)、同步带(12)、从动同步轮(14)、丝杆(16)、丝杆螺母(19)、下斜块(20)和上斜块(21);减速机连伺服电机和主动同步轮,从动同步轮连丝杆,同步带连主动同步轮和从动同步轮,丝杆通过丝杆螺母连下斜块,下斜块和上斜块通过楔形面接触连接,上斜块通过螺丝固定连接工作台台面。本发明能通过电机数控控制和机械传动的结合

意大利Schiavi折弯机机械补偿机构分析.docx
意大利Schiavi折弯机机械补偿机构分析折弯机机械补偿机构是在折弯机的操作中起到重要作用的一个部件。它可以通过调整补偿机构来实现零件折弯后的尺寸和角度的精确控制。这对于以精度和质量为导向的制造业非常重要,尤其是在航空航天、汽车、电子等领域。Schiavi作为意大利机械设备制造业的领军者,其折弯机机械补偿机构的研究和开发一直备受关注。在本文中,我们将探讨Schiavi折弯机机械补偿机构的原理和特点。首先,我们需要了解机械补偿的原理。在折弯过程中,由于弯曲力的作用,板材被压缩和伸展,从而导致折弯角度和尺寸的
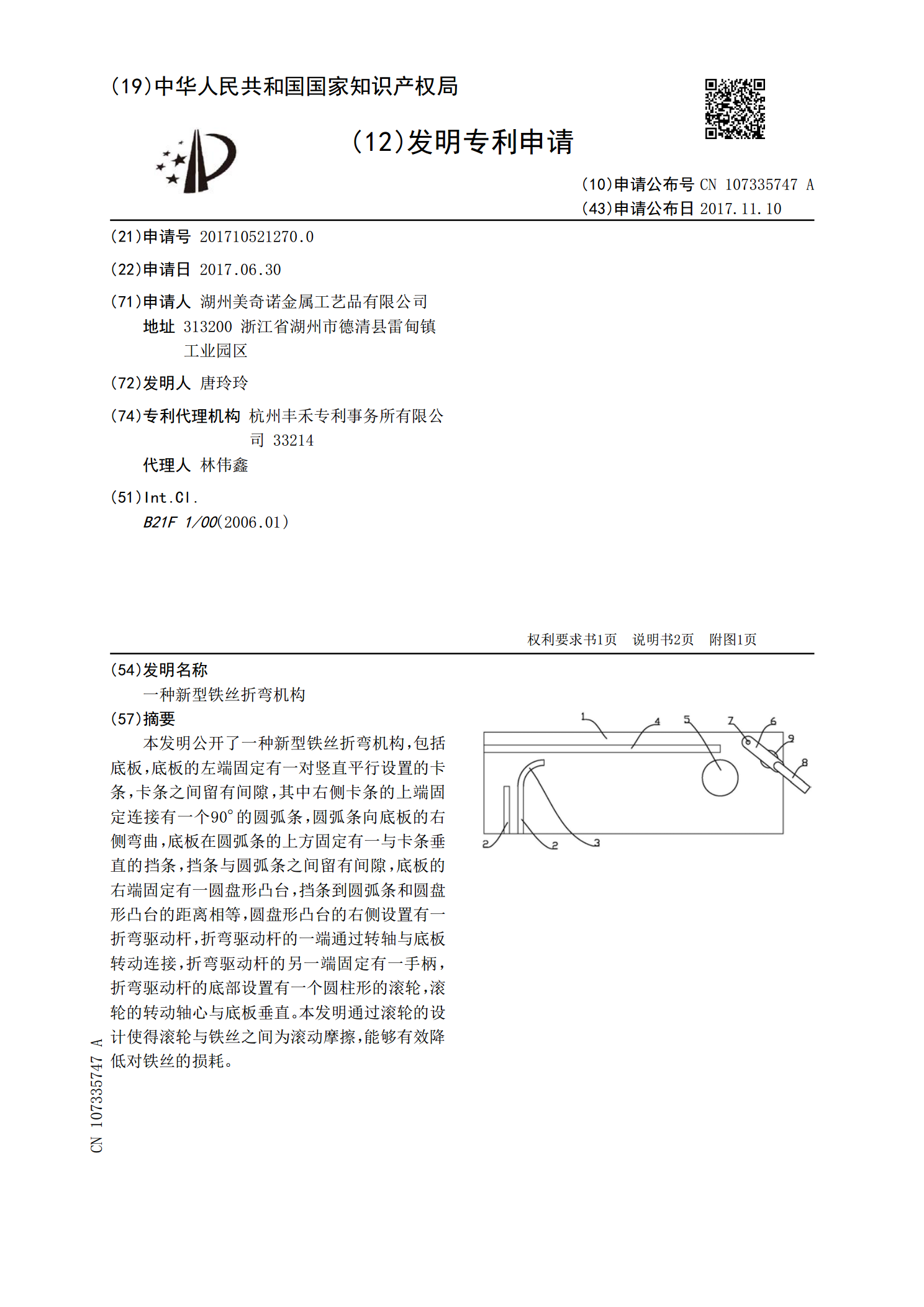
一种新型铁丝折弯机构.pdf
本发明公开了一种新型铁丝折弯机构,包括底板,底板的左端固定有一对竖直平行设置的卡条,卡条之间留有间隙,其中右侧卡条的上端固定连接有一个90°的圆弧条,圆弧条向底板的右侧弯曲,底板在圆弧条的上方固定有一与卡条垂直的挡条,挡条与圆弧条之间留有间隙,底板的右端固定有一圆盘形凸台,挡条到圆弧条和圆盘形凸台的距离相等,圆盘形凸台的右侧设置有一折弯驱动杆,折弯驱动杆的一端通过转轴与底板转动连接,折弯驱动杆的另一端固定有一手柄,折弯驱动杆的底部设置有一个圆柱形的滚轮,滚轮的转动轴心与底板垂直。本发明通过滚轮的设计使得滚