
一种不锈钢的酸洗制作工艺.pdf

是你****优呀


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢的酸洗制作工艺.pdf
一种不锈钢,其组成包含以下组分,以wt.%表示:其特征在于:C0.06-0.08%,Mn0.20-0.46%,Si0.40-0.63%,Ni20~40%,Cu40~60%,Al4~10%,Cr15-26%,Cu1-2%,S0.03-0.04%,?P0.04-0.05%,Fe67-81%。本发明采用了以上技术方案,使本发明的不锈钢丝适宜拉拔加工,单丝直径可达6μm,强度大于16牛/平方毫米,延伸率1.40%,大大提高了成品的综合性能,完全克服了原有的不锈钢丝拉不细、脆而易断的缺点。
一种冷轧不锈钢退火酸洗工艺及酸洗设备.pdf
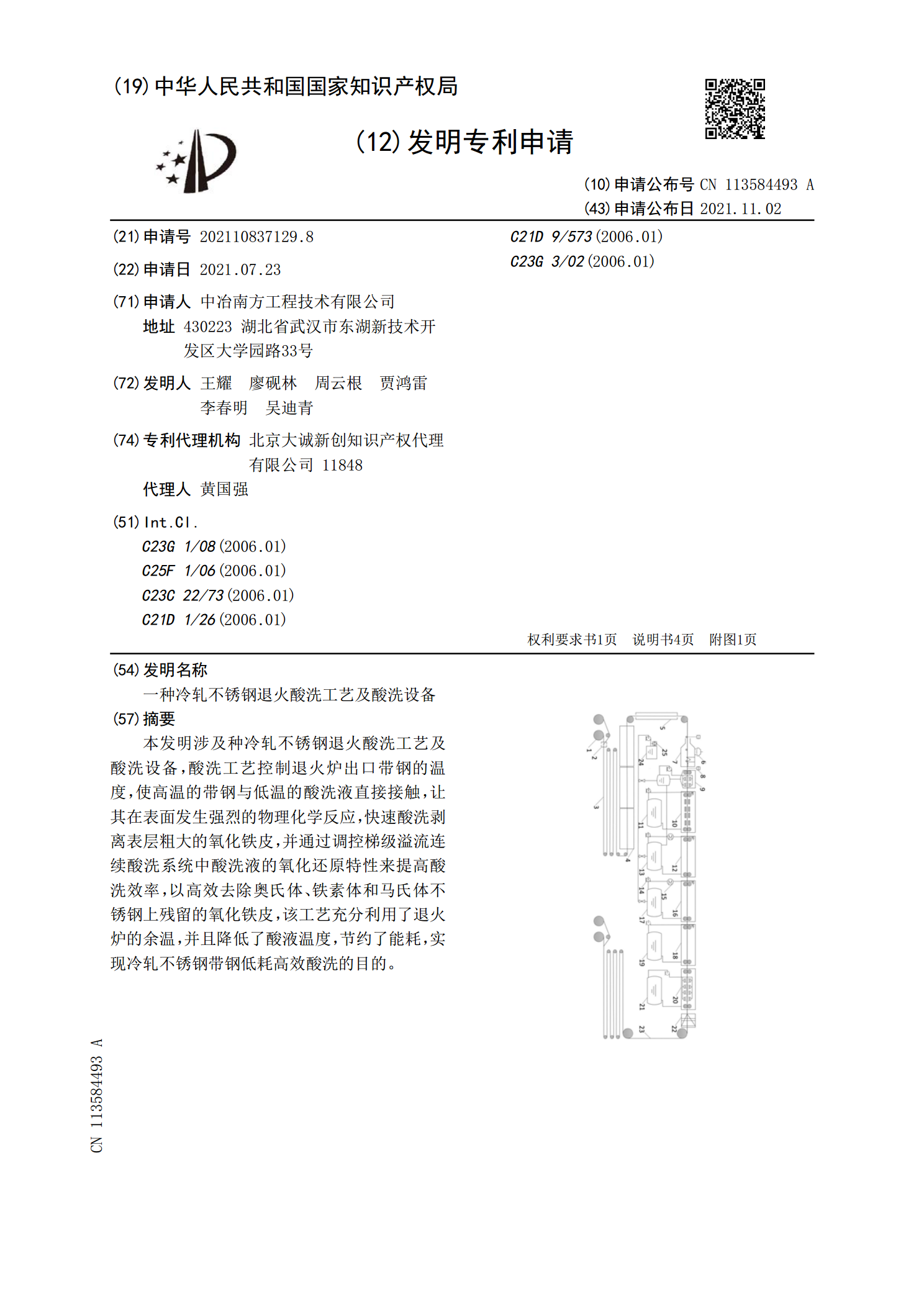
本发明涉及种冷轧不锈钢退火酸洗工艺及酸洗设备,酸洗工艺控制退火炉出口带钢的温度,使高温的带钢与低温的酸洗液直接接触,让其在表面发生强烈的物理化学反应