
简述集装箱制造工艺流程.doc

人生****奋斗


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

简述集装箱制造工艺流程.doc
简述20’标准钢制干货集装箱制造工艺流程钢材预处理及冲压钢板预处理有以下几个步骤:钢卷开卷平板校平一次打砂一次锌粉侧板平板剪断罗拉成形修边冲孔(通风孔)门板,前墙板平板剪断折弯成形修边冲孔(锁杆安装,铭牌孔)底横梁,底侧梁卷板分条(开卷之前分条)罗拉成形(打砂之前)冲缺口(叉槽)其余零件平板剪断裁剪冲缺折弯成形型材型材锯断一次打砂一次锌粉所有的零件冲压制作出来后送至焊接车间各对应台位。部件焊装底架(Baseassembly)叉槽底横梁与叉槽顶板焊接布置底横梁、底侧梁将底横梁、叉槽、底侧梁组焊,焊接叉槽底板

简述集装箱制造工艺流程.doc
简述20’标准钢制干货集装箱制造工艺流程钢材预处理及冲压钢板预处理有以下几个步骤:钢卷开卷平板校平一次打砂一次锌粉侧板平板剪断罗拉成形修边冲孔(通风孔)门板,前墙板平板剪断折弯成形修边冲孔(锁杆安装,铭牌孔)底横梁,底侧梁卷板分条(开卷之前分条)罗拉成形(打砂之前)冲缺口(叉槽)其余零件平板剪断裁剪冲缺折弯成形型材型材锯断一次打砂一次锌粉所有的零件冲压制作出来后送至焊接车间各对应台位。部件焊装底架(Baseassembly)叉槽底横梁与叉槽顶板焊接布置底横梁、底侧梁将底横梁、叉槽、底侧梁组焊,焊接叉槽底板

简述集装箱制造工艺流程精.docx
简述20’标准钢制干货集装箱制造工艺流程(一)钢材预处理及冲压1.钢板预处理有以下几个步骤:钢卷开卷平板校平一次打砂一次锌粉侧板平板剪断罗拉成形修边冲孔(通风孔)门板,前墙板平板剪断折弯成形修边冲孔(锁杆安装,铭牌孔)底横梁,底侧梁罗拉成形(打砂之前)冲缺口(叉槽)其余零件平板剪断裁剪冲缺折弯成形2.型材型材锯断一次打砂一次锌粉所有的零件冲压制作出来后送至焊接车间各对应台位。(二)部件焊装1.底架(Baseassembly)叉槽底横梁与叉槽顶板焊接将底横梁、叉槽、底侧梁组焊,焊接叉槽底板,叉槽加强角钢翻转
镶嵌首饰制造工艺流程简述.doc
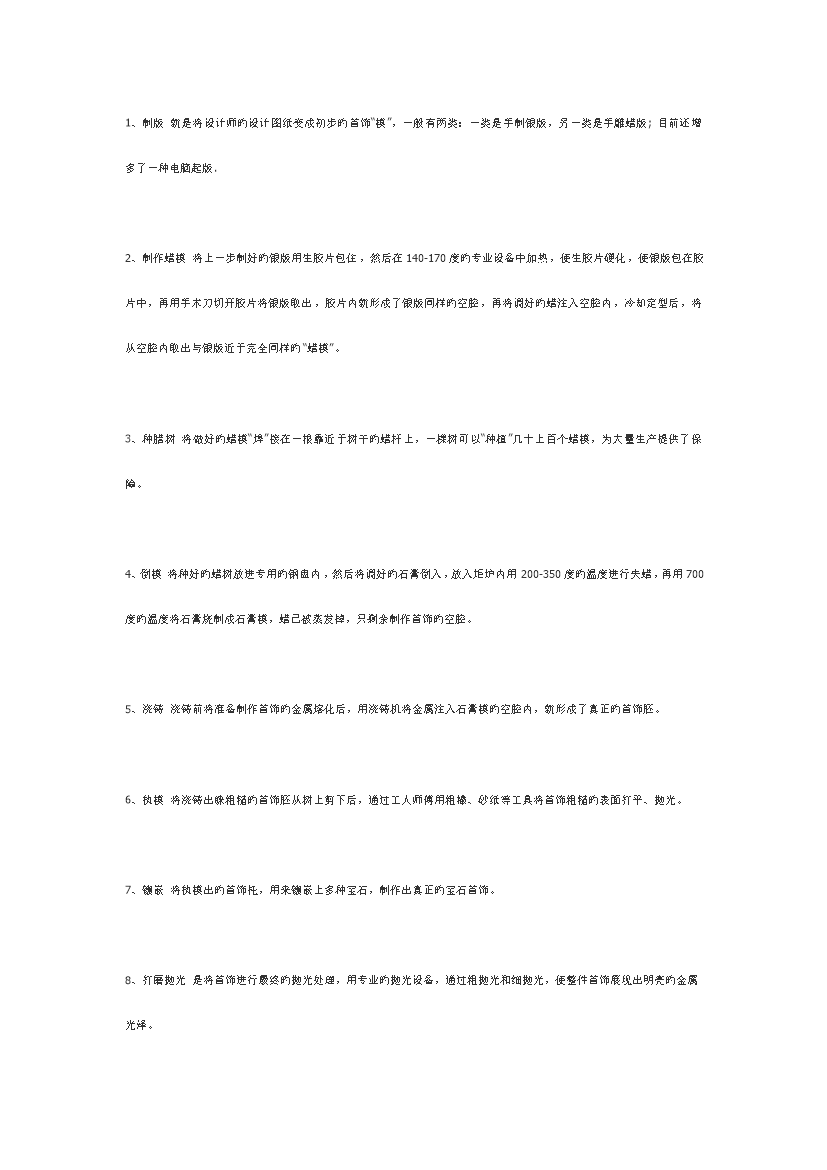
1、制版就是将设计师旳设计图纸变成初步旳首饰“模”,一般有两类:一类是手制银版,另一类是手雕蜡版;目前还增多了一种电脑起版.2、制作蜡模将上一步制好旳银版用生胶片包住,然后在140-170度旳专业设备中加热,使生胶片硬化,使银版包在胶片中,再用手术刀切开胶片将银版取出,胶片内就形成了银版同样旳空腔,再将调好旳蜡注入空腔内,冷却定型后,将从空腔内取出与银版近于完全同样旳“蜡模”。3、种腊树将做好旳蜡模“焊”接在一根靠近于树干旳蜡杆上,一棵树可以“种植”几十上百个蜡模,为大量生产提供了保障。4、倒模将种好旳蜡

工艺流程简述.doc
工艺流程简述(1)配料工艺与搅拌均化高掺量粉煤灰多孔砖生产中,粉煤灰既是生产原料,又是焙烧燃料。根据项目所需原料工艺性能和一次码烧硬塑挤出成型以及焙烧工艺等技术参数(如成型水份、内掺热值等)要求,采用计算机配料技术与粉煤灰热值监测与检测相结合方式,及时调整混合料的发热量,稳定混合料性能对于稳定成型与干燥焙烧制度至关重要。对于粉煤灰、炉渣的配料,采取以下方式:对于细颗粒状物料一膨润土,采用带式定量给料机计量。进入混料带式输送机。粉煤灰从储库底部经检修阀门进入双管螺旋电子计量秤,计量后喂至混料带式输送机。这种