,快速酸洗剥离表层粗大的氧化铁皮,并通过调控梯级溢流连续酸洗系统中酸洗液的氧化还原特性来提高酸洗效率,以高效去除奥氏体、铁素体和马氏体不锈钢上残留的氧化铁皮,该工艺充分利用了退火炉的余温,并且降低了酸液温度,节约了能耗,实现冷轧不锈钢带钢低耗高效酸洗的目的。

一种热轧不锈钢退火酸洗工艺及酸洗设备.pdf
本发明涉及一种热轧不锈钢退火酸洗工艺及酸洗设备,酸洗工艺通过控制退火炉出口带钢的温度,使高温的带钢与低温的酸洗液直接接触,让其在表面发生强烈的物理化学反应,快速酸洗剥离表层粗大的氧化铁皮,并通过调控梯级溢流连续酸洗系统中酸洗液的氧化还原特性来提高酸洗效率,以高效去除不锈钢上残留的奥氏体、铁素体氧化铁皮,该工艺充分利用了退火炉的余温,并且降低了酸液温度,节约了能耗,实现热轧不锈钢带钢低耗高效酸洗的目的。
一种300系不锈钢板酸洗系统及其酸洗工艺.pdf
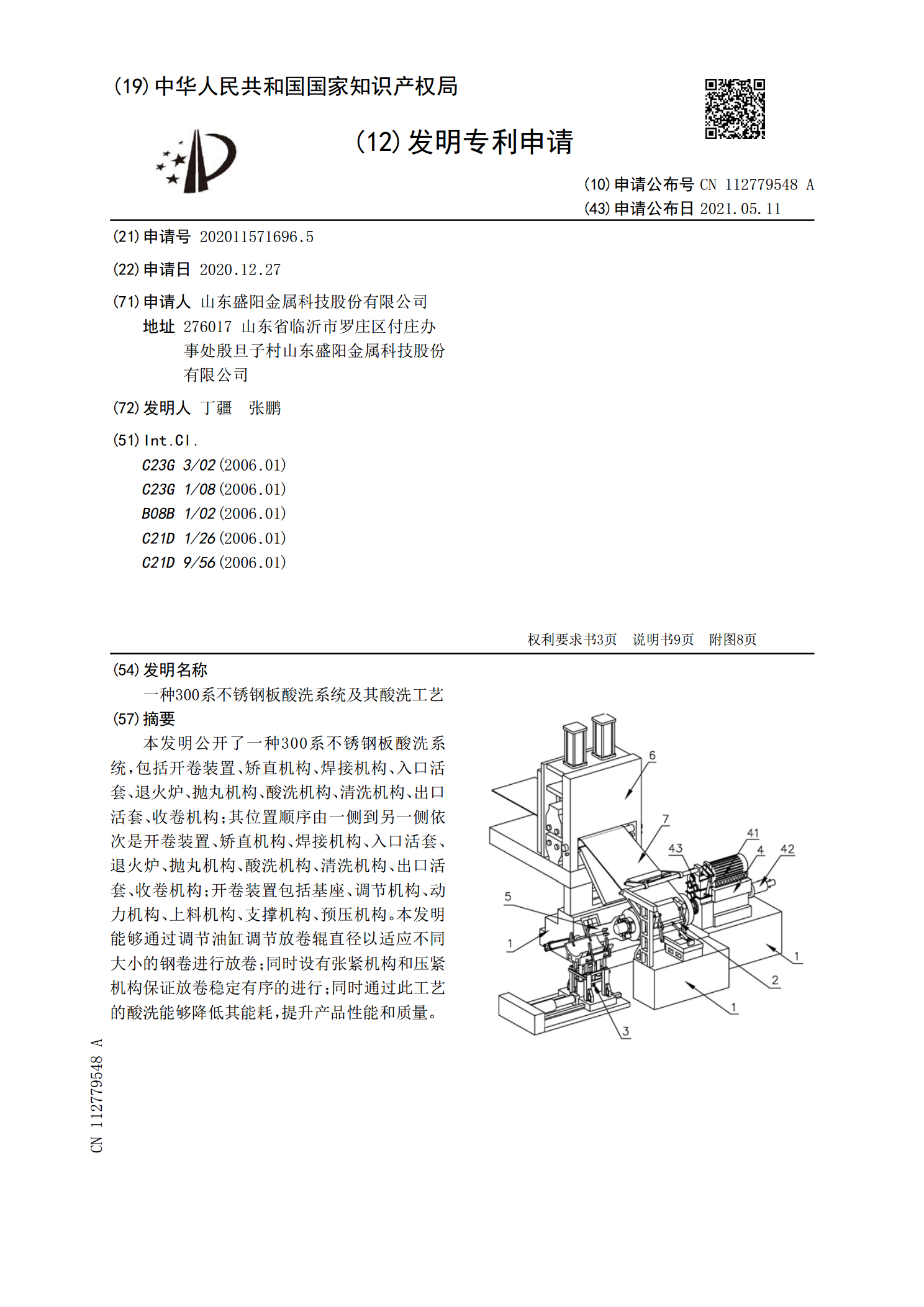
本发明公开了一种300系不锈钢板酸洗系统,包括开卷装置、矫直机构、焊接机构、入口活套、退火炉、抛丸机构、酸洗机构、清洗机构、出口活套、收卷机构;其位置顺序由一侧到另一侧依次是开卷装置、矫直机构、焊接机构、入口活套、退火炉、抛丸机构、酸洗机构、清洗机构、出口活套、收卷机构;开卷装置包括基座、调节机构、动力机构、上料机构、支撑机构、预压机构。本发明能够通过调节油缸调节放卷辊直径以适应不同大小的钢卷进行放卷;同时设有张紧机构和压紧机构保证放卷稳定有序的进行;同时通过此工艺的酸洗能够降低其能耗,提升产品性能和质量

一种不锈钢的酸洗钝化膏工艺.pdf
本发明提供了一种不锈钢的酸洗钝化膏工艺,其特征在于,包括以下步骤:S1步骤:预处理,采用碱洗去除不锈钢表面的灰尘、油污,提高不锈钢表面的整洁度;S2步骤:涂抹酸洗钝化膏,将酸洗钝化膏涂刷至不锈钢表面,不锈钢的表面温度控制在55℃~75℃之间,所述酸洗钝化膏覆盖不锈钢表面,覆盖时间达到5~20分钟之间;所述酸洗钝化膏由盐酸:硝酸:水:膨润土=1.5(毫升):3.5(毫升):10(毫升):15(克)调配,搅拌均匀至糊状;S3步骤:冲洗,将S2步骤后的不锈钢使用超高纯度水进行多次冲洗,直至把银白色的钝化层与残